Часто возникают вопросы по отличию того или иного типа цанг, возможности их установки в тот или иной патрон.
В данной статье рассматриваются типы цанг, их размеры, стандарты и т.д.
Цанга – это приспособление для фиксации свёрл, фрез или пр., которое представляет собой втулку с разрезами, способную пружинить. Цанга крепится в цанговом патроне, цанговый патрон при этом соединён с валом шпинделя. Цанга представляет собой практически идеальное устройство для фиксации концевых фрез, позволяя надёжно обхватывать инструмент и не допускать биений.
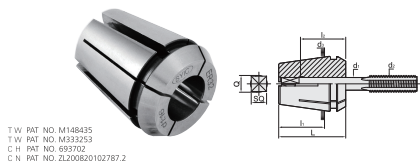
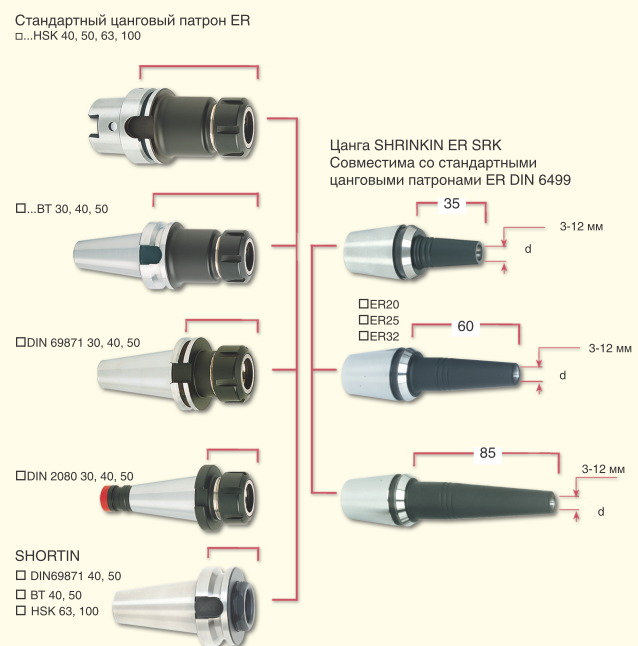
Цанги могут быть различного типа. Однако на практике самый распространённый тип цанги – тип ER (DIN 6499, ISO 15488).
Применяется во многих цанговых патронах, изготавливается разных классов точности, с различными конструктивными вариантами подвода СОЖ, а также с квадратом для закрепления метчиков и т.д.
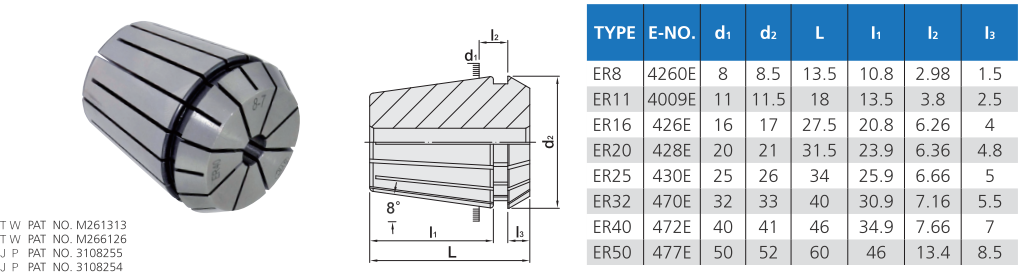
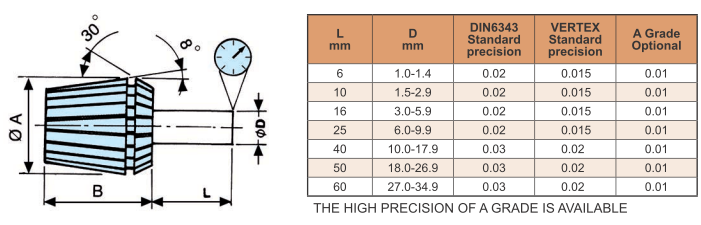
Угол цанги 8 градусов. Нужно сказать, что это довольно большой угол, и что цанги для более высокоскоростных патронов, для более точных патронов имеют цанги с меньшим углом (ниже они также будут представлены).
