Уже давно мужчины стали думать о том, как создать собственную печь для плавки металла в домашних условиях. Она должна быть портативной и соответствовать всем условиям. На производстве установлены печи для плавки большого количества металла.


В домашних условиях можно собрать печь для плавки до пяти килограмм алюминия. Рассмотрим, как сделать плавильню в домашних условиях.
Оборудование и материалы, которые понадобятся
Для того, чтобы произвести плавку металла необходимо купить следующие компоненты для изготовления:
- огнеупорный кирпич;
- гвозди;
- трансформатор;
- медный провод;
- графит;
- слюда;
- асбестовые и цементные плитки;
- газовая горелка;
- тигель.

🔥 Простой метод ПЛАВКИ МЕТАЛЛА в домашних условиях.
Размеры будут варьироваться от желания собирающего ее. Лучше создать небольшую печь для переплавки металлов, если вы хотите ее использовать только для своих нужд. Вы потратите меньше времени на ее изготовление, и на разогрев ее будет тратиться малое количество киловатт. Если вы делаете ее на солярке или на угле, то не забудьте про установку теплоизоляции и поддува воздуха.
В электропечи плавятся такие металлы, как железо, никель, олово, медь. Напряжение на выходе в электропечи должно быть больше, а значит и расстояние между электродами будет увеличиваться. Щетки от электромотора подойдут вместо электродов.
Пошаговая инструкция
Как сделать плавильную печь в домашних условиях -прочтите в следующей инструкции:
- Устанавливается высокочастотный генератор переменного тока.
- Обмотка в виде спирали. Изготавливается из медной проволоки.
- Тигель.
Все эти элементы помещаются в один корпус. Чашечка для плавления помещается в индуктор. Обмотка подключается к источнику питания. Когда включается ток, то появляется электромагнитное поле. Образовавшиеся вихревые токи проходят сквозь метал в чашечке и нагревают его.
Происходит плавление.  Положительные свойства индукционной печи в том, что при переплавке металлов получается однородный расплав, не испаряются легирующие компоненты, а плавление происходит довольно быстро.
Положительные свойства индукционной печи в том, что при переплавке металлов получается однородный расплав, не испаряются легирующие компоненты, а плавление происходит довольно быстро.
К тому же установка такой печи не вредит экосистеме и безопасна для использующего ее. Охлаждение можно сделать с помощью вентилятора. Только последний должен располагаться как можно дальше от печи, иначе обмотка его будет служить дополнительным замыканием вихревых потоков. Это понизит качество плавления. 
Особенности плавления некоторых металлов
Для того, чтобы расплавить металл в домашних условиях этот элемент необходимо поместить в небольшую чашечку или тигель. Чашка с материалом вставляется в печь. Затем начинается его плавка. Чтобы расплавить драгоценные элементы их помещают в ампулу из стекла. Для того, чтобы сделать сплав из нескольких компонентов следуют такой инструкции:
- Вначале в чашечку для плавления кладется тугоплавкий элемент – медь или железо.
- Затем кладется более легкоплавкий компонент – олово, алюминий.

Сталь является тугоплавким материалом. Ее температура плавления составляет тысячу четыреста градусов по Цельсию. Поэтому, чтобы расплавить сталь в домашних условиях надо следовать следующей инструкции:
- Для плавки стали в домашних условиях ввести дополнительные регенераторы. Если печь работает на электричестве, то используется электроэнергия.
- При индукционном нагреве добавляются шлаки. Они увеличивают быстроту плавки.
- Постоянно вести наблюдение за показаниями приборов. Если необходимо, то понижать температуру плавления, переходя на более умеренный режим.
- Всегда верно определять готова ли сталь к работе или к плавлению. Выдерживать все вышеперечисленные шаги. Только тогда металл на выходе будет качественного изготовления.

