Виды покрытия на ювелирных изделиях: родий, золочение и другие
Рассмотрим ситуации, какое обычно делают покрытие на ювелирных украшениях.
Самое частое – это белый родий .
Родирование – это процесс покрытия металла тонким слоем родия (благородного металла).
Совершается он методом гальванической обработки.
Если рассматривать золото, то чаще всего родирование служит в красном золоте для красивого визуального эффекта – выделяя металлом другого цвета различные элементы, украшение становится более эффектным. Если зародировать «зеркало» под камнем – то достигается эффект увеличения белого камня.
Бывает такое, что золотое колечко создано из частей золота разного цвета. Если же все украшение слитное – то тогда выделяют каст, или зеркала, или другие части родием. При приобретении таких вещей – обращайте внимание, чтобы части были закрашены ровно, без подтеков и пробелов.
Белое золото – все родируется. При этом цвет становится более ярким, стального оттенка.
Гальвоническое покрытие , делают так !!!
Родий может быть и черного цвета . Не все понимают ювелирные украшения черного цвета – для многих оно становится более похожим на бижутерию. Поэтому покрытие черным родием не так популярно.
Если говорить про серебро – то здесь родирование служит не только как визуальный эффект, но и защищает изделие от потемнения , физической деформации. Минус в том, что слой родия со временем может стираться.
К серебру также могут применить золочение – это покрытие серебра тонким слоем золота.
Цвет золочения также может быть разным – лимонным, красным.
Хочу предостеречь: золочение также стирается со временем! И если на белом серебре стирание слоя белого родия все же не так заметно – то стирание золочения и проступание под ним белой основы – будет выглядеть неаккуратно.
Срок, который Вам прослужит золочение, да и родирование – разный. Очень зависит от качества родия и обработки у фирм – производителей, а также условий ношения украшения и соприкосновения с химически активными веществами.
Если нравится золочение, то я бы порекомендовала покупать такие украшения, где позолота идет на местах, где меньше трение и соприкосновение с кожей. А шинка кольца, например, лучше, чтобы была родированной.
Клиар – это тоже покрытие, которое применяют в ювелирном производстве. Это яркое электролитическое покрытие из нано-керамических частиц. Оно более износостойкое по сравнению с родием и золочением.
Мои мысли по поводу клиара – изделие становится более ярким, праздничным. Но – пропадает ощущение его драгоценности; больше смахивает на бижутерию.
Оксидирование – это химический процесс. В результате серебро покрывается пленкой, зачерняется. Пленка также служит защитой от потемнения и царапин.
Кроме чернения, могут применяться и другие цвета – фиолетовое, синее… Но чаще всего – серые и черные оттенки. Они придают украшениям благородный, словно состаренный вид.
ИсточникЗолото — САМЫЙ СТОЙКИЙ МЕТАЛЛ НА ЗЕМЛЕ!
Виды поверхностей обручальных колец
Акцентирования внимание на мельчайших деталях колец в ювелирных технологиях – это не столько дань моде, а отличное владение различными методиками по обработке металла и создания оригинальных поверхностей у обручальных колец из драгоценных металлов.
Сегодня ювелиры могут придать, как зеркальный блеск для ободков обручальных колец, так и сделать оригинальную комбинацию из матовых и ярких блестящих наружных поверхностей золотого обручального кольца. Ювелиры используют при изготовлении обручальных колец , методы ковки золота, так и чеканки на обручальном кольце. Чеканку они делают специфическим методом . Секрет его в накладном металле и тонкой матировке.
Даже если вы можете позволить себе только простые гладкие обручальные кольца без камней, есть несколько недорогих техник, которые сделают их интереснее. Связаны они со способами обработки поверхности кольца.
Полированная поверхность
1. Полированная поверхность
Полировка кольца является самой распространенным способом его отделки. Визуально он придает металлу гладкость и блеск. Отличная полировка – это когда вы видите в поверхности свое отражение.
Недостатком полировки является то, что царапины на ней легко заметны, за исключением, пожалуй, полированных обручальных колец из вольфрама – сам металл чрезвычайно трудно поцарапать – и поэтому он не нуждается в повторных полировках, как примеру кольца из драгоценных металлов.
Матовая поверхность
2. Матовая поверхность
Матированные кольца такие же гладкие на ощупь, как и полированные, но вот свое отражение в них вы уже не разглядите, разве что сильно размытые, примерно как на запотевшем стекле. Этот тип отделки подходит тем, кто предпочитает ощущать гладкость металла, но не хочет, чтобы он блестел.
Брашированная поверхность
3. Брашированная поверхность
Визуально брашированная поверхность похожа на матированную – и та, и другая совсем не блестящи. Разница в том, что брашированная имеет текстуру, которая как будто нанесена щеткой – в виде следов от ее ворсинок. Отсюда и название (brush – в английском значит «щетка»).
Такой тип отделки очень популярен на мужских обручальных кольцах из вольфрама, поскольку не дает блеска и в случае, если оно поцарапается, то среди «щеточных следов» царапина затеряется.
Жесткое браширование
4. Жесткое браширование
В отличие от обычного браширования, металл после этого типа обработки выглядит так, как будто следы на нем нанесены жесткой проволочной щетиной. Их вид даже можно сравнить с лентой чистых волос.
Чеканка
5. Чеканка
Этот тип отделки популярен среди мужчин, которым не нравится блеск, но импонирует отражение индивидуальности в украшении. Поверхность в ямочках выглядит так, как будто их нанесли чеканом-молоточком, поэтому эту обработка и назвали по аналогии. Как правило, чеканку применяют вместе с матированием поверхности, чтобы снизить отражательную характеристику металла.
Пескоструйная обработка
6. Пескоструйная обработка
Пескоструйка – самая заметная из всех типов обработки металла. Она чувствуется при касании. Поверхность кольца с пескоструйной обработкой имеет зернистый вид и идеально подходит тем, кто хочет, чтобы на обручальном кольце была видимая текстурная поверхность.
ИсточникHansgrohe Axor Organic: 12 цветов на выбор
Немецкая компания Hansgrohe освоила выпуск смесителей из коллекции Axor Organic в 12 вариантах цветового оформления. Мы уже сообщали об устойчивом золотом покрытии, предназначенном для моделей смесителей марки Axor, и представленном на выставке МосБилд — 2013. 12-цветовой вариант поддержки интереса к продукту был презентован руководителями Hansgrohe в сентябре на выставке «Черсайе 2013» (Cersaie 2013).
С той даты разнообразие выбора оттенков смесителей увеличилось сразу в несколько раз, но пока (декабрь 2013 г.) только для Axor Organic.

