Пользователь
Регистрация: 03.02.2015
Сообщений: 15
В друзьях у: 0
Голосов: 1 / 0
Добавлено: 26.02.2015 15:11:23
здравствуйте, уважаемые участники форума
ищу мастерскую с хорошим лазером или чпу для производства подвесок с именем, пример во вложении.
город: Москва
материал: серебро, золото
толщина 1,3-1,8 мм
длина 30-40 мм
буду признателен за любые наводки и рекомендации.
спасибо.

Изменено: migunov.andrey — 26.02.2015 15:12:54
Пользователь
Регистрация: 15.10.2008
Откуда: Столица ювелиров
Сообщений: 541
В друзьях у: 1
Голосов: 6 / 1
Добавлено: 26.02.2015 15:24:15
делал подобные подвески с именами из золота толщиной 0,9-1,1 мм литьём по выплавляемым моделям, путём литья отфрезерованных восковок.
я думаю, что этот способ дешевле лазерной резки.
мне интересно, какое качество лазерные станки могут дать на торцах? приемлемое или идеальное?
Почему сварщики не хотят работать на лазерной сварке?
Ювелиром не становятся, ювелиром рождаются.
Пользователь
Регистрация: 03.02.2015
Сообщений: 15
В друзьях у: 0
Голосов: 1 / 0
Добавлено: 26.02.2015 15:32:26
Лазерные технологии в обработке алмазов

Лазерные технологии давно и прочно вошли в процесс обработки алмазов не только в израильской, но и в мировой алмазной промышленности. Однако то, что делает компания Edward Levy Laser Ltd., – это совершенно другой уровень.
Компания Edward Levy Laser Ltd. – детище Эдуарда Леви, кто в 1984 году был одним из первых, кто взялся за использование лазера для огранки алмазов. Компания учреждена в 1990 году. Первую компьютерную программу для лазерной огранки написал сын Эдуарда, Рони.
«Многие год мы были единственными на рынке, кто для огранки и распиловки использовал лазер, – рассказывает Эдуард Леви. – Диамантерам часто нужны какие-то особые формы огранки, отверстия, углубления, или им нужно расколоть камень или изготовить набор из одинаковых камней. для всего этого идеально подходит лазер. Мы никому не отказываем и постоянно внедряем инновации, чтобы соответствовать новым веяниям».
Тот, кто когда-либо видел, какой урон может нанести лазерный луч, сразу же поймет, как много понадобилось проб и ошибок, чтобы довести работу с лазером до совершенства. Тем не менее, годы «тренировок» дали свои плоды, и сегодня компания добилась настоящего мастерства. «По началу было очень много брака, камни крошились, – вспоминает Эдуард. – Теперь процент успеха – 99,9».
«Какое-то время назад, – продолжает он, – у меня появился шанс реализовать собственную мечту. Я всегда хотел придумывать и делать украшения. Я разработал способ, при помощи которого я, пользуясь лазерной технологией, вставляю бриллианты в поверхность необработанного алмаза. Эффект получается просто уникальный».
Лазерная резка серебра и золота по контуру. Резка в ювелирных целях.
Рассказывает директор по маркетингу Ирит Каши: «В 2007 году я подготовил анкету и пошел по всем офисам алмазной биржи, спрашивая, какие услуги им нужны. Где-то через год мы открыли новый офис, чтобы иметь возможность удовлетворять растущий спрос. Мы работаем круглосуточно, в прямом смысле. Наша цель – поставка товара в течение двадцати четырех часов».
Отличительная черта компании Edward Levy Laser Ltd– это гибкость. Они работают как с ограненными, так и с неограненными алмазами любых размеров, могут изготовить целый набор для игры в нарды, а могут, если нужно, просто прорезать паз в готовом бриллианте.
