Первые монеты появились в VII веке до нашей эры в государстве Лидия (на территории западной части современной Турции). Это были кусочки сплава золота с серебром, на которых выбивался особый знак. С тех пор менялась форма монет, использовались различные металлы, но в целом их всегда выпускали одним способом – ударом штемпеля с негативным изображением по заготовке. Методом отливки в формы делали только фальшивые монеты, они отличаются характерной размытостью рисунка и различной высотой отдельных элементов. Рассмотрим способы чеканки, применявшиеся в России на протяжении разных веков.
Чеканка в допетровские времена
Первые собственные монеты («сребреники») появляются на Руси при князе Владимире Великом, они выпускаются очень ограниченно, и уже через 60-70 лет при Ярославе Мудром чеканка прекращается. Изготавливались эти монеты тем же способом, который использовался в Византии: из листа серебра вырезали круглые тонкие заготовки, которые клали между двумя штемпелями и продавливали изображения с помощью пресса.
Изготовление клише для чеканки монет на лазерном гравере GravMax Часть 1 Измерения 18+
Заготовки часто имели неровные или обрубленные края из-за несовершенной технологии вырезки. Изображения были сложными: на лицевой стороне князь, сидящий на троне; на обороте в первое время помещался Христос, затем трезубец – родовой знак Рюриковичей. Круговая надпись указывала на правление князя. Существовали также золотые монеты «златники», меньшего размера, но схожего веса и внешнего вида.
Во второй половине XIV века в Москве в период правления Дмитрия Донского после 300-летнего перерыва монетное производство возобновляется, но внешний вид и качество монет сильно изменилось. Теперь их делали из серебряной проволоки, нарезая её на мелкие кусочки и расплющивая молотом.

Чешуйка Новогорода, XV век (экспозиция Эрмитажа)
Изображения наносились штемпелями, в которых зажималась монета, затем сверху ударяли кувалдой. Монеты получались бесформенными и мелкими, напоминающие рыбью чешую, за что получили среди коллекционеров название «чешуйки». Вес мог различаться в полтора раза, контрольное взвешивание проводилось только для партии монет.
Такие чешуйки просуществовали до петровских преобразований, то есть более 300 лет. Последние проволочные копейки датированы 1718 годом. За полвека до этого, при Алексее Михайловиче массово выпускались медные копейки такого же типа.
До реформы Елены Глинской 1534-1547 гг. монеты чеканили купцы-денежники из собственного серебра, разрешение на чеканку давал князь. Они же распространяли монеты при осуществлении закупок товаров. Затем выпуск полностью переходит государству, появляются первые государственные денежные дворы (позднее названные монетными).
Производство монет в Российской империи
Словом «чеканка» обозначают процесс нанесения изображений посредством удара молотом. С развитием технологий данный неэффективный тип производства полностью ушёл в прошлое, но название сохранилось, хотя правильнее называть выпуск монеты нового времени «тиснением», то есть продавливанием изображений.
Изготовление клише для чеканки монет лазерной гравировкой Режимы все этапы изготовления монеты

Штемпели для копейки XVIII века и для 2 копеек Николая I (из экспозиции Эрмитажа)
Со времён Петра I монеты обретают привычную нам форму ровного толстого диска, хотя до середины XIX века окружность часто имела кривизну. Несмотря на использование только государственных монетных дворов, чеканка имела некоторые элементы частного производства.
К монетному двору прикреплялся минцмейстер, в обязанности которого входило получение металла из казны и передел его в монету. Например, серебро поставлялось в количестве 120 пудов, которое затем проходило плавку с приведением пробы в соответствие с нормой, этим занимался минцпробирер. Минцмейстер брал на себя организацию производства и нанимал работников, он же отвечал за качество работы. На монетах часто помещались инициалы минцмейстера, чтобы в случае выявления недостатков монеты, можно было напрямую обратиться к нему.

