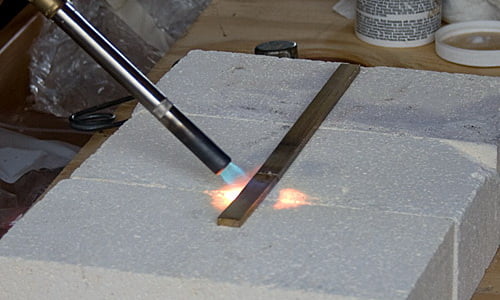
Для эффективной и надежной пайки латуни в домашних условиях необходимо использовать газовую горелку.
- Газовая горелка.
- Серебро.
- Графитовый тигель.
- Медь.
- Борная кислота.
- Асбестовое основание.
- Может быть использована бронза.
Как осуществляется процесс пайки такого материала, как латунь?
Для эффективной пайки латуни обыкновенная оловянная пайка не подходит. Дело в том, что такая пайка в большинстве случаев оставляет достаточно заметный след. Да и такой показатель, как прочность, здесь не на высоте. Для пайки латуни целесообразнее всего использовать иной способ, который отличается повышенной надежностью. Для эффективной и надежной спайки деталей из латуни необходимо использовать газовую горелку.

Как и чем паять латунь и медь? пайка латуни , пайка меди .
Материалы и инструменты для пайки латуни.
Что касается припоя из латуни, то необходимо использовать одну часть меди и две части серебра, все это должно быть тщательно перемешано и сплавлено вместе посредством газовой горелки в графитовом тигеле. Тигель надо опустить в холодную воду, после чего извлекается припой, который уже расплавлен и застыл. После этого его необходимо расплющить, потом нарезается или натачивается стружка из припоя, в этом плане целесообразно воспользоваться крупным напильником.
Теперь необходимо взять 20 г порошка буры и такое же количество борной кислоты, из всего этого изготавливается флюс. После этого полученная порошковая смесь должна быть залита 250 мл воды.
Детали латуни, которые необходимо спаять, следует аккуратно положить на основание, сделанное из асбеста. Теперь все это соединение деталей должно быть посыпано кусочками припоя, которые предварительно надо заточить. А после этого настала очередь аккуратного нагревания соединения газовой горелкой. Нужно делать всю эту работу с максимальной аккуратностью.
Когда припаиваешь детали, надо постепенно доводить температуру нагревания до определенного уровня. Максимальный уровень, который может быть допустим, составляет 700 градусов. Нужно четко знать, что латунь ни в коем случае не должна быть перегрета, иначе могут быть безнадежно испорчены все детали. Если есть необходимости в спаивании крупных и массивных деталей, то они должны греться постепенно, в противном случае последствия могут быть самыми негативными.
Если паяются мелкие и тонкие детали, то необходимо быть очень осторожными, поскольку их нагревание осуществляется довольно быстро.
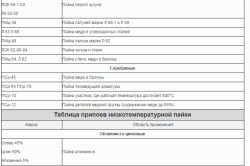
Таблица припоев для пайки.
Надо не забывать о том, что такой метод пайки простотой не отличается, если проводить сравнение с обычной пайкой оловом. Но время, несомненно, потрачено не зря: такой метод пайки отличается повышенной степенью надежности и прочности при соединении с латунными деталями.
Надо не забывать о том, что пайка латуни отличается некоторыми особенностями по причине испарения горячего цинка. Кроме того, на поверхности металла образуется оксидная пленка. Нужно не забывать о том, что приступать к смешиванию компонентов тиноля с помощью проволоки можно только после того, как серебро и медь будут полностью расплавлены.
Что касается графитового тигеля, то его можно без особого труда изготовить из графитовых углей. Такой материал нет никакой необходимости покупать в магазине, так как его можно безо всякого труда отыскать на остановках электрического транспорта. Что касается его размера, то он должен составлять примерно 20 на 20 миллиметров. Сделать это своими руками совсем нетрудно, а рабочий процесс при этом в значительной степени упрощается.
Полезные рекомендации
- Пайку рекомендуется осуществлять на каком-нибудь теплостойком материале.
- Полученный шов должен иметь идентичный ярко выраженный цвет со спаиваемыми деталями.
- В конце рабочего процесса необходимо тщательно промыть изделия от флюса. Промывку лучше всего осуществлять в горячей серной кислоте (она должна быть 3-процентной).
Если все сделать таким образом, то можно не сомневаться в том, что результаты будут самыми положительными. И нет никакой необходимости прибегать к услугам специалистов, которые порой стоят очень недешево. Все можно сделать самостоятельно и в короткие сроки. После этого можно даже давать мастер-классы своим друзьям и знакомым, они будут очень благодарны за полезные уроки.
Источник: moyasvarka.ru
Правильная пайка латуни в домашних условиях
 05 декабря
05 декабря 2453 просмотров
2453 просмотров комментариев
комментариев 46 рейтинг
46 рейтинг
Латунные детали, в отличие от стали, легко обрабатывать, и именно благодаря этому полезному качеству сплава становится возможной пайка латуни в домашних условиях, без обращения к промышленным методам. Для создания самых разнообразных вещей необходима пайка – соединение проводов и металлических деталей. Для правильной пайки латуни необходимо наличие газовой горелки, графитового тигля, асбестового основания, а также серебра, меди и борной кислоты.