2.6 Цанговые патроны ER | Закрепление инструмента в цангах ER32, ER25, ER40, ER16…
В основном цанги имеют шаг увеличения размерности через 1 мм, более точные цанги изготавливают с шагом через 0,5 мм. Обычно цанги изготавливаются 2-х классов точности стандартные — 0,015 мм и высокоточные 0,003 мм (или 0,005 мм ).
Ниже приведены конструктивные размеры цанг ER.
Следует заметить, что цанги с большим количеством прорезей — более мягкие, позволяют более точно фиксировать инструмент

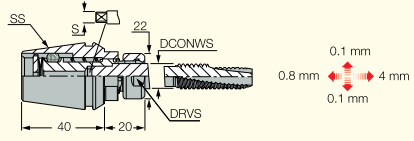
Варианты исполнения цанг типа ER с уплотнением для подачи СОЖ через инструмент, во втором случае через сопла цанги.


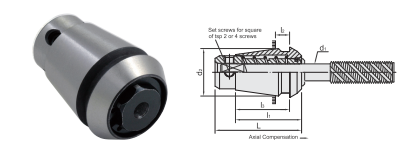
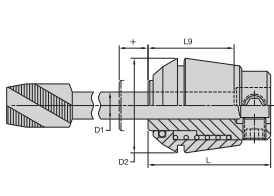
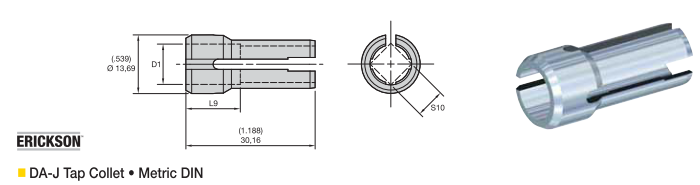
Цанги типа ER для закрепления метчиков
Есть конструкции цанг под метчики не только для жесткого закрепления инструмента, но и имеющие осевую и радиальную компенсацию, такие цанги аналогично используются в обычных цанговых патронах.
  |
  |
С образующей цанги типа ER изготавливаются даже термовставки
Цанга что это? Цанговый патрон для зажима заготовки и инструмента
Обращаем внимание на правильную установку цанги сначала в гайку, а затем в патрон.
(35).png) (36).png) |
 |
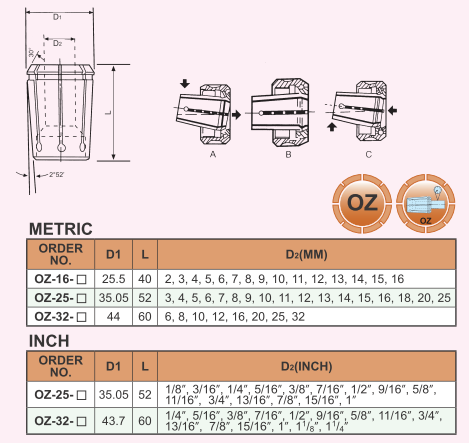
Также довольно часто встречаются цанги OZ типа (DIN 6388, ISO 10897).
Цанга имеет угол 2,52 градуса, длиннее чем предыдущая цанга (с цангами ER не совместима)
Размерный шаг у данных цанг в основном через 1 мм.
При условии точного изготовления, цанга способна лучше сохранять сжимающие усилия на инструменте при более высоких оборотах.
  |
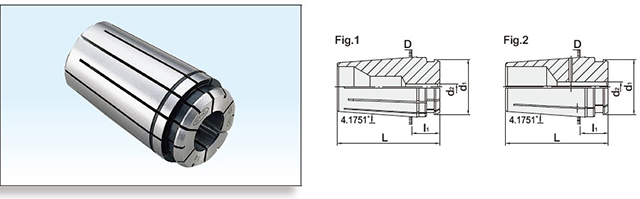
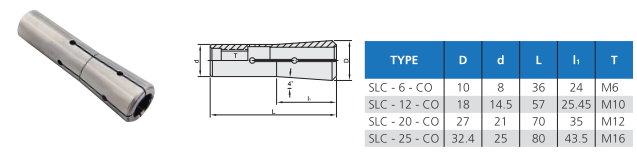
Реже, но все же встречаются, цанги TG-типа (DIN 464E, DIN6944) внешне похожие на предыдущую цангу, но не совместимые между собой.
Угол цанги немного более 4 градусов/
Конструктивные размеры цанги указаны ниже.
 .png) |
.png) .png) |
.png) |
• Оригинальный стандарт ERICKSON.