Гуртильный станок (экспозиция музея Гознака)
Готовый металл разливался в изложницы – специальные формы для выплавки плоских широких слитков. Эти слитки затем прокатывались до толщины монет (плащение и вальцовка), после чего из них выбивались специальными штампами круглые заготовки. Часть заготовок из партии проходила контроль взвешиванием, негодные отбраковывались или проходили юстировку (корректировку веса).
Даже при этом не удавалось достичь идеальных показателей, например у Екатерининских пятаков вес колеблется в пределах 48-51 грамма. Для повышения прочности заготовки проходили отжиг, из-за чего покрывались копотью. Для избавления от копоти и придания блеска их шлифовали в барабане и обрабатывали в кислоте, последним этапом была промывка. Заготовки (особенно для медных монет) иногда выпускались на специальных заводах (плащильных мельницах), после чего поступали на монетный двор.
На монетном дворе заготовки первым делом проходили через гуртильный станок, который наносил гурт (боковая поверхность монеты). Из-за кривизны заготовок, гурт монет XVIII века может частично отсутствовать, или плохо распознаваться. На гурте могли быть узоры, насечки, надписи. Такая обработка позволяла защитить монеты от «стрижки» — срезания части драгоценного металла злоумышленниками. «Стрижку» активно использовали для монет-чешуек допетровского времени, возможно поэтому у них такой сильный разброс веса, на некоторых даже явные следы откусывания металла.
Станок для перевода рисунка на заготовку маточника (экспозиция Эрмитажа)
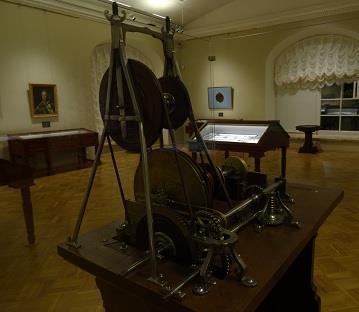
Заготовки с гуртом или без него (если он не был предусмотрен) помещались в пластину с круглыми отверстиями по диаметру монет – фиксатор. Если производство было штучным, то фиксатор имел одно отверстие, но чаще чеканка производилась сразу для нескольких монет. Снизу ставились штемпели с негативом одной стороны, сверху негатив другой, затем всё это зажималось винтовым прессом. Поначалу во многом использовался ручной труд, особенно тяжёлые действия осуществлялись за счёт водяных колёс или лошадиной тяги. И только в середине XIX века появляется паровой пресс.
Созданием рисунка будущих монет занимался художник, который затем передавал эскизы гравёру. Гравёр создавал гипсовую модель будущей монеты диаметром приблизительно 30 см. Это позволяло детально проработать изображения. Инициалы гравёра тоже присутствуют на многих монетах, но они обычно скрыты в деталях изображений.
Затем диск с моделью покрывался слоем резины, в полученную форму наливалась эпоксидная смола, чтобы изготовить твёрдую заготовку. Она помещалась в специальный станок, который методом вращения с помощью системы зубчатых колёс переводил рисунок на диск значительно меньшего размера, сопоставимого с размером монеты. По заготовке отливался маточник – цилиндр из твёрдого сплава с точным изображением монеты, его закаляли для повышения износоустойчивости. С помощью маточника изготавливали несколько стальных штемпелей с негативом изображения, которыми уже чеканили монету.