Пайка латуни значительно легче пайки стали, что позволяет осуществлять ее в домашних условиях.
Подготовка к спайке латунных изделий
Чтобы очистить сплав, можно использовать щавелевую кислоту. Если ее не оказалось под рукой, можно посмотреть различные бытовые средства. Они наносятся на изделия из латуни, после чего она довольно быстро начнет темнеть. Затем можно избавиться от налета, взяв тонкую щетку и почистив детали в обычной воде.
Вслед за этим понадобится сода, которой засыпается латунное изделие. По истечении нескольких минут сода смывается. При наличии щавелевой кислоты она разводится в пропорциях 20 грамм на литр горячей или холодной воды. Над раствором не рекомендуется дышать, а также следует защитить руки перчатками. Емкость должна быть пластиковая во избежание воздействия на другие металлы.
Как только латунная деталь обработана, ее следует протереть и высушить.

Щавелевая кислота используется для очистки сплава.
Чтобы паять латунь наиболее эффективно, не стоит использовать обычную оловянную пайку, так как после ее применения остаются довольно заметные следы. Помимо этого, она не может похвастать большой прочностью. Для того чтобы паять латунь, рекомендуется использование другого способа, который обеспечивает повышенную надежность.
Эффективная и надежная спайка латунных деталей обеспечивается применением газовой горелки. Чтобы изготовить припой из латуни, следует взять медь и серебро в пропорциях 1:2, тщательно перемешать и сплавить воедино, применяя графитовый тигель и газовую горелку.
Производится помещение тигля в емкость с холодной водой, и только после этого возможно извлечение расплавленного и застывшего припоя. Он должен быть расплющен и нарезан либо наточен на стружку, что может быть сделано с помощью крупного напильника. После этого потребуется порошок буры и борная кислота, каждый ингредиент должен весить 20 грамм. На основе этих веществ производится изготовление флюса. Полученную порошковую смесь заливают водой объемом в четверть литра.
Вернуться к оглавлению
Припои для спайки деталей из латуни

Пайка газовой горелкой должна производиться крайне аккуратно, при максимальной температуре в 700 градусов.
Латунные детали, которым требуется спайка, размещаются на асбестовом основании. Соединенные детали посыпаются припоем, нарезанным мелкими кусками и предварительно заточенными. Затем соединение аккуратно нагревается с использованием газовой горелки. Эта работа должна выполняться максимально аккуратно.
При спайке деталей температура должна плавно подходить к определенному уровню. Максимально допустимый уровень является 700-градусным, если же его преодолеть, можно столкнуться с безнадежной порчей всех деталей. Когда необходимо спаять крупные и массивные детали, их нагрев должен быть постепенным во избежание негативных последствий. При спайке мелких и тонких деталей процесс нагрева происходит в очень короткие сроки, поэтому важно внимательно относиться к нему.
Конечно, обычная пайка оловом производится гораздо проще, чем подобным методом, однако именно благодаря ему надежность и прочность спайки латунных деталей будет гораздо более высокой. Важно помнить о некоторых особенностях пайки латуни, например, об испарении цинка в очень горячем состоянии. Помимо этого, поверхность сплава покрывается оксидной пленкой.
Латунь, в которой цинк содержится менее чем в 15%-ом соотношении, окисляется и покрывается пленкой, в которой присутствуют сцепленные частицы оксида меди и оксида цинка. Медные сплавы, в которых цинк содержится в гораздо больших количествах, окисляясь, образуют пленку, состоящую в основном из оксида цинка. Проблема таких сплавов заключается в том, что окись меди удаляется проще и быстрее, нежели окись цинка.