Фото: Axor Organic
Почему пока только Axor Organic
Вероятно, такая избирательность в назначении смесителям оттенков связана, с тем, что в Hansgrohe руководит развитием бренда Axor Organic Филипп Гроэ. Уместно предположить, что интерес к творчеству Филиппа Старка (дизайнера линии Axor Starck Organic) привлекает достаточно большое количество покупателей предметов коллекции Axor Organic, и, соответственно, у компании появляется больше средств на развитие, в первую очередь, данного бренда. То есть, основной причиной первоочередного появления в разных цветах именно смесителей Axor Organic можно назвать то, что именно за них нынче «голосуют рублём» и другими валютами клиенты фирмы.

Фото: Axor Organic
Если перевести на русский резюме самого Филиппа Гроэ по поводу разноцветья смесителей, то можно понять следующее:«Расширяя наш ассортимент специальными отделками поверхностей, мы отвечаем на потребности наших клиентов по всему миру. Наша цель заключается в предоставлении архитекторам и дизайнерам интерьеров ещё лучшей поддержки в их усилиях по созданию роскошных ванных комнат для своих клиентов. Предлагая им эти специальные отделки поверхности быстрее и проще, мы придаём им больше уверенности при планировании».
То есть, сроки поставки и цены на 12 видов отделки смесителей являются фиксированными, и заказчикам не нужно становиться «индивидуальными заказчиками», то есть, не нужно дополнительно тратить время на согласования проекта и уточнение параметров высококачественного результата.
Каковы 12 цветов Hansgrohe Axor Organic
Можно было бы обойтись простым перечислением:
1. полированный PVD или брашированный хром;
2. полированный или брашированный чёрный хром ;
3. полированное или брашированное золото
4. полированное или брашированное красное золото;
5. полированная или брашированная бронза;
6. полированный или брашированный никель.
Однако, есть высокая вероятность, что далеко не все читатели могут понять заимствованное из английского слово «брашированный» и сокращение PVD.

