Проволочный креатив
Ювелирное оборудование. Часть 1 -вальцы, фильеры.
Инфо сообщества
Name: Проволочный креатив
На этой странице
· mar_ya_morevna — (без темы) [+3]
· yunka — (без темы) [+3]
В этом месяце
10-фев-2012 04:53 pm
Собственно, никаких тонкостей и откровений в этих постах не будет, это просто для того, чтоб составить общее впечатление об основном ювелирном оборудовании.
Основное оборудование, без которого -ну никак при работе с драгметалом:
горелка
тигель и изложница
вальцы
фильера
бормашинка
и всякий мелкий ручной инструмент, с самым основным из которого проволочники знакомы, здесь в сообществе есть хороший обзор , на Ярмарке Мастеров недавно выложен хороший обзор в проволочном разделе, так что это и без меня найдётся.
Я, в основном, про то, с чем далеко не все сталкивались и не понятно, нужно ли оно в принципе.
Разделю на несколько частей, а то много получается для одного поста.
Я, конечно, понимаю, что самое интересное -это пайка и горелки, но это в следующем посте, данный пост -про вальцы и фильеры.
ВАЛЬЦЫ НЕ НУЖНЫ !!!
Собственно, чем отличается ювелирка от wire wrap и metall working: в ювелирке нет готовых заготовок -ни листов, ни проволоки нужной толщины и нужной жёсткости. Есть металл в неком виде -лом изделий, обрезки от предыдущих работ, слитки или монетки из банка, гранулы металла с аффинажа(аффинаж -выделение чистого металла из сплавов). Металл дорогой, так что приходится всё это перерабатывать -превратить в проволоку, листы и прочие заготовки, которые используются при ручной монтировке изделий.
Кратко, суть ручного изготовления ювелирных изделий сводится к следующему (литьё -там несколько по -другому):
Металл плавят в тигле при помощи горелки, расплавленный металл выливают в форму для заготовок — изложницу. Дальше заготовки прокатывают в вальцах до нужной толщины -делают листы и пруты, пруты потом продёргивают через фильеру(доска с дырочками разного диаметра) для получения проволоки. Потом из листов и проволоки вырезают и выгибают нужные заготовки, паяют , зачищают, шлифуют, полируют и получают шедевр.
тигель-это маленькая, как правило, керамическая мисочка.
Изложница делает заготовки под листы и под пруты -т.е. отливает очень толстый(несколько мм в толщину) лист и столбики квадратного сечения, в описаниях изложниц сказано, что именно она отливает. Заготовки получаются довольно толстые , иногда-корявые, их надо довести до требуемых размеров.
Заготовки под листы потом прокатывают в вальцах на гладких валах до нужной толщины -естественно, при этом лист в размерах увеличивается..
Заготовки под пруты тоже прокатывают в вальцах . Для этого в валах проточены специальные канавки-профили. Самые нужные -квадратные ручьи, из квадратных прутков потом делают проволоку. Естественно, столбик при этом удлинняется.
Вальцы.
Вальцы -приспособление для уменьшения толщины заготовок , в идеальном случае -ещё и для изготовления профильных прутов с квадратным, сегментным, Т-образным и т.п сечением).
Если совсем по-простому -вальцы нужны , чтобы «плющить заготовки», конечный эффект -типа как трамвай проехал, да не абы как, а аккуратно проехал.
Устройство -если кто видел совсем старые стиральные машины с ручным отжимом через валики -вот примерно так и устроено.
Основные требования -валики должны быть из хорошего, твёрдого металла, строго горизонтально, без перекосов,идеально отшлифованы, без выбоин.
Валики имеют гладкую поверхность для раскатывания листов и ручьи(проточки) для профильных прутов. У самодельных валов ручьёв как правило нет, приходится всё катать на плоских валах.
Поскольку вальцы — оборудование дорогое, а при совке -ещё и недоступное простому смертному, накоплен огромный опыт самостоятельного изготовления сего девайса. Наши кавказские друзья из республик с богатыми ювелирными традициями(Армения, Дагестан) делали самопальные вальцы и прочее оборудование вполне профессионально, то оборудование до сих пор пашет с советских времён, зачастую превосходит промышленное. Правда, чтоб совсем хорошо сделать -это надо с чертежами к токарю на завод, он и ручьи проточит в валах.
Про себя могу сказать -я когда начинала с металлом работать(а металл у меня планировался чисто вспомогательно -оправы, крепёж, самим по себе металлом я не планировала заниматься), решила -вальцы покупать не буду, буду разок в месяц ходить к знакомым раскатываться. В таком режиме я протянула где-то год, озверела и решила уже купить таки вальцы. Пыталась найти бу, самопал, была согласна на отсутствие редуктора, но , увы, не нашла, пришлось брать новые.
( А так у меня практически всё основное оборудование бушное и к тому же самопальное, в ювелирке самопал -вообще нормальная ситуация, более того, очень часто покупное оборудование приходится под себя дорабатывать).
Вальцы у меня вот такие

модель ЮМО В-9, обошлись в 24 тыр пару лет назад, это был наиболее бюджетный вариант на тот момент.
ЮМО -производитель и поставщик ювелирного оборудования, фирма питерская, есть представительства в других городах. Поскольку вальцы -штука тяжелая, под 30 кг -при заказе через интернет следует учитывать, что пересылка обойдётся дорого.
Сверху -ручка(которая в форме буквыТ) для подъёма и опускания валов(она крутится), за счёт этого меняется зазор между валами , и , соответственно, толщина заготовки на выходе. У современных покупных валов эта ручка по центру, она одновременно и равномерно опускает обе стороны валиков, у самодельных валов как правило приходится отдельно опускать каждую сторону валика, что неудобно, конечно.
Справа -ручка для кручения валиков. Бывают вальцы с электроприводом, но цена там из области фантастики.
Мои вальцы с редуктором-усилителем, суть его в том, что даже при небольшом усилии на ручку валики крутятся довольно сильно. У самопальных валов редуктора-усилителя обычно нет, но это не смертельно, я вполне могу на таких работать, что тяжелее крутятся — это конечно.
Работают так -выставили зазор между валами чуть меньше толщины имеющейся заготовки, крутим ручку справа, она крутит валы, заготовка между ними прокручивается и сплющивается,заготовку вынимаем, потом ещё опускаем валики, опять прокручиваем. Заготовка прокатывается по направлению от нас. Маленькую заготовку подают в валы деревянным бруском, чтоб пальцы не закатать. Через несколько прокатов металл отжигают, потому что при прокате, как и при любой механической обработке, металл становится твёрдым(нагартовывается, по старому -наклёпывается, из-за того, что его внутренняя структура уплотняется), катать становится тяжело, да и металл может треснуть. Отжиг горелкой возвращает металлу мягкость.
Если заготовку «повело» (перекосило, выгнуло) при прокате -после отжига