Готовое изделие промывается горячей 3%-ой серной кислотой.
При высоком уровне цинка возможно использование припоя ПСр 40. Применение фосфористых припоев является совершенно непригодным, потому что существует большая вероятность проявление соединения паяного шва, имеющего низкую пластичность. Это объясняется образованием фосфидов цинка, отличающихся своей хрупкостью. Также очень распространен твердый припой, применяемый при соединении крупных изделий, например, для работы с латунными и медными трубами и отопительными системами в целом. Преимущество твердых припоев заключается в высокой прочности полученных соединений.
Вернуться к оглавлению
Дополнительные рекомендации
Смешивать компоненты паяльной пасты, используя проволоку, рекомендуется лишь после полного расплавления серебра и меди.
Самостоятельно создать графитовый тигель можно, используя графитовые угли. Дело в том, что графитовые угли применяются как контактные элементы в троллейбусах, и их вполне несложно отыскать: для этого подойдут конечные остановки электротранспорта. Размеры тигля довольно небольшие – 2×2 см. Создание его вручную происходит довольно легко, и это приведет к значительному упрощению рабочего процесса.
Для осуществления пайки следует использовать какой-либо теплостойкий материал. Полученные швы по ярко выраженному цвету должны быть идентичны спаиваемым деталям. Когда рабочий процесс подходит к концу, полученное изделие тщательным образом промывается, чтобы убрать флюс. Для промывки наилучшим средством является горячая 3%-ая серная кислота.
При соблюдении этих рекомендаций можно надеяться на самый положительный результат. Процесс сплавки может быть достаточно быстрым и произведенным в домашних условиях.
Источник: expertsvarki.ru
Пайка бронзы газовой горелкой!Какой взять припой?Какой флюс?

Дрель ударная HAMMER UDD950A

Мультипекарь Redmond RMB-611 2172 ₽ Подробнее
Чтобы осуществить пайку бронзы в домашних условиях, для начала стоит обзавестись необходимыми инструментами и материалами, такими как:
- газовая горелка;
- тигель;
- борная кислота;
- серебро;
- медь;
- бура;
- основание из асбеста.

Схема сварки бронзы под флюсом.
Обыкновенный оловянно-свинцовый припой для работы совсем не подходит. Он будет оставлять отчетливые следы на деталях, к тому же он малоэффективен. Пайка бронзы может быть разрушена уже через несколько часов эксплуатации. Очень важно сделать действительно правильный припой, который подходит для бронзы и латуни. Сделать его можно с помощью двух материалов – меди и серебра.
Причем очень важно соблюдать пропорции. Для работы понадобится 1 часть меди и 2 части серебра. Их необходимо расплавить с помощью газовой горелки, предварительно поместив материалы в тигель. Важно следить за тем, чтобы сплав получился равномерным. Далее тигель помещается в холодную воду. В результате получается однородный застывший сплав.
Далее его нужно расплющить, чтобы получилась тонкая лепешка, которую удобно будет обрабатывать с помощью напильника. В итоге должна получиться крошка из сплава. Она-то и будет использоваться в качестве припоя.
Правила паяния медных деталей
Паяльник используют лишь для соединения мелких деталей, а сам процесс паяния производится при температуре +350 ℃. Крупные же заготовки, ввиду их повышенной теплопроводности, нужно паять только горелками.
Что касается ванн и печей, то здесь две позиции, отличающиеся друг от друга наполнителем. Это может быть припой или соль. Необходимо отметить, что соли выполняют две функции: нагревательного элемента, как источника температуры, и флюса.
То есть, в технологиях, где используются соляные печи или ванны, флюсы не применяются.
В принципе, в независимости от металла заготовок, сам процесс соединения одинаков для всех материалов. И делится он на шесть этапов:

- очистка заготовок меди механическим способом для удаления оксидной пленки;
- обезжиривание;
- внесение флюса в зону пайки;
- нагрев зоны.
- внесение припоя;
- зачистка стыка от флюса и припойного материала.
Также проводится пайка бронзы. Основное отличие – это необходимая марка припоя и флюса. Поскольку бронзы представляют собой сплав меди, олова и некоторых других элементов, то выбор припоя не составляет труда.
К бронзам также относят сплавы меди и кадмия, меди и бериллия, сплавы со свинцом, алюминием. Необходимо обращать внимание на состав бронзы, в зависимости от которого меняются свойства материала.