Штемпели для Константиновского рубля (экспозиция Эрмитажа)
Выпуск монет на современных монетных дворах
В целом технология не изменилась за последние 150-200 лет: в производстве участвуют художники и гравёры, изготавливающие маточники и штемпели. Многие станки сохранили первоначальную конструкцию, но дополнились электронным оборудованием, технологическими новинками и другими деталями, позволяющими ускорить производство в сотни раз.
Для повышения срока службы штемпели проходят закалку и хромирование, такой штемпель может произвести не менее 250 тысяч монет. На монетный двор металл поступает в виде катушек ленты шириной в одну-две монеты. Эти катушки заправляются в нарезные станки, делающие заготовки. Заготовки загружаются в другой станок, наносящий гурт и сразу кант (бортик по краю монеты с двух сторон).
Некоторые монеты выпускаются без гурта, но кант есть всегда. После такой процедуры для восстановления свойств металла заготовки обжигают при 850 градусах и охлаждают. Затем их загружают в барабан с металлическими, керамическими и пластиковыми шариками для полировки, обрабатывают химикатами.
Современные чеканочные станки полностью автоматизированы, в них насыпают заготовки, а на выходе получаются готовые монеты. Например, монеты регулярного чекана могут производиться на таком станке по 700 штук в минуту, для юбилейных и памятных скорость несколько ниже. Монеты упаковываются в тканевые мешки с пломбой и развозятся по отделениям банков, в кассы и т.д. В последнее время всё чаще стали запечатывать монеты в полиэтиленовые пакеты.
В отличие от имперского времени, тиражи современных монет регулярного чекана не разглашаются и являются государственной тайной. Известно только, что тираж каждого номинала в год составляет сотни миллионов штук, а может быть даже превышает миллиард. Юбилейные и памятные монеты из обычных металлов выпускаются тиражом от сотен тысяч до десятков миллионов штук, их количество сообщается на сайте Банка России. Выпуском сейчас занимается два предприятия: Московский и Санкт-Петербургский монетные дворы, являющиеся дочерними предприятиями «Гознака», а он в свою очередь контролируется Банком России.
В последнее время монеты начали изготавливать из стальных заготовок, покрытых другим металлом. Существует два варианта такого производства: плакирование и гальванопокрытие.
При плакировании лист металла сразу покрывается тонким слоем цветного металла, а вырубающиеся заготовки получают вид торта – сбоку просматривается основа, тонкий слой может со временем отходить от монеты. По этой технологии чеканили 5 рублей в 1997-2009 годах, но заготовка была медной.
При втором способе изготавливаются стальные заготовки, которые затем покрывают слоем никеля или другого металла. Отличить их можно по отсутствию проглядывающей сбоку основы, но при этом само покрытие иногда имеет цветные наплывы из-за неполного покрытия. Выпуск монет из твёрдой стали значительно удешевил производство, но добавил большое число брака, поскольку износ штемпелей стал проходить быстрее. Штемпели часто ремонтируют, подшлифовывают, наносят новое покрытие и снова пускают в ход. Результатом износа штемпеля является появление на монетах дополнительных элементов (выкрошка штемпеля) и длинных тонких полос (раскол).
Монеты улучшенной чеканки
Единственным ручным производством осталось изготовление специальных коллекционных монет по улучшенной технологии. К ним относятся:

Золотая монета качества пруф
пруф (proof) – монеты с матовым рисунком и зеркальным полем. Штемпели обрабатываются кислотой для придания эффекта мелкой шероховатости, затем выступающие части полируются до зеркального блеска. Кружочки металла изготавливаются методом отливки, а не выбивания из ленты, затем проштамповываются с нанесением гурта и канта, после чего тоже полируются.
Все они проходят тщательный контроль. Чеканка производится двойным ударом, затем монета вручную вынимается и помещается в капсулу (в советское время и в 90-е годы часто помещались в полиэтиленовую запайку). Процесс требует идеальной чистоты и аккуратности, поскольку попадание пыли может снизить категорию монеты до prooflike (пруфлайк). Полировку штемпеля приходится повторять после нескольких десятков монет. Подобная технология существовала ещё в имперский период, но полированные штемпели после износа могли идти на чеканку обычных монет;

Инвестиционная монета чеканки UNC
пруфлайк (prooflike) – изготовление происходит также, как и пруф, но из-за слишком крупных заготовок (например, для килограммовых серебряных и золотых монет) остаются мельчайшие дефекты, царапины или пыль.
BU (Brilliant Uncirculated) – монеты имеют слегка глянцевую поверхность, но без зеркального отражения и без матового рисунка. Выпускаются специально подготовленными штемпелями без полировки. Дефекты производства не допускаются.
Улучшенный UNC – выпускаются обычными штемпелями, но с тщательным контролем производства для исключения дефектов и царапин. Из станка монета извлекается вручную и помещается в капсулу или запайку (в СССР иногда помещали в бумажные конверты).
Источник: www.russian-money.ru
Как изготовить серебряную монету