Для плавки железа в домашних условиях печь необходимо заранее прогреть. Вначале помещается крупный кусок, а потом мелкие. Железо необходимо вовремя переворачивать. А правильно расплавленный металл будет иметь шаровидную форму. Если вы собираетесь сделать бронзу, то вначале необходимо поместить в лунку для плавления медь.
Так как этот компонент более тугоплавкий. Когда медь расплавилась добавляется олово.
Ни в коем случае нельзя плавить такие элементы, как кадмий, свинец или цинк. При выгорании они образуют ядовитый дым желтоватого цвета.
А при плавке алюминия, олово или железа необходимо соблюдать неспешность. Расклепывать медленно и делать это надо небольшим молотком. Часто нагревайте материал до покраснения и остужайте в холодной воде. Только тогда вы получите идеальный сплав на выходе.
Источник: sterbrust.tech
Как расплавить сталь в домашних условиях


Для того, чтобы произвести плавку металла необходимо купить следующие компоненты для изготовления:
- огнеупорный кирпич;
- гвозди;
- трансформатор;
- медный провод;
- графит;
- слюда;
- асбестовые и цементные плитки;
- газовая горелка;
- тигель.
Размеры будут варьироваться от желания собирающего ее. Лучше создать небольшую печь для переплавки металлов, если вы хотите ее использовать только для своих нужд. Вы потратите меньше времени на ее изготовление, и на разогрев ее будет тратиться малое количество киловатт. Если вы делаете ее на солярке или на угле, то не забудьте про установку теплоизоляции и поддува воздуха.

В электропечи плавятся такие металлы, как железо, никель, олово, медь. Напряжение на выходе в электропечи должно быть больше, а значит и расстояние между электродами будет увеличиваться. Щетки от электромотора подойдут вместо электродов.
Плавка металла в домашних условиях

Так поступила в голову задумка использовать для данной задачи углеграфитовый порошок, какой засыпается посреди 2-мя рабочими углеграфитовыми же электродами, к которым подводится напряжение питания в границах 25—50 В от довольно мощнейшего (типа сварочного) трансформатора. За счет существующего омического сопротивления в порошке графита становится постепенный интенсивный нагрев. Температура в подобной электропечи способна доходить до 3000 °С, что дает способность плавить абсолютно все металлы (небольшими порциями). Невзирая на такой впечатляющий нагрев изнутри печи, внешний пленку углеграфитового порошка остается темноватого или красного цвета, так что ослепляющего свечения, как это случается при электродуговой сварке, от печи не исходит.
Пошаговая инструкция
Как сделать плавильную печь в домашних условиях -прочтите в следующей инструкции:
- Устанавливается высокочастотный генератор переменного тока.
- Обмотка в виде спирали. Изготавливается из медной проволоки.
- Тигель.
Все эти элементы помещаются в один корпус. Чашечка для плавления помещается в индуктор. Обмотка подключается к источнику питания. Когда включается ток, то появляется электромагнитное поле. Образовавшиеся вихревые токи проходят сквозь метал в чашечке и нагревают его.
Происходит плавление.

Самодельная муфельная печь
Положительные свойства индукционной печи в том, что при переплавке металлов получается однородный расплав, не испаряются легирующие компоненты, а плавление происходит довольно быстро. К тому же установка такой печи не вредит экосистеме и безопасна для использующего ее.
Охлаждение можно сделать с помощью вентилятора. Только последний должен располагаться как можно дальше от печи, иначе обмотка его будет служить дополнительным замыканием вихревых потоков. Это понизит качество плавления.

Печь из колесного диска
Плавка металла в домашних условиях
Уже давно мужчины стали думать о том, как создать собственную печь для плавки металла в домашних условиях. Она должна быть портативной и соответствовать всем условиям. На производстве установлены печи для плавки большого количества металла. В домашних условиях можно собрать печь для плавки до пяти килограмм алюминия. Рассмотрим, как сделать плавильню в домашних условиях.




