HASL-процесс покрытие контактных площадок платы слоем эвтектического сплава олово-свинец толщиной, как правило, от 1 до 40 мкм.
Достоинства HASL –отличная паяемость печатной платы и ее долговременное хранение. Данное покрытие выдерживает множество циклов пайки и обеспечивает хорошую прочность паяного соединения.
Общим недостатком HASL является неравномерность покрытия, образование неплоских контактных площадок. Данное покрытие не рекомендуется для компонентов с шагом менее 0,5 мм, возможны замыкания.
OSP
В качестве альтернативного покрытия по отношению к металлическим применяются органические защитные покрытия OSP. Толщина покрытия обычно составляет 0,2 – 0,6 мкм.
Достоинства OSP – высокая плоскостность поверхности, подходит для КП, расположенных с малым шагом, совместимость с бессвинцовыми техпроцессами, хорошая прочность паяных соединений.
Недостаки OSP – ограниченное количество циклов пайки, чувствительность к выбору флюсов При проведении электрического теста платы, тестовые пробники прокалывают покрытие, что может привести к появлению участков открытой меди.
Печатные платы. 14.2 — Финишное покрытие: иммерсионное золото
Иммерсионное золото (ENIG)
Покрытие из иммерсионного золота (ENIG) представляет собой тонкую (~ 0,05 – 0,2 мкм) золотую пленку, наносимую поверх подслоя никеля (~ 4 – 5 мкм). Золото хорошо растворяется в припое, не подвержено быстрому потускнению и окислению, поэтому представляется прекрасным выбором в качестве финишного покрытия.
Достоинства ENIG – плоская поверхность, равномерная толщина покрытия, хорошая паяемость при правильном выборе флюса, Неокисляемая поверхность для контактирования, длительный срок хранения (более года), подходит для установки компонентов с малым шагом.
Недостатки ENIG – более высокая стоимость (по сравнению с HASL), тщательный подбор флюса, возможно появление дефектов «черной контактной площадки»

Иммерсионное серебро
Процесс нанесения иммерсионного серебра похож на ENIG, однако заметно проще него. Толщина покрытия обычно составляет от 0,05 до 0,2 мкм
Достоинства иммерсионного серебра — хорошая плоскостность, подходит для установки компонентов с малым шагом выводов, не содержит никель, длительный срок хранения (меньше, чем у ENIG, пожелтение покрытия не влияет на его свойства, сказывается лишь на декоративности)
Недостатки иммерсионного серебра – высокий коэффициент трения (не является оптимальным для монтажа методом запрессовки), потускнение покрытия со временем.
Иммерсионное олово
Процесс нанесения иммерсионного олова является еще одной альтернативой HASL и включает в себя одинаковые с иммерсионным серебром этапы. Толщина покрытия обычно составляет 0,6 – 1,5 мкм.
Достоинства иммерсионного олова – плоская поверхность, покрытие подходит для установки компонентов с малым шагом выводов, не содержит никель, можно использовать теже паяльные пасты, что и для плат с покрытием HASL.
Иммерсионное золочение печатных плат ЗОЛОТО-ЗОЛОТО-ЗОЛОТО
Недостатки иммерсионного олова — Не выдерживает многократный монтаж/демонтаж элементов, платы требуют осторожного обращения
Источник: www.vgkcompany.ru
Дефекты enig-процесса
Наиболее распространены три вида дефектов, связанных с использованием финишного покрытия ENIG: пористое золотое покрытие, охрупчивание золота, эффект «черной контактной площадки».
Пористое золотое покрытие
Образование пористого золотого покрытия происходит в случае, когда атомы золота не формируют плотную кристаллическую решётку, позволяя атомам никеля мигрировать к поверхности и образовывать непаяемую поверхность. При использовании иммерсионного золота этот дефект происходит редко и обычно остается незамеченным, пока не появляются проблемы с паяемостью.
Охрупчивание золота
Эффект «черной контактной площадки» («black pad»)
Печатные платы, защитное покрытие на которые нанесено с помощью ENIG-процесса, могут иметь характерный дефект, называемый «черная контактная площадка» («black pad»). В результате возникновения данного дефекта образуются механически непрочные паяные соединения, которые могут треснуть и/или отслоиться даже под действием минимальной нагрузки.
Дефект наиболее отчетливо проявляется для корпусов с матричным расположением выводов вследствие большей жесткости – BGA, QFP, QFN. Название дефекта произошло от темно-серой или черной поверхности площадки, обнажающейся при отслоении паяного соединения. Пример проявления этого дефекта для корпусов BGA и QFP показан на рис. 2 [26].
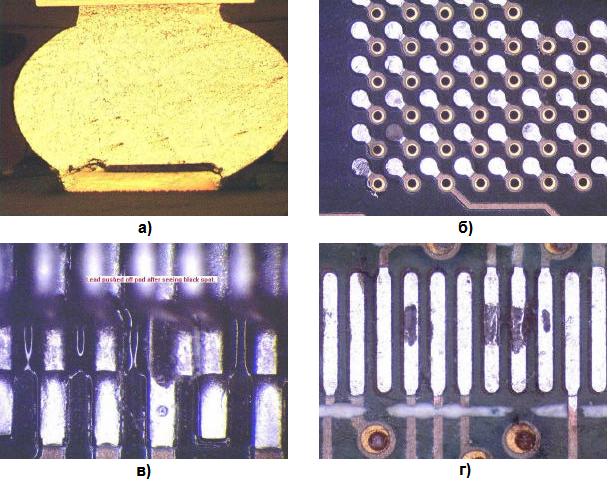
Рис. 2. Примеры образования дефекта «черная контактная площадка» для корпусов BGA и QFP: а) треснувшее паяное соединение с участием шарикового вывода BGA-компонента; б) посадочное место для BGA-компонента с одной черной контактной площадкой в) припаянный компонент QFP с треснувшим и смещенным выводом; г) черные контактные площадки на КП под QFP-компонент после снятия компонента и удаления избыточного припоя. Фото из [26]