- Музей
- Обращение Председателя Наблюдательного совета
- О музее
- Коллекция
- Экспозиция
- Благодарности и дипломы
- Проект “Образ денег в творчестве художников”
- Друзья музея
- Рубрики партнеров
- Россия
- Европа
- Австралия и Океания
- Азия
- Африка
- Северная и Центральная Америка
- Южная Америка
- Статьи
- Монетный чекан Булгара
- Экспедиция
- Что такое деньги
- Какие бывают деньги
- ЦБ и финансовые институты
- Европа
- Австралия и Океания
- Азия
- Африка
- Северная и Центральная Америка
- Южная Америка
- Как начать
- Интересные факты
- Известные коллекционеры
- Мероприятия музея
- Фотохроника
- Внешние мероприятия
- Экскурсии по выходным
- Групповые экскурсии
Техника чеканки монет – ч.1. От Древней Греции до Позднего Рима
Как и тысячи лет назад, прежде чем стать монетой, кусочек металла проходит очень сложный и длинный путь от шахты рудника до штемпеля мастера.
На страницах этой статьи мы попробуем проследить и наглядно проиллюстрировать эволюцию чеканки европейской монеты от шедевров эллинов через брактеаты до больших и
красивых тестонов и талеров.
Технология производства монет из века век всегда шла в ногу с уровнем научных и практических знаний человека. Изучая старинные монеты и технологию их производства, можно, как по срезу дерева, увидеть, на каком уровне в то или иное время находились знания людей в области металлургии. Как были развиты ремесла, понять, каковы были эстетические представления того или иного региона и времени, узнать какова была политическая и экономическая ситуация на тот исторический момент.
С помощью микроскопа и макрофото на поверхности монеты можно найти следы почти всех пошаговых процедур, которым подвергся кусочек металла, прежде чем стать монетой. Для каждого периода изготовления монет, мастера использовали ряд приемов, характерных только для этого отрезка времени или географического места чеканки. Знание технологических тонкостей операций, используемых при изготовлении старинных монет, поможет начинающему коллекционеру избежать досадных моментов, связанных с приобретением фальшивых экземпляров.