Температура плавления
Плавление – это процесс, характеризующий постепенный переход металла из стандартного твердого состояния в жидкую консистенцию. Каждому металлическому соединению или металлу в чистом виде свойственная своя температура, под воздействием которой он начинает плавиться.
Немаловажным фактором в данном случае является то, какие примеси входят в состав расплавляемого соединения.
Так, медь начинает плавиться при температуре 1083 градусов по Цельсию. Если к ней добавить олово, то температура плавления снизится и составит примерно 930-1140 градусов по Цельсию.
В данном случае такое колебание обусловлено количеством олова, входящего в сплав. Соединение из меди и цинка плавится при еще более низкой температуре – 900-1050 градусов. Нагревание любых металлов связано с постепенным разрушением решетки, образованной из множества кристаллов.
С нагреванием температура плавления поднимается до максимально необходимой отметки, затем ее рост останавливается и сохраняется на достигнутом уровне до того момента, пока не расплавится весь металл, после чего начинает снижаться.
Медь, разогретая до максимально возможной отметки, закипает при температуре, достигшей отметки в 2560 градусов. По внешнему виду ее кипение схоже с кипением любых жидких веществ, на поверхности которых по мере нагревания появляются пузырьки, и выделяется газ. Так, из меди в процессе кипения выходит углерод, образовавшийся в результате окисления и ее тесного контакта с воздухом.
Ювелирное литье в домашних условиях для новичков
Но как же мы будем наплавлять парафин на кольцо, когда он невероятно текуч и непредсказуем? Оказалось, все гораздо проще. В процессе мастер понял, что парафин еще долгое время остается пластичным и его возможно деформировать как пластилин. Так и вышло. Он просто слепил нужную форму кольца и продолжил.
Правда пройтись паяльником бы не помешало, для того чтобы сплавить слепленые границы. Но мастер решил этого не делать. Позже на отливки это отобразится в виде брака, но не такого страшного, чтобы нельзя было носить это кольцо. Теперь нам нужно обработать слепленную модель.
Мастер решил это делать на наждачной бумаге, но не помнит, была эта сороковка или шестидесятка, но точно очень грубая. И опять же неспроста. Дело в том, что крупное зерно наждачки, оставляет глубокий след на парафине и придает ему текстуру. Поэтому аккуратно пройдясь по лицевой части кольца грубой наждачкой, так и оставим получившуюся текстуру для отливки. Так как парафин в любой момент мог подвести, чистовую обработку мастер решил оставить все же для латунной отливки.
Откладываем модель в сторону и готовим основания для фиксации модели. Самое простое – сделать его из пластилина. Разминаем его и лепим полусферу, в которую в будущем будем устанавливать литники и в последующем эта сфера станет неким кармашком для плавки металла перед заливкой. Поэтому не стоит делать сферу слишком плоской. Нужно чтобы в ней поместился весь расплавленный металл.
К моменту литья вы все поймете и сами увидите как это выглядит.
В качестве опоки (металлической оправки для заливки формовочной смеси), можно взять самую обыкновенную металлическую трубу, например, в сантехническом магазине должны быть отрезки подходящего размера.
Литники изготовим из 2-ух гвоздей. Откусываем кусачками лишнее и устанавливаем их в нашу пластилиновую сферу. После их установки, нам каким-то образом нужно прикрепить парафиновую модель к металлическим литникам. Для этого автор решил взять горелку и слегка нагреть гвозди, а после прислонить к ним кольцо. Горячие гвозди легко проплавят парафин и войдут в глубь модели.
И на самом деле, вышло неплохо. Когда гипс окрепнет, то можно почистить форму от наплывов, и отделить пластилин с литниками. Теперь следует наиболее ответственный момент – момент прокалки формы. В инструкции к формовочной массе, идет тех карта, где указан цикл прокалки в 15 часов. Но так как это идёт в разрез с коленочными технологиями, то справедливо будет сократить это время до 40 минут.
Это плохо и неправильно, но все же возможно. Тут главное дать плавный нагрев вначале, чтобы вода с гипса начала испаряться, а парафин начал плавно плавится и вытекать. Мастер воспользовался для этого кровельной горелкой, так как она у него была. Вы же можете обойтись бытовой горелкой, или начать можно с самой обыкновенной духовки, так будет правильнее. Только не забывайте ставить форму литниками вниз в какой-нибудь поддон, чтобы было куда стекать парафину.
Заливать металл в домашних условиях можно несколькими способами: с помощью картошки, глины, или любого другого плотного влагосодержащего материала. Но автор этот способ так и не освоил, поэтому он будет лить металл с помощью ручной центрифуги.
Выглядит она в виде стакана с четырьмя болтами (для более надежной фиксации опоки), цепочки и ручки из пвх трубы с подшипниками внутри (для продолжительного беспрепятственного кручения).
Автор сварил эту штуку сам, вы же можете обойтись, к примеру, металлической кружкой.
Греем форму до красна и готовимся к заливке латуни. В качестве исходного материала можно взять латунные сантехнические фитинги. Они отлично для этого сгодятся. Ну или если вы посмелее, можете сразу лить серебро или даже золото. В коленочных технологиях нет ограничения по металлу.
Плавление с помощью самодельных приспособлений