• Малый угол наклона 8 ° для лучшего сцепления (приблизительно 3: 1).
• Стандартная точность проектирования в соответствии с DIN 6499 Класс 2 точности.
• Точность проектирования HP в соответствии с DIN 6499 Class 1.
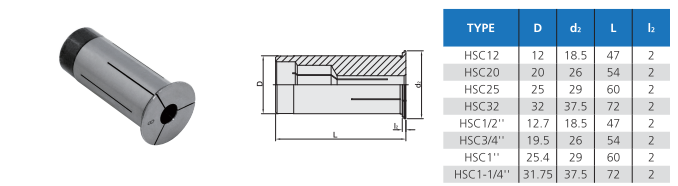
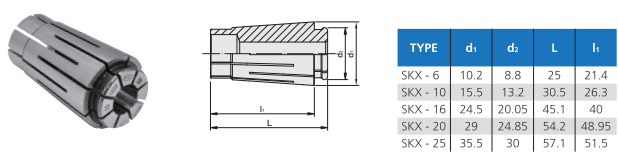
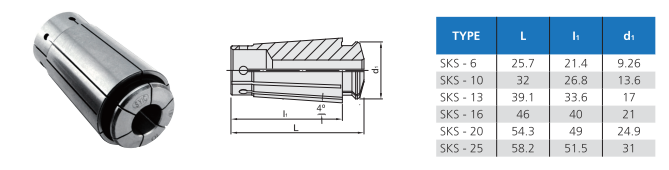
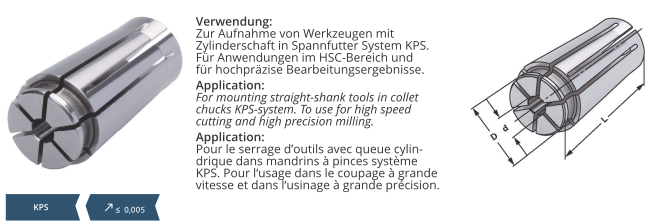
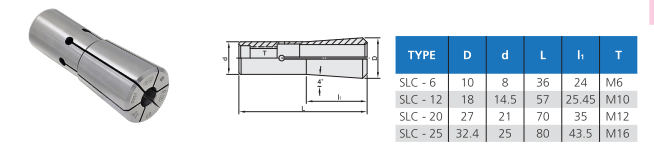
Цанги для гидропластовых патронов и силовых фрезерных патронов.
 .png) .png) .png) .png) |
В различных скоростных патронах могут встречаться и прочие типы цанг, они могут иметь различную маркировку в зависимости от производителя и также могут быть несовместимы!

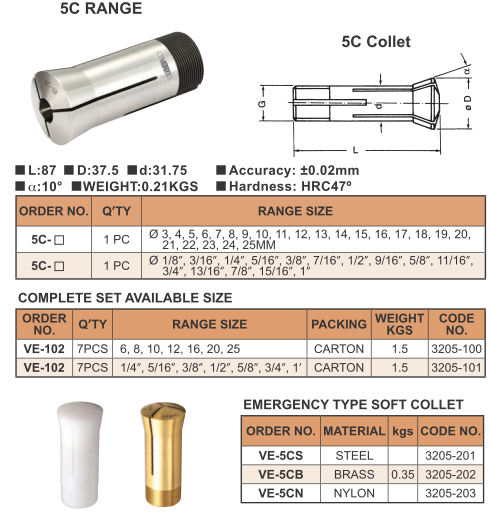
Цанги типа 5С, 16С, R8 применяются реже, на них останавливаться в данной статье не будем
 .png) .png) |
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
Источник: www.osnastka.pro
Цанга

Цанга – это специальное фиксирующее приспособление для установки инструмента. Применяется в качестве основного элемента цангового патрона для зажима инструмента или заготовки цилиндрической формы. Также применяются и специальные цанги под квадратный или шестигранный хвостовик.
Конструкция и применение
Цанга представляет собой пружинящую разрезную втулку с усеченным конусом и отверстием необходимого диаметра. Корпус цанги имеет специальные пропилы, которые обеспечивают движение фиксирующих лепестков при установке или снятии инструмента. Сжимающее усилие обеспечивает вращение гайки.

На рисунке ниже приведены цанга (1), фреза с цилиндрическим хвостовиком (2) и цанговый патрон (3).