Археологи и нумизматы пришли к заключению, что монеты были изобретены в качестве платёжных средств в Средиземноморье между 700-600 годами до н.э. Через пару веков основным способом производства монет в Средиземноморье становится чеканка, а не литье, как это было на заре монетного производства. Чеканная монета имела целый ряд преимуществ перед отлитой в форме.
Визуально выбитая монета отличалась четкостью передачи мельчайших деталей рисунка штемпеля, которые не возможно было передать при отливке. Сам же процесс производства чеканной монеты был настолько технологически сложен и многоступенчат, что изготовление монеты такого же качества в кустарных условиях становилось невозможным. Чеканка служила и дополнительной «степенью защиты» от фальшивомонетчиков того периода: поддельная литая монета определялась визуально по участкам, не залитым металлом, по кавернам, оставленными пузырьками воздуха, нечеткости рельефа изображения и отсутствием характерного для подлинной монеты штемпельного блеска.
Монеты 6-го века до н.э. представляли собой кусочки металла округлой формы с объемным изображением. Технология их производства состояла из подготовки единичной монетной заготовки определенного веса, путем литья в форме или остужения капли металла на плоской поверхности. После изготовления нужного количества заготовок, они поступали на чеканку.
Штемпели изготавливались из бронзы, металла относительно мягкого, поэтому они очень быстро изнашивались и приходили в негодность. Именно этим объясняется огромное количество разновидностей штемпеля одного и того же типа монет. Чтобы штемпели служили дольше, ассистент мастера разогревал будущую монету в печи и щипцами подавал ее на нижний штемпель. Приставив верхний штемпель к раскаленному кружку серебра, мастер ударом молотка осуществлял чеканку монеты. Рабочая поверхность верхнего штемпеля (квадратного в сечении стержня) изначально не декорировалась, а представляла собой абстрактный высокорельефный геометрический узор, который, проникая в металл, способствовал лучшей прочеканке аверса.
Лидия, Крез (ок. 560-546 до н.э.) 1/2 статера.
Постепенно рисунок реверса усложнялся, квадраты и прямоугольники сменились сложными рисунками, появлялись буквы, пальметки и изображения растений. Следующим этапом в оформлении реверса стало помещение на нем негативного, вогнутого изображения аверса монеты. Этот тип монет характерен для греческих колоний Южной Италии.
Южная Италия, Метапонтиум в Лукании, номос (520-510 до н.э.)
С развитием техники чеканки и ростом мастерства художников и граверов, изображение на реверсе усложнялось и приобрело стилистическую и смысловую роль «второй скрипки», поддерживающей аверсную сторону монеты. Иерархия сторон учитывалась и при технологии изготовления монеты: верхний штемпель (реверс) изнашивался значительно быстрее, поэтому на нем размещали второстепенные по смыслу и значению изображения, а на нижнем штемпеле (аверс) чаще всего помещали изображение бога или правителя. Постепенно в процессе производства монеты и её дальнейшего обращения круглая форма монеты с двухсторонней чеканкой вытеснили прочие формы платёжного средства. И монета приобрела те основные черты и формы, которые практически не изменились и до наших дней.

Бронзовый верхний штемпель афинской тетрадрахмы, найденный в Египте, и реверс серебряной афинской монеты 4 в. до н.э.
Расцвет медальерного искусства античности пришелся на Классическую и Эллинистическую Грецию, подарившую нам высочайшие шедевры мелкой пластики. Монеты регулярного чекана древнегреческих полисов поражают высотой художественного и технического мастерства исполнения.
Декадрахма Сиракуз (400-395 гг. до н.э.)
Заимствованные у греков технологии сохранили и развили древние римляне. Монетный двор, расположенный на капитолийском холме, у храма Юноны Монеты, миллионными тиражами денариев с портретами императоров и девизами, прославляющими их победы, покрывал значительную часть потребностей обширной Римской империи в деньгах. В художественном отношении монеты Рима уступают лучшим эллинистическим образцам. Но заслуга римских монетных мастеров состоит в создании отлаженной, почти промышленной, технологии изготовления монет.
Монеты становятся не только платежным средством, но и средством пропаганды, с поразительной скоростью отвечающим на стремительно меняющуюся ситуацию в Империи. Сменяющие друг друга императоры стремились утвердить свою власть, чеканя монеты со своим именем и портретом, а затем прославляли свои победы на реверсе монеты.
Технологическим отличием производства римских денариев стал способ изготовления монетных заготовок. Большой тираж и сжатые сроки не позволяли тратить время на единичное производство. Поэтому металл отливался в формы, состоящие из ряда соединяющихся углублений. Жидкий металл, заполняя ванночку, переливался через край в соседнюю лунку и т.д.
Затем заготовки, соединенные литником, разрубались, после чего поступали в чеканку. Со временем этот способ был значительно усовершенствован. Слиток серебра определенного веса, предназначенный для изготовления монет, измельчался в стружку.
В соответствии с применяемой монетной стопой, чистый металл в пропорциях смешивался с лигатурой (чаще всего это была медь), и сыпучая смесь равномерно распределялась в несколько жаростойких литейных форм, в каждой из которых было определенное количество углублений, по размеру будущей монеты. В печи стружка металла запекалась, соединяясь в цельную заготовку.
Поэтому гурт римских денариев имеет неровную, шероховатую поверхность, характерную для конгломерата спекшихся частиц. Извлеченные заготовки плющились молотком и поступали на чеканку. Такой способ значительно сокращал затраченное на подготовку монетных кружков время и усилия монетариев. Так как металл, выделяемый на каждую монету, не взвешивался отдельно, то недостатком метода было значительное отличие каждого денария в весе, но зато можно было легко и точно контролировать общий расход материала и количество изготовленных из фунта монет.