«Мы хотим, чтобы камни обрабатывались в Израиле, а не отправлялись для этого за рубеж, – говорит Каши. – Нам также хотелось бы иметь больше иностранных клиентов. К 2008 году мы завершили ребрендинг нашей компании. На это ушло 18 месяцев. С тех пор работаем над увеличением числа заказчиков из-за границы».
В свое время Эдвард Леви 9 лет руководил американским гранильным предприятием в Сьерра-Леоне. Сегодня он возглавляет сектор лазерных технологий ассоциации израильских производителей алмазов. «Я не первый год работаю с алмазами, так что мои знания на их распиловке не заканчиваются. Я знаю, что делать с камнем. У меня есть особое чувство», – объясняет Эдуард Леви.
И подытоживает: «Скоро пила станет такой же древней, как динозавр. Будущее только за лазером».
В ответ на публикацию данной статьи Рони Голомб сделал следующее заявление: «Я не согласен с утверждением о том, что компания Эдварда Леви долгие годы была единственной компанией на рынке, использовавшей лазер для распиловки и огранки. Мы с моим отцом и Яхаломеем Пазом опередили их на несколько лет и мы были первой компанией, которая взялась за использование лазера».
Источник: uvelir.info
Как резать лазером медь и другие светоотражающие металлы?

Лазерная резка низкоуглеродистой и нержавеющей стали имеет долгую историю и является одним из применений CO2-лазеров. Однако CO2-лазеры традиционно не являются хорошим решением для резки материалов с высокой отражательной способностью.
Длина волны излучения волоконных лазеров составляет около 1,07 мкм, по сравнению с 10,6 мкм у традиционных альтернатив CO2. Лазерный свет с длиной волны 1,07 мкм не только меньше отражается и, следовательно, легче поглощается, но и более короткая длина волны может быть сфокусирована в пятно, диаметр которого составляет примерно 1/10 диаметра луча CO2. Это обеспечивает значительно более высокую плотность мощности, что облегчает проникновение в металл. При таких высоких уровнях плотности мощности металлы, такие как медь и латунь, быстро проходят через фазовый переход в расплавленное состояние, поэтому лазерный луч быстро преодолевает барьер отражения таких металлов для начала эффективного процесса резки. Резка таких металлов оказалась сложной при использовании CO2-лазеров.
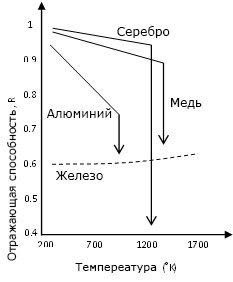
Какие металлы отражают при лазерной резке?
Медь, латунь, бронза, серебро, золото и алюминий в твердом состоянии хорошо отражают инфракрасный свет. Алюминий, однако, не считается отражающим металлом для практических целей резки волоконным лазером .
Почему лазерная резка латуни и меди настолько сложна?
- Низкое поглощение инфракрасного лазерного излучения затрудняет резку этих металлов;
- Медь и латунь (медно-цинковый сплав) являются хорошими отражателями (и, следовательно, плохими поглотителями) инфракрасного (ИК) лазерного света, особенно в твердом состоянии;
- Чистая медь в твердом состоянии отражает> 95% ближнего ИК-излучения (длина волны ~ 1 мкм);
- Отражательная способность меди и других отражающих металлов уменьшается, когда металл нагревается, и резко падает, когда материал плавится (например, до
Распространенные проблемы при лазерной резке отражающих металлов
При оптимальном выборе лазера, оптики и процесса резки лазерный луч быстро расплавляет поверхность отражающих материалов, затем взаимодействует с более поглощающим расплавленным металлом и инициирует эффективный, стабильный процесс резки. Неправильный выбор лазерной/оптической установки или использование неоптимальных параметров процесса может привести к чрезмерному сближению лазера с твердым металлом и, следовательно, к чрезмерному количеству отраженного света. Слишком большое отражение, в свою очередь, приводит к неэффективности процесса резки и потенциальному повреждению оптики.