Данный фиксирующий элемент предназначен для установки в цанговый патрон который, чаще всего, является отдельным элементом оснастки металлорежущего станка. Сам патрон устанавливается посредством конуса Морзе на посадочное место патрона. Также он может быть и составной частью станка.
Цанги широко применяются в современных металлорежущих станках – токарных, сверлильных и фрезерных. Основным преимуществом данного типа фиксации является высокая скорость установки или съёма инструмента. К недостаткам можно отнести необходимость строгого соответствия типоразмеров патрона и цанги.
Виды цанг
В современной металлообработке применяются различные виды цанг, отличающиеся размером и конструктивным исполнением. Фиксаторы общего назначения подразделяются на:
- Сквозные и глухие. Сквозные могут фиксировать деталь неограниченного размера и применяются, к примеру, для фиксации прута для токарной обработки.
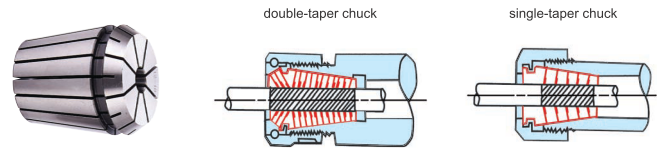
- Одна или две зоны зажима. Наиболее жесткую фиксацию обеспечивают цанги с двумя зонами зажима, полностью исключая отклонение от оси шпинделя.
- Цанги для метчиков и другого инструмента с квадратным или шестигранным хвостовиком. Конструкция данного типа фиксаторов обеспечивает осевую компенсацию.
Применение цанг в токарных станках
Цанга и цанговый патрон применяется в качестве основной фиксирующей оснастки при необходимости продольной обработки заготовок малого диаметра. Данные приспособления могут быть оснащены керамическими или твердосплавными вставками для повышения стойкости к износу и предотвращения налипания металла.
Для работы с заготовками на токарных станках-автоматах используются подающие и зажимные цанги. Подающая применяется совместно с зажимной и обеспечивает достаточный зажим заготовки для перемещения в осевом направлении, при раскрытом положении второй фиксирующей оснастки. Данный тип цанг имеет резьбовое соединение с трубой подачи. При удержании заготовки зажимной штангой, подающая перемещается назад в исходное положение. Перед подачей зажимная освобождает заготовку и подающая перемещает вместе с ней вперед.
Зажимная цанга обеспечивает автоматическую фиксацию прутка и располагается в передней части шпинделя. На токарно-револьверных станках чаще всего применяются цанги с обратным конусом, что обеспечивает более высокую жесткость благодаря увеличению силы зажатия при осевом резании.
ГОСТы
На цанги зажимного типа, предназначенных для хвостовиков цилиндрической формы, действует ГОСТ 17201-71. Другие часто используемые стандарты определяют основные и присоединительные размеры цанг. Для зажимных цанг действует ГОСТ 2876-80, для подающих – ГОСТ 2877-80. Из международных стандартов общеприменимым является DIN 6499, ISO 15488, регулирующий параметры цанг ER – с двумя зонами зажима и сквозным отверстием.
Источник: mekkain.ru
Цанги: что это такое, для чего нужны и как использовать

Цанги – это приспособления, предназначенные для крепления осевых режущих инструментов. Применяются в комплекте с цанговыми патронами для зажима фрез и сверл с цилиндрическими хвостовиками. Используются при сверлении, фрезеровании, развертывании и нарезании резьбы на станках различного типа и обрабатывающих центрах.
В производственных процессах используются цанги различных типов. Самый распространенный – серия ER, соответствующая DIN 6499 и международному стандарту ISO 15488.
Нормативы задают технические характеристики для цанг двух типов:
- Тип A. Относится к операциям, требующим повышенную жёсткость с диапазоном допуска H10.
- Тип B. Применяется при различных видах обработки с расширенным диапазоном допуска.
Конструкция выполнена в форме сквозной пружинящей втулки с прорезями. Приспособление имеет конусность с углом схождения 8 градусов. Двойные прорези обеспечивают устойчивую фиксацию инструмента с минимальным радиальным биением. Цанги ER выполняют жесткий зажим и дают высокую точность обработки заготовок.
Две зоны прижима вдоль оси хвостовика инструмента препятствуют отклонению от оси шпинделя. Выпускаются в 8-ми типоразмерах и 2-х классах точности: стандартный и повышенный. В конструкциях реализованы различные варианты подвода СОЖ.