Фото: Лиза Мелвин
Браширование, если переводить дословно, означает нечто вроде «щёткование» (от английского слова brush — «щётка»). А по сути, браширование происходит в тот момент, когда создают своеобразную текстуру поверхности металла, полученную при обработке стальной щёткой-валиком.
Это гораздо аккуратнее и приятнее на ощупь, чем просто исцарапанная поверхность, но гораздо более контрастная, чем матовая. Другими словами, брашировка — это тонкое шлифование без финальной полировки.
Что значит PVD
Наши постоянные читатели уже могли познакомиться с тем, как создают смесители Axor Starck Organic. Чтобы понять суть аббревиатуры PVD, стоит обратить внимание на стадию «гальванизации». PVD-процесс призван заменить именно эту стадию.
Латинские буквы «ПВД» (PVD) в обозначении полированного хрома — это сокращение англоязычного словосочетания physical vapour deposition, что можно перевести на русский, как физическое осаждение пара. Предварительно испарённый хром в вакууме конденсируется на поверхности смесителя. Этим подчёркнуто отличие данной технологии от получения хромовой плёнки путём воздействия электрического тока на хромируемую деталь в специальном растворе.
Технология современных (2013 г.) PVD-процессов позволяет получать покрытия толщиной до 5 мкм (0,005 мм), а нанесение хромирование электрохимическим способом может давать толщину до 250 мкм. Но, во-первых, таким образом можно решать проблему использования чрезвычайно токсичных реагентов и отходов более традиционного процесса хромирования.
А, во-вторых, для обычного пользования смесителем толщины хрома в 5 мкм вполне достаточно. То есть, PVD-способ хромирования может обозначать, в числе прочего, и заботу производителей об окружающей среде.
Подобную технологию используют не только при хромировании. PVD-процесс некоторые предприятия используют, например, при производстве часов с золотым покрытием.
Почему раньше компания Hansgrohe не предлагала столько цветов, а теперь предложила
На организаторские способности харизматичных Филиппов — Гроэ и Старка — мы уже намекнули. Второй важной причиной, по которой такое крупное предприятие, как Hansgrohe не предлагало ранее много разных отделок, заключается в том, что только в конце 90-х и начале 2000-х годов оказались достаточно развиты технологии нанесения различных покрытий и создания финишных отделок. Отчасти, потому что старые уже официально признаны опасными для работников и окружающей среды, а отчасти, потому что со второй половины прошлого века люди стали обновлять технологии гораздо быстрее и чаще, чем раньше.
И, наконец, третьей причиной того, что руководство Hansgrohe обратило серьёзное внимание на разнообразие отделки продукции, могло стать опробование брашированных поверхностей смесителей в продукции высокого ценового уровня таким профильным творческим тандемом, как «Армани» (Armani) и «Рока» (Roca), замеченным нами на выставке МосБилд-2013.

Фото: СанПремиум
Желаем нашим посетителям красивых интерьерных решений в ванных и туалетных комнатах!
ИсточникПокрытие и декорирование
Этап, на котором изделие преображается – обретает свой уникальный оттенок, блеск или матовость, становится неуязвимым для влажности и бактерий. От качества и типа покрытия зависит не только внешний вид фурнитуры, но и её технические и практические свойства.
Покрытие фурнитуры выполняет разные функции, главная из которых – защитная. Покрытие защищает фурнитуру от агрессивной среды, предотвращает коррозию металла, способствует сохранению функциональности и внешнего вида изделия на протяжении всего эксплуатационного срока.
Декоративная – ещё одна функция покрытия. Оно обеспечивает необходимые эстетические характеристики фурнитуры: блеск или матовость, нужный цвет, визуальные эффекты – например, эффект старения, зеркальность («высокий глянец») и т.д.
В производстве лицевой фурнитуры BOYARD применяются 3 способа покрытия. Все они защищают изделие от коррозии и делают поверхность более аккуратной, завершённой. Но при этом имеют явные, заметные глазу отличия.
Метод покрытия, который отвечает не только за защитные свойства фурнитуры, но и за создание определённого цвета изделия: белого, серого, коричневого, чёрного и т.д. Изделие в лакокрасочном покрытии не будет иметь сильного металлического блеска и не воспроизведёт эффект старения.
Что полезно при передаче фактурного, матового цвета (например, «тефлон») или однотонного гладкого монохрома. Например, «Белая коллекция» мебельных ручек покрыта именно таким способом.