Рис. 3. Снимок разрушенного паяного соединения с участием шарикового вывода BGA-компонента, сделанный с помощью сканирующего электронного микроскопа. Фото из [18]
Недавно проведенные исследования производителя печатных плат, компании HADCO Santa Clara, Inc., продемонстрировали механизм, при котором никель в процессе иммерсионного золочения подвергался коррозии. Данный эффект получил название «повышенной активности иммерсионного золочения».
Были прослежены различные стадии этой гиперактивности, в результате которых коррозии подвергались различные объемы никеля; при повышении ее уровня прочность интерметаллических соединений Ni-Sn после проведения пайки снижалась, что непосредственно вело к разрушению паяных соединений и наблюдаемому эффекту черной контактной площадки. Присутствие интерметаллических соединений Ni-Sn на поверхности разлома паяного соединения представлено на рис. 4. Также в процессе исследований было показано, что приложение низкого напряжения к выводам QFP-компонента, припаянным к контактным площадкам, также служит инструментом дальнейшего роста коррозии на отдельных КП или отдельных регионах этих площадок [11, 18]. На рис. 5 показаны последовательные стадии индуцированной коррозии Ni на контактных площадках, покрытых ENIG, с образованием дефекта черной контактной площадки (слой золота удален травлением) [18].

Рис. 4. Снимок разрушенного паяного соединения с присутствием на поверхности разлома интерметаллических соединений Ni-Sn, сделанный с помощью сканирующего электронного микроскопа и энергорассеивающей рентгеновской спектроскопии. Фото из [18]

Рис. 5. Снимок последовательных стадий индуцированной коррозии Ni на контактных площадках, покрытых ENIG (по часовой стрелке). Фото из [18]
Ряд других исследований показывает, что повышенная активность иммерсионного золочения также может быть вызвана уровнем pH, а также примесями, образующимися из-за разрушения паяльной маски [18].
Институт исследований технологий межсоединений (Interconnect Technology Research Institute, ITRI) также провел исследование данного дефекта. Было отмечено, что ни один из параметров процесса нанесения покрытия не был идентифицирован в качестве единственной причины возникновения черных контактных площадок, хотя некоторые химические составы показали себя лучше прочих. Также было обнаружено, что дефект проявлялся в случае электрического контакта маленьких КП и большой КП и/или группы маленьких КП. В качестве объяснения было предложено то, что такое подключение дает эффект гальванического элемента, сходного с приложением небольшого напряжения и проявлением повышенной активности иммерсионного золочения в исследованиях, проведенных HADCO [11].
Трещины на поверхности разлома паяного соединения, подобные корке растрескавшейся грязи (т.н. «mud cracks»), свидетельствуют о недостатке интерметаллических соединений Ni-Sn в результате связывания никеля в соединение Ni-P. Такой случай показан на рис. 6, где на поверхности разлома паяного соединения присутствует весьма небольшое количество олова [18].
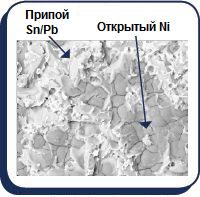
Рис. 6. Снимок высокого разрешения, сделанный с помощью сканирующего электронного микроскопа и демонстрирующий наличие черных контактных площадок. Фото из [18]
Также дефект черной контактной площадки может быть вызван избыточным временем процесса пайки, в результате чего ускоряется образование интерметаллических соединений Sn-Ni и Sn-P [17].
Согласно [19], некоторые производители рекомендуют использовать не ограниченные паяльной маской контактные площадки для BGA-компонентов (non solder mask defined pads, NSMD), что дает возможность припою при формировании паяного соединения осуществлять адгезию не только к верхней плоскости площадки, но и к ее боковым поверхностям. Это дает некоторое упрочнение паяного соединения, но полностью не избавит от негативных последствий образования черных контактных площадок. Общая рекомендация для производителя в данном случае: правильный выбор поставщика печатных плат.
Источник: studfile.net
Защитные паяльные маски способы их нанесения
В последнее время покрытие печатной платы защитной паяльной маской является неотъемлемой частью современной технологии их изготовления. Использование паяльных масок стало настолько распространенным, что весьма необычно видеть печатные платы без данного покрытия.
В процессе проведения сборочно-монтажных работ и эксплуатации изделия наличие защитной паяльной маски на печатных платах крайне необходимо, поэтому особое внимание уделяется их выбору и способам нанесения.