Глиняные формы, в которых изготавливались монетные заготовки
Чеканка денариев производилась парой штемпелей, нижний из которых надежно закреплялся в тисках, а верхний держался рукой и приставлялся мастером непосредственно при чеканке. Горельеф римских монет, как и греческих, был высоким, и, чтобы все детали хорошо прочеканились, заготовку предварительно раскаляли в печи. Разогретая заготовка имела меньшую жесткость, что продлевало жизнь железных и бронзовых штемпелей.
Производство заготовок и сама чеканка были основными технологическими операциями при изготовлении монет. Но самым важным и ответственным процессом, который и определял вид будущей монеты, было изготовление штемпелей. На рабочей поверхности нижнего штемпеля всегда размещался портрет, а на торце верхнего – зеркальное изображение реверса. Это не просто традиция, а производственная необходимость, вызванная тем, что верхний штемпель всегда изнашивался быстрее нижнего, а изображение аверса было более значимо и сложно в изготовлении.

Денарий императора Максиминуса (235-238гг) и железные штемпели первых веков н.э.
Изготовлением штемпелей в Риме занимались граверы – scalptores monetae и при каждом монетном дворе составляли особую корпорацию, во главе которой стоял praepositus. Получив утвержденный эскиз изображения и текст легенды будущей монеты, мастера приступали к изготовлению инструмента чеканки. Заготовками штемпеля служили два бронзовых или железных стержня.
Будущий нижний штемпель для устойчивости был короче верхнего, который предстояло держать рукой. Торец штемпелей выравнивался, зачищался и полировался. Затем металлическим циркулем на рабочую поверхность наносилась разметка ободка и легенды.
Заранее заготовленным пуансоном, с силуэтом и объемом головы императора, на штемпеле чеканилась основа негативного изображения профиля. При помощи ряда более маленьких и простых пуансонов, с рабочей кромкой в виде точек, треугольников, полумесяцев, колец, на основу головы методом чеканки накладывались детали портрета.
Так появлялись нос, глаза, губы, волосы на голове и бороде, пока образ правителя не становился цельным и законченным. Трудно поверить, но мастер для изготовления реалистичного и живого портрета императора, почти всегда обходился без использования резца, работая над изображением лишь с помощью чеканки.
Когда портрет или фигурная композиция были закончены, мастер приступал к чеканке ободка и легенды. Практически все буквы латинского алфавита чеканились при помощи нескольких пуансонов: длинной и короткой «I», большой и маленькой «C» и «S». Когда изображение было готово, штемпели повторно полировались. На финальной операции уходили следы разметки и остатки металла, которые выдавливались пуансоном при нанесении углубленного изображения. После закалки штемпель был готов к чеканке монет.
Использование пуансонов не только упрощало производство штемпелей, но и обеспечивало единство стиля, однообразие и узнаваемость римских монет.
Так как верхний штемпель, в отличие от нижнего, был свободен и произвольно приставлялся к заготовке во время чеканки, римские монеты, в своём большинстве, имеют свободное соотношение аверса-реверса. Но с появлением сопряженного штемпеля, в поздней империи появились монеты, имеющие строгое соотношение сторон.