Материалом для держателей служит пружинная сталь 65Г или металл с аналогичными свойствами. Специальная сталь обладает высокой степенью упругости, устойчива к механическим нагрузкам (сжатию). Твердость материала составляет HRC44-48.
Преимущества цанг серии ER
Приспособления используются в металлообработке и востребованы благодаря следующим эксплуатационным характеристикам:
- быстрая фиксация инструмента;
- высокая точность базирования;
- простота применения;
- высокая надежность;
- большая сила зажима;
- быстрая переналадка;
- длительный срок службы.
Зажимы применяются на различном станочном оборудовании. Цанговый способ фиксации инструмента используется при сверлении и фрезеровании деталей как с ручной, так и с автоматической сменой инструмента.
Ассортимент интернет-магазина Wolfstar
На сайте WOLFSTAR представлены цанги DIN 6499 типа B производства ZITOM и JSD. Изделия имеют следующие характеристики:
Цанги изготовлены в 2-х классах точности:
- стандартные, с биением до 0,015 мм;
- высокоточные, с биением 0,005 и 0,008 мм.
Зажимные приспособления применяются на станочном оборудовании для зажима режущего инструмента в патронах систем BT, SK, HSK, NT(DIN2080), с конусом Морзе.
Важнейшими параметрами изделия являются внутренний диаметр изделия и точность радиального биения. При выборе цанги следует придерживаться рекомендаций:
- Внутренний диаметр зажима должен быть равен диаметру хвостовика инструмента, или немного превышать его значение.
- Для сверления отверстий достаточно стандартной точности с радиальным биением 0,015мм.
- Для финишной обработки отверстий, зенкерования и пр. следует применять цанги с биением до 0,008 мм.
При выборе класса точности нужно учитывать, что точность цанг показывает биение только самого зажима. Итоговое биение инструмента будет складываться из биения цанги, из позиционирования цанги в патроне (биение патрона), из позиционирования патрона в шпинделе (биение шпинделя). Таким образом, суммарное биение по факту будет больше.
При работе с заготовками используют инструменты с хвостовиками различных диаметров, что требует наличия цанг различных типоразмеров. В ассортименте интернет-магазина Wolfstar представлены наборы, укомплектованные цангами наиболее востребованных типоразмеров: ER8, ER11, ER16, ER20, ER25, ER32 и R40. Удобная упаковка в виде пластиковой коробки или кейса вмещает от 9 до 24 цанг различный внутренних диаметров.
Сферы применения изделий – все отрасли промышленности, связанные с металлообработкой. С помощью цанг ER производится обработка деталей со сложной геометрией, как малоразмерных, так и крупных. Использование цанг, закрепленных в цанговых патронах, позволяет повысить точность обработки и производительность процесса. Зажимы маленьких типоразмеров востребованы в медицинской (стоматология), радиоэлектронной, ювелирной, часовой и приборостроительной отраслях. Большие типоразмеры применяются в машиностроении и станкостроении, в авиастроении, судостроении и т.д.
Установка цанги
Для установки цанги на станке требуются цанговый патрон и специальная гайка. Цанга помещается в патрон, который устанавливается в шпиндель станка. Зажим осуществляется с помощью гайки. В гайке имеется эксцентриковое кольцо, выполняющее функции стопора: выступающий бортик зажимается в канавке цанги и удерживает ее.
Часть гайки, расположенная за стопорным кольцом, выполнена в форме конуса. Именно на этот конус садится передняя часть цанги, здесь происходит сжатие ее верхней части. При накручивании гайки на цанговый зажим происходит втягивание цанги в патрон, обеспечивается надежное зажатие хвостовика инструмента.
Сборка узла выполняется в строгой очередности.
1.Цангу слегка наклонить и под углом вставить в эксцентриковое кольцо.
2.Разместить гайку с цангой на горизонтальной поверхности.
3.Надавить на цангу до характерного щелчка.
4.Проверить свободное вращение цанги в гайке.
5.Вставить собранный узел в цанговый патрон.
6.Слегка закрутить вручную.
7.Установить инструмент в цангу.
8.Выполнить зажим с помощью гаечного ключа.
Рекомендуется затягивать гайку динамометрическим ключом для контроля момента затяжки.
Извлечение цанги производится в обратном порядке. Гайку с цангой отсоединяют от инструментальной оправки, после чего извлекают зажим.
Источник: wolfstar.ru