Технология порошковой покраски включает в себя несколько этапов:
- Подготовка поверхности перед окраской – обезжиривание.
- Этап окрашивания: краска наносится на детали в виде порошка. После изделия переносят в камеру полимеризации для «запекания» краски. Печи нагревают и плавят краску до получения однородного покрытия.
- Этап сушки в камере при определённой температуре.
Качественная эмаль – залог равномерного и однородного окрашивания фурнитуры, с окраской всех углублений и выемок без подтёков. Плюсы метода – его экологичность для пользователя (при условии использования профессиональной краски), а также экологичность самого процесса окраски.
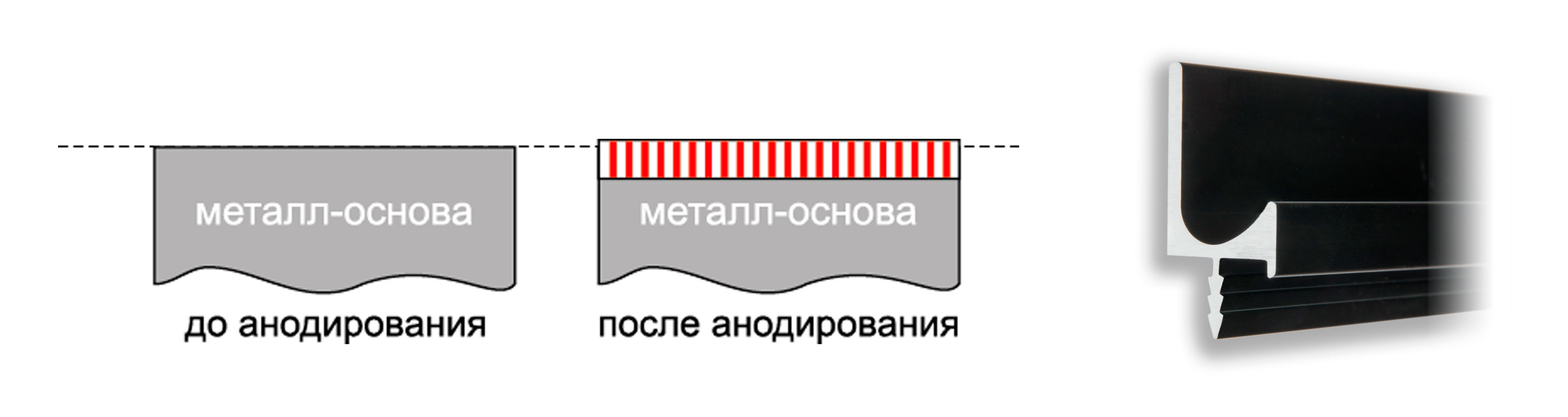
Это процесс искусственного окисления алюминия. При анодировании идёт работа с самим металлом-основой, который за счёт окисления меняет свойства поверхности. Деталь, которую необходимо обеспечить покрытием, погружают в электролит – например, раствор серной кислоты, и соединяют со свинцовым катодом, т.е. с положительным полюсом источника тока.
При этом электрохимическом процессе выделяется кислород. Он взаимодействует с алюминием, образуя на поверхности детали прочную плёнку. Эффект анодирования можно наблюдать на чёрных профильных ручках, например, на RP001, RP002, RP003, RP004.
Покрытие с помощью гальванизации
Более дорогостоящий и более сложный процесс. Однако он позволяет воспроизводить самые разные металлические оттенки и эффекты, а потому именно этот метод самый популярный в работе с фурнитурой BOYARD. Если кратко, гальваника – это несколько тонких слоёв металла, нанесённых на изделие.
Классическая технология гальванизации подразумевает нанесение на металл- основу нескольких слоёв, например, меди, никеля, хрома, а также финишного покрытия – лака (смеси акрилов). В зависимости от желаемого результата – внешнего вида, запаса прочности, износостойкости, условий эксплуатации будущего изделия (в уличной среде или в помещении, при супернизких или крайне высоких температурах, частых перепадах и пр.) – выбирается количество и характер слоёв (из каких металлов), очерёдность их нанесения, толщина каждого слоя. Суть процесса гальванотехники – электрохимическое осаждение металлов на поверхности изделия в результате разности потенциалов при контакте разных видов металла и электролита.

Специальные ванны наполняются электролитом – раствором, проводящим электрический ток вследствие диссоциации на ионы. В электролит погружаются положительный и отрицательный электроды, на которые подаётся постоянный ток силой до нескольких тысяч ампер, при низком напряжении.
Положительный полюс (анод) выполняется в форме пластины из металла (медь, никель или хром), который должен наноситься на поверхность. Отрицательный полюс (катод) подключается к изделию, которое необходимо покрыть. Текущий через ванну электрический ток отделяет ионы металла от анода и откладывает их на поверхности детали, являющейся катодом.
Этот процесс обеспечивает равномерный слой покрытия. Чем дольше предмет находится в ванне и чем больше электрический ток, тем толще становится слой покрытия. Минимальный слой металла при этом составляет 25 микрон.