Паяльная маска представляет собой однокомпонентные или двухкомпонентные смеси, часто окрашенные в насыщенный зеленый цвет. Встречаются и другие цвета: синий, красный, желтый, белый, черный и даже фиолетовый. В последние годы потребителя интересует не только цвет маски, но и тип поверхности (матовая, полуматовая или глянцевая).
По существу, маска — это тонкий полимерный слой заданной толщины, который защищает проводники от механических воздействий и помогает минимизировать образование коротких замыканий с помощью перемычек, образованных избыточным припоем. В настоящее время в связи с изготовлением и усложнением малогабаритной электроники возникает необходимость создания печатных плат с насыщенным рисунком схемы. При монтажных работах используют комбинированный способ пайки, в процессе которого за один рабочий цикл выполняется большое число паяльных соединений, а вероятность появления перемычек между проводниками приводит к необходимости защиты элементов проводящего рисунка от образования замыканий.
Существуют две разновидности материалов для защитных паяльных масок: жидкие и пленочные.
Технологические возможности предприятия «ТЕХНОТЕХ» позволяют наносить как жидкие паяльные маски, так и сухие пленочные маски. Каждый тип маски имеет ряд преимуществ и недостатков, так же, как и оборудование для ее нанесения.
Нанесение защитной паяльной маски на нашем производстве происходит различными способами:
- методом сеткографии;
- методом полива;
- методом струйно-факельного распыления;
- методом ламинирования.
К преимуществам использования метода сеткографии на полуавтоматических установках можно отнести малые капиталовложения в оборудование, низкие затраты на вспомогательные материалы, возможность использования одного оборудования для осуществления других операций, например, нанесения маркировки или нанесения эпоксидной маски.
К недостаткам данного метода можно отнести проблематичность полного покрытия межпроводникового пространства на платах 5-6 класса точности и наличие пузырей воздуха в маске вследствие ее высокой вязкости, а также низкую производительность оборудования по сравнению с другими методами. Еще одним немаловажным минусом в методе сеткографии является большой расход маски.
Важную роль в сеткографии имеет выбор материала сетки, номера сетки и угла натяжения. Сетки изготавливаются из различных материалов, таких как нейлон, полиэстер, нержавеющая сталь, шелк.
Номер сетки (число нитей на сантиметр и диаметр нитей) является важнейшим фактором, влияющим на количество наносимой маски и качество получаемого изображения. Например, при нанесении паяльной маски Sun Chemical Imagecure XV501 T-4 через полиамидную сетку с числом нитей 49 на квадратный сантиметр, толщина маски в отвержденном состоянии составляет от 35 до 40 мкм на основании печатной платы. При нанесении маски через сетку с числом нитей 76 на квадратный сантиметр, толщина маски на основании печатной платы составляет 20-25 мкм. Метод сеткографии довольно часто используется в случае необходимости покрытия маской «высоких» проводников, что объясняется высокой вязкостью маски и получением достаточной толщины как на проводнике и на основании, так и на торце медного проводника.
Метод полива или «мокрой завесы» целесообразно использовать при изготовлении больших серий печатных плат. Производительность в среднем составляет 120 заготовок в час типоразмером 610х457 мм при одностороннем нанесении маски. В то же время, при использовании метода сеткографии, производительность составляет приблизительно 60 заготовок в час.
Что касается толщины масочного покрытия, то она сопоставима с толщиной маски при нанесении ее методом сеткографии. Толщина может задаваться вязкостью и скоростью конвейерной ленты при прохождении заготовки под завесой. Низкая скорость конвейера и высокая вязкость дает хорошую толщину маски, но, в то же время, могут возникнуть наплывы у отверстий и плохое покрытие межпроводникового пространства. Поэтому при использовании метода «мокрой завесы» очень важно подобрать подходящие параметры для нанесения.
Метод полива не эффективен при нанесении маски на печатные платы с высотой печатного проводника 65 мкм и выше, маска будет стекать с проводников, образуя очень тонкий слой на поверхности и на торце медного проводника. В таком случае маску лучше наносить методом сеткографии, где маска более густая, содержит более низкую концентрацию растворителей и поэтому менее текучая. При использовании метода сеткографии и «мокрой завесы» маска имеет свойство сильно затекать в металлизированные отверстия, что приводит к использованию более жестких условий проявления маски, тем самым уменьшается адгезия маски к печатным платам и возникает подпроявление краев маски, что достаточно негативно сказывается в дальнейшем при проведении сборочных работ (подтекание растворов под маску, отрыв перемычек).
Метод струйно-факельного распыления занимает промежуточное место по своим характеристикам между методом «мокрой завесы» и методом сеткографии. Этот способ нанесения также имеет свои плюсы и минусы.