У некоторых автолюбителей в гаражах имеются самодельные горны, с помощью которых можно плавить металлы. Если горн найти не удалось, его можно сделать своими руками.
- На земле устанавливают опоры, например, силикатные кирпичи, на них кладут стальную сетку с мелкими ячейками.
- На сетку насыпают слой древесного угля и поджигают его. Чтобы получить высокую температуру, нужно увеличить приток воздуха. Проще всего это сделать с помощью пылесоса, работающего «на выдув», направив струю воздуха в место горения угля.
- Остается поставить на горящие угли тигель и дождаться, когда медь расплавится. Расплав контактирует с атмосферным кислородом, поэтому активно образуется оксидная пленка, которую постоянно следует убирать. Можно присыпать поверхность расплава мелкими углями или пеплом от них. Образуется шлак, который потом легко отделяется.
Основные характеристики и температура плавления меди
Медь в древности использовать, расплавлять стали раньше, чем другие металлы. Металл ценится за химическую нейтральность, долговечность, электромагнитные свойства. Теплопроводность у медных сплавов чуть ниже, чем у серебра.
Домашняя плавка меди по сути ничем не отличается от промышленного литья. Переплавить можно кусочки отслуживших радиодеталей, недорогие ювелирные изделия, столовые предметы из мельхиора. Плавка меди в чистом виде происходит при +1083°С, такой режим в бытовых условиях создать не проблематично.
Сплав с цинком, оловом не нужно расплавлять до температуры плавки меди, достаточно до +900 – 950°С. Подбирая кусочки лома, важно знать, что для электротехнических деталей используют чистые сплавы. Бронза, латунь может содержать вредные химические компоненты, они начнут выделяться из металла при расплавлении. Кипит металл при сравнительно низкой температуре, +2560°С, сплав начинает пузыриться.
Плавление меди
Технология плавления меди получила широкое применение с древних времен, когда люди с помощью костра расплавляли металл для изготовления стрел, наконечников и другого оружия, и предметов быта.
Плавка меди в домашних условиях также возможна. Для этого понадобятся:
- Тигель, где будет плавиться медь, и щипцы, необходимые для того, чтобы извлечь тигель из печи или снять его с огня.
- Древесный уголь.
- Муфельная печь (лучше, если в ней будет регулироваться температура нагрева).
- Горн.
- Обычный пылесос.
- Форма, в которую выливается расплавленная жидкость.
- Крюк, изготовленный из стальной проволоки.
- Газовая горелка, если нет муфельной печи.
Алгоритм плавления включает несколько поэтапных шагов:
- Металл измельчить и пересыпать в тигель. Причем чем более мелкие фрагменты будут, тем скорее он достигнет расплавленного состояния. Тигель поставить в печь, раскаленную до максимально высокой температуры, необходимой для начала процесса плавления (здесь кстати придется регулятор температур). Во многих муфельных печах на двери вырезано окошко. Через него можно безопасно осуществлять наблюдение за процессом.
- По достижении медью жидкого окончательно расплавленного состояния, тигель с помощью щипцов нужно постараться как можно аккуратнее и скорее вынуть из печи. На поверхности жидкого вещества будет образована пленка, ее подвинуть к краю тигля, используя крюк из проволоки. Очищенный от пленки металл максимально быстро перелить в заранее подготовленную форму.
- Если муфельная печь отсутствует, осуществить плавку меди можно с применением обычной газовой горелки. Но тогда медь будет находиться в тесном контакте с воздухом, а сам процесс окисления пройдет значительно быстрее. Поэтому для предотвращения образования толстой пленки на поверхности металла, медь, когда она достигнет жидкого состояния, присыпают растолченным древесным углем.
- Расплавить медь и ее сплавы можно также с помощью горна. Для этого древесный уголь нужно хорошо раскалить и поместить на него тигель с металлом (предварительно измельчить медь). Для ускорения нагревательного процесса на уголь направить пылесос, включенный на режиме выдувания. Особое внимание стоит уделить наконечнику трубы. Она должна быть металлической, поскольку пластик расплавится под воздействием высокой температуры.
Тогда стоит использовать сплавы. Например, латунь, оттенок которой светлее остальных. Это говорит о том, что для ее плавления нужны менее высокие температуры.
Источник: met-lit.ru
Литьё металла по выплавляемым моделям на кухне
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Я решил попробовать научиться лить металл дома, когда встретил в сети упоминания карборундового тигля, способного расплавить алюминий и бронзу в СВЧ печи.
Описание процесса и результаты попыток кратко изложу в этой статье.