Первый слой для любой ручки всегда медный – он защищает от коррозии. Согласно ГОСТ 9.303-84, нормируемая толщина медного покрытия, нанесённого на цинковую основу, не менее 9 мкм. Вся лицевая фурнитура BOYARD, согласно проведённым исследованиям, имеет толщину медного слоя 9-15 мкм.
Второй слой – никель, он придаёт стойкость. В зависимости от оттенка покрытия, слой никеля может быть совсем тонким – 0,6 мкм (GP) или более плотным – 8 мкм (SC). При снижении толщины никеля (менее 0,3 мкм) ухудшаются защитные и механические свойства.
Превышение толщины никелевого слоя (более 8 мкм) может привести к питтингу (появлению мелких «кратеров» на блестящей поверхности), хрупкости покрытия, отслаиванию и, как следствие, сокращению периода эксплуатации фурнитуры.
Далее изделия Мodern получают ещё один слой меди и финишный слой, который придаст ручке нужный оттенок. Фурнитура Тradition – только финишное покрытие.
| Слой никеля в различных оттенках | |
|---|---|
| Фурнитура с покрытием | Толщина мкм |
| GP | 0,3-0,6 |
| SN | 3-3,5 |
| CP | 9-11 |
| SC | 6-8 |
Все декоративные комплектующие BOYARD защищены дополнительным слоем износостойкого лака, в основе которого лежит смесь акрилов. Они безопасны для здоровья человека и широко применяются в стоматологии и косметологии. Лак при этом трудноудаляем.
Нанесение финиш-лака, с одной стороны, образует фактуру поверхности (матовая, глянцевая, зеркальная и пр.), с другой стороны, повышает прочностные показатели изделия и увеличивает его долговечность, устойчивость к механическим и химическим воздействиям в процессе эксплуатации.

Интересный факт!
В процессе гальванизации на изделия BOYARD в небольшом количестве наносятся ионы серебра. Они наделяют продукт антибактериальным свойством, что особенно актуально для мебельных ручек, которые постоянно контактируют с кожей человека. Это не обязательная функция, которую используют далеко не все организации, но это норма нашей Компании – дать клиенту чуть больше, чем просто мебельную ручку, позаботиться о его здоровье и безопасности.
Декорирование
Этап, на котором изделие обретает дополнительные элементы декора – эффект старины, патину, инкрустацию стразами, кристаллами, керамикой, перламутром. Этот этап в большинстве случаев – ручная работа. Например, для воспроизведения состаренных оттенков, таких как BAZ — Чернёный старинный цинк, BAC — Брашированная старинная медь, BAP — Брашированное старинное олово и т.п., верхний слой гальваники вручную процарапывают специальными металлическими щётками, после чего втирают в изделие специальную пасту, которая одновременно закрепляет покрытие и затемняет царапины.

Под термином «разнотон» понимается незначительное, еле уловимое глазом расхождение оттенка на ручках и крючках из разных партий, которое заметно только при приближенном рассмотрении изделия в руках. Отличия в оттенках у ручек и крючков BOYARD в разных партиях возможны, но не обязательны.
Оттенок лицевой фурнитуры в разных партиях может отличаться. Это связано с технологией производства фурнитуры. В мировой практике незначительный разнотон в условиях сложного многоступенчатого производства допустим и не является браком.
Фурнитура BOYARD не исключение.
Разнотон в партиях BOYARD не критичен для внешнего вида изделий и на фасадах мебели практически не заметен. Однако в одном гарнитуре ручки из двух партий могут смотреться негармонично, поэтому производителям серийной мебели рекомендуется закупать лицевую фурнитуру из одной партии. Трёхзначный номер партии указан на этикетке упаковки BOYARD.

Почему разнотон возможен?
В процессе производства первой партии происходит отладка технологий и растворов покрытия. Гальваническая формула, которая применялась на одной партии, зачастую не может быть полностью повторена для другой партии, ввиду возможной разности сырья, не влияющей на основные качественные и эстетические характеристики изделия.
Качество раствора, плотность тока, время процесса нанесения гальванического слоя — всё это является неизменной величиной для одной партии. Однако по прошествии времени, когда запускается другая партия, могут происходить некоторые изменения. Производство лицевой фурнитуры во всём мире включает как автоматизированный, так и ручной труд.
В частности, эффекты состаренности на многосоставных оттенках, такие как потертости (BAZ), патинирование (AS), браширование, чаще всего наносятся вручную. Наименее подвержены разнотону состаренные покрытия: AB, EAB, BAZ, AP, MAB и другие.
Абсолютное клонирование сложных оттенков, особенно бронзовых, латунных, цинковых с эффектом браширования (старения), – технологически сложный процесс, который подразумевает бюджет, не сопоставимый с функционалом самой фурнитуры.
Источник