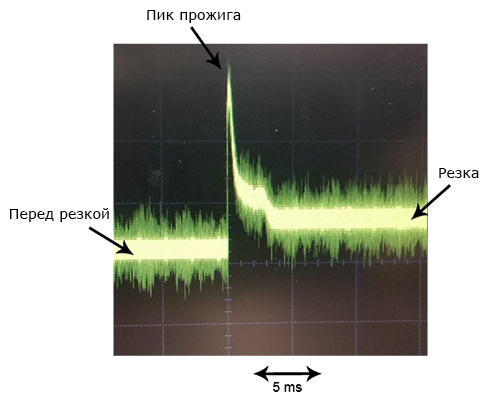
Критической стадией при резке отражающего металла является начало процесса, особенно стадия прожигания, когда лазер взаимодействует с твердым металлом. После создания разреза лазерный луч в основном взаимодействует с расплавленным материалом.
Какие факторы важны для успешной резки меди и латуни с помощью волоконного лазера?
Следующие параметры процесса важны для резки меди и латуни с помощью волоконных лазеров:
Популярные лазерные станки:
Рабочая зона 1500х3000 мм. Источник 2000 Вт Raycus. Резка нержавеющей стали до 8 мм, углеродистой стали до 16 мм.
Узнайте цену
Рабочий стол 900х600 мм. Мощность трубки 100 Вт. Ресурс 10 000 моточасов. Потребляемая мощность 1,5 кВт. Вес 340 кг
Узнайте цену
Лазерный источник 1500 Вт Raycus. Лазерный источник Raycus.
Узнайте цену
Скорость резки
Отступите от максимальной скорости подачи, которую может поддерживать процесс, примерно на 10 — 15%, чтобы избежать риска того, что резка погаснет, тем самым применяя высокий уровень энергии луча к материалу в его наиболее отражающем состоянии. Если вы сомневаетесь, начните с более медленной скорости, чем та, которую может выдержать процесс. Перед перемещением луча для начала резки дайте время выдержки, чтобы убедиться, что отверстие пробито насквозь.
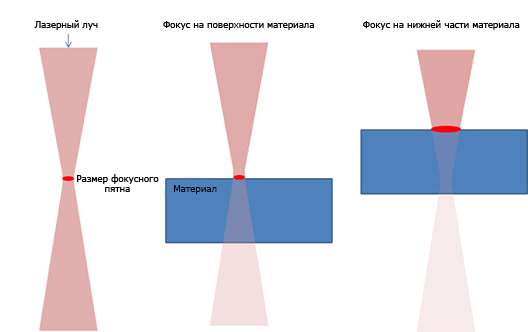
Фокусное положение
Как для прожига, так и для резки, установите положение фокуса как можно ближе к верхней поверхности, насколько позволяет качество резки. Это сводит к минимуму количество поверхностного материала, который взаимодействует с лучом в начале процесса, тем самым максимизируя плотность мощности луча, что приводит к более быстрому плавлению.
| Толщина меди | 1 мм | 1,5 мм | 2 мм | 3 мм | 4 мм | 6 мм |
| Минимальная пиковая мощность, необходимая | 1000 Вт | 1000 Вт | 1500 Вт | 2000 Вт | 3000 Вт | 4000 Вт |
Настройка мощности
Использование максимальной пиковой мощности, доступной для прожига и резки, сокращает время, в течение которого материал находится в наиболее отражающем состоянии. Приведенную выше диаграмму можно использовать в качестве консервативного руководства для начала разработки процесса.
Режущий газ
При прожиге и резке меди в качестве режущего газа обычно используется кислород под высоким давлением (100-300 фунтов на квадратный дюйм в зависимости от толщины) для повышения надежности процесса. Когда используется кислород, образование оксида меди на поверхности снижает отражательную способность. Для латуни подойдет азотный газ для резки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Источник: www.stankoff.ru