Изготовление мастер-модели
Модели я печатал из PLA — самого легкоплавкого пластика из имевшихся под рукой. Сопло 0.4-0.6, слой 0.1-0.2, заполнение 30%, в общем, всё как обычно.
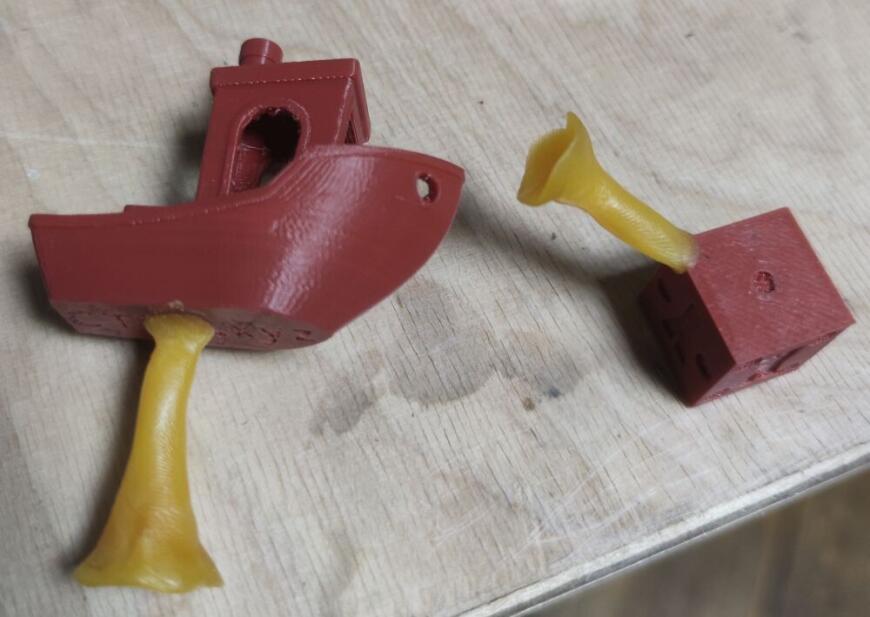
В качестве моделей взял стандартные «кораблик» и «кубик», к которым прилепил литники из воска от сыра.
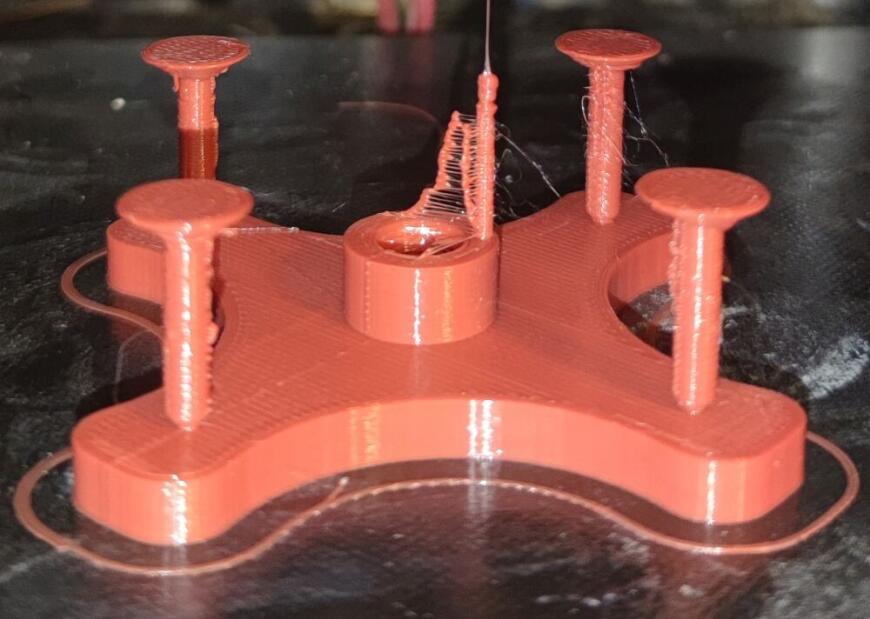
И начерченный в CAD-e барашек для крана автоклава взамен потерянного (у него литники сделал прямо при моделировании — правда, они сразу отломались, пришлось зажигалкой приклеивать).
Изготовление литьевой формы
В целом, есть два способа изготовить форму. Можно сделать по модели форму из нескольких частей, потом вынуть из формы модель, собрать форму обратно и залить в неё металл.
Можно сделать монолитную форму, потом вытопить из неё модель и залить металл в образовавшуюся полость. Первый вариант не портит модель и позволяет использовать форму несколько раз, второй — проще технически и позволяет делать модели сложной формы. Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Что касается материала для формы, то есть три типа популярных смесей, песок + глина, песок + жидкое стекло и смеси на основе гипса.
Смеси на основе гипса легки в изготовлении, но их нужно прокаливать при 700 градусов Цельсия, чтобы избавиться от химически связанной воды. Дома, естественно, хотелось минимизировать работу с высокими температурами, поэтому гипс я отмёл.
Смеси на основе глины удобны многоразовостью материала и быстротой прототипирования — но, судя по рассказам, крайне прихотливы. К тому же их обычно используют во влажном виде, что не применимо к методу выплавляемых моделей.