Сопряженный штемпель монеты Константа I с буквами антиохийского монетного двора,
найденный во Франции, и бронзовый фоллис этого императора, отчеканенный в Антиохии.
Источник: muzeydeneg.ru
Изготовление монет на заказ

Монеты юбилейные, свадебные, сувенирные, памятные.
Монеты могут быть с полированной и матованной поверхностью.
Монеты можно дополнить бархатной упаковкой с индивидуальным ложементом.
Как сделать заказ?
- Определиться, какие изделия вы хотите видеть в итоге – значки, медали, ордена, или что-то похожее.
- Также нам обязательно надо знать желаемый размер изделия и тираж. Если тираж пока не определился, можно заказать изготовление только образцов. Вы оплачиваете за образцы, мы их делаем полностью, вы утверждаете и определяетесь с тиражом. Оплаченные ранее средства за образцы в последующем вычитаются из стоимости тиража.
- Прислать макет согласно техническим требованиям. В случае, если вы не можете сделать макет, но понимаете, что именно вы хотите видеть (есть рисунки, эскизы, макеты в других программах), наши дизайнеры предоставят вам готовый макет совершенно бесплатно. Также, за отдельную плату, вы можете заказать у наших дизайнеров макет изделия с нуля. Мы вместе с вами представим, как должна выглядеть продукция, и предложим вам несколько вариантов (2-3) на выбор.
- Выбрать металл, способ крепления, упаковку для продукта. Также вы можете выбрать покрытие эпоксидной смолой (для придания сферичной прозрачности).
- Получить от нас расчёт стоимости продукции и внести предоплату (мы принимаем безналичный расчёт от физических и юридических лиц).
- Получить 3D модель изделия, а при необходимости готовый образец. Внести последние коррективы в макет (до изготовления сигнального образца) и запустить изделие к производству.
- Принять заказ, внеся оставшуюся часть суммы за изготовление вашей продукции.
- По умолчанию у нас стоит самовывоз, но по вашему желанию можно организовать и доставку готовых изделий до вашего города. Причем неважно, в какой части России вы находитесь. По Москве и области (до 100км) мы доставляем своими силами, в остальных случаях – с помощью транспортных компаний. Мы плотно сотрудничаем с такими «монстрами» России, как ПЭК, Байкал-Сервис, Деловые линии, Курьер Сервис Экспресс. Можно заказать доставку как до терминала вашего города, так и непосредственно «до двери». Сейчас отправлять грузы из Москвы стало еще удобнее: в течение 2-х часов с момента заказа машина заберет груз от нас и доставит его на ближайший терминал транспортной компании , откуда он будет направлен в любую точку России, Белоруссии, Казахстана, Армении и Киргизии
Галерея выполненных работ

Woodcraft Studio
Диаметр: 40 мм
Материал: латунь, чернение

10 лет Висмутяне
Диаметр: 30 мм
Материал: латунь, цветные эмали

К. Т. Молодый
Диаметр: 30 мм
Материал: мельхиор, чернение

90 лет Мострансавто
Диаметр: 20 мм
Материал: мельхиор

MIPT 2018
Диаметр: 15 мм
Материал: латунь, покрытие светлым оксидом
А. А. Остапец-Свешников
Диаметр: 30 мм
Материал: латунь

Морфлот
Диаметр: 25 мм
Материал: латунь
Все о монетах
Монета — это не только универсальное средство оплаты во все времена, но и уникальный, эксклюзивный подарок. Монета отличный подарок на юбилей, встречу сослуживцев, на открытие спортивного или иного мероприятия и конечно на свадебное торжество.
Памятные, юбилейные, сувенирные монеты можно изготовить как из латуни, золотистый цвет, так и из мельхиора, серебристый цвет. По Вашему желанию на монете может быть барельеф человека, надписи, рисунок с цветными эмалями и даже номинал.
Размер и толщина монеты могут варьироваться.
Историческая справка.
Самая маленькая монета России полушка была диаметром 13.2 мм. Самая большая монета изготовлена монетным двором г. Перт в Австралии — монета диаметром 80 см.
Преимуществом изготовления монет в ООО «Кофр–С» являются сжатые сроки, высокое качество и индивидуальный подход к каждому заказчику.
2007-2023 ООО “КОФР-С”
Изготовление значков, орденов и медалей на заказ.