Поэтому я остановился на смесях на основе жидкого стекла. Их рекомендуемый состав — смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Жидкое стекло использовал первое попавшееся в магазине.
Песок, судя по рассказам, лучше брать карьерный, но для составов с жидким стеклом это не так важно; я взял речной, фракцию «менее 0.25 мм» (облепливал ею модель) и «0.25-0.5 мм» (делал из неё периферические части формы). Но не думаю, что это очень важно, подозреваю, что песок, просто просеянный через сито для муки, даст почти тот же результат.
Забив внутренние части модели смесью и по возможности облепив ею снаружи, я засыпал на дно подходящей конической баночки смесь, укладывал на неё модель и забивал смесью все свободное место.
В общем, на модели объёмом порядка 10-20 мл уходило 300-600 граммов просеянного песка.
Сушка и выплавление формы
Для сушки я использовал электрическую духовку в режиме обдува горячим воздухом.
Сначала я подсушивал форму прямо в баночке при 70*С — так, чтобы образовалась сухая корочка и форму можно было перевернуть. Это занимало где-то час.
Потом я переворачивал форму и снимал пластмассовую баночку, в которой делал форму.
В таком виде сушил ночь — но, если честно, подозреваю, что этот этап можно пропустить.
Затем подстилал на дно фольгу, поднимал температуру до 250, и вытапливал PLA в течении целого дня. Учтите, что обдув горячим воздухом приводит к тому, что капли PLA падают отнюдь не вертикально, поэтому фольга должна быть не только прямо под формой, но и по всему дну.

Вот так выглядят формы после выплавления:

Требуемый объём металла легко увидеть в слайсере, если задать нарезку модели со 100% заполнением. Плотность бронзы около 9 г/мл, алюминия — около 3 г/мл. На самом деле, поменьше, но ведь ещё запас на литник нужен, на окисление при плавлении, и так далее.
На алюминий я распустил литой корпус старого прибора, надпилил его реноватором и разломал на подходящие кусочки парой газовых ключей.
Бронзу марки БРОФ7-0.25 приобрёл на Авито в виде стружки. Сразу говорю, это была плохая идея, у бронзовой стружки очень низкая насыпная плотность, её влезает в тигель хорошо если десяток-другой граммов, она пружинит, а не прессуется.
Проводилась в соответствии с инструкцией изготовителя тигля.
Размеры тигля — примерно 45 мм внутренний диаметр и примерно 35 мм высота. Теоретически это даёт объём около 50 мл. Но полностью использовать объём можно, только заложив в тигель заготовку, точно выточенную под объём тигля; на практике, если использовать обычные куски металла, влезает около 25-30 мл. Вот тигель, полный алюминия — даже с небольшой горкой над уровнем тигля; это примерно 70 граммов, то есть 25 мл:

Алюминий расплавился довольно быстро (примерно, за 10 минут), а вот бронзовая стружка пыталась расплавиться около получаса — после чего СВЧ печь издала странный звук и больше ничего плавить не захотела. Изучение проблемы показало, что в печке сгорели высоковольтные конденсатор и предохранитель. Я их, конечно, поменял — но решил, что это знак свыше, и больше бронзу плавить не пытался.
К сожалению, как раз перед сгоранием печи бронза всё-таки почти расплавилась, и легла блином на дно тигля. Как я уже сказал больше бронзу я плавить не стал, так что пользовался тиглем с бронзовым блином на дне.

Вот так выглядят формы, в которые уже залит металл:

Чистка отливок. Результат.
Большая часть формы легко осыпалась после нескольких ударов молотком, но то, что прилегало непосредственно к модели, слегка окаменело, и эти остатки пришлось очищать стальной иглой.
Кораблик после отбвивания молотком основной части формы, но до чистки иглой:

В общем, результат получился лучше, чем я рассчитывал, учитывая все прелести алюминия, хотя местами, конечно, наблюдается непролив.
Обзорное фото результатов вы видели в начале статьи. Вот оно ещё раз.
Видно, что кубик и кораблик, в целом, получились похожими на модель, но не идеально пролитые. А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
Дно корабля, слом литника. Видно, что структура зернистая, с полостями:

Кораблик спереди. Видны непроливы:

Крыша кораблика. Видна слоистость печати принтера (0.1 мм слои):

0. Всё нижеперечисленное — мои выводы на основе минимального опыта.
1. Литьё небольших деталей можно организовать на обычной кухне с минимальным набором специально докупленных вещей.
2. Отливать можно детали из алюминия. Теоретически можно и из бронзы, но на пределе возможностей микроволновки.
3. Отливать можно детали объёмом где-то до 20-25 мл.
4. Для литья по выплавляемым моделям подходят модели из PLA.
5. Теоретически, можно печатать слоем 0.1 мл, но, на практике, 0.2 мм обычно достаточно.
6. В качестве формовочной массы подходит смесь песка с жидким стеклом (7-15%).
7. Песок можно брать обычный речной, фракция «менее 0.5 мм» достаточна, хотя для более тонкого литья можно попытаться взять фракцию «менее 0.25 мм».
8. Выплавлять модель можно несколько часов, при температуре около 250 градусов Цельсия.
9. При литье из алюминия стабильно получаются элементы толщиной больше 2-3 мм.
10. В частности, литники желательно делать толщиной 4-5 мм.
11. Не забывайте о технике безопасности при литье. Надевайте перчатки, хлопковую или кожаную одежду с длинными рукавами и штанинами, ботинки.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Источник: 3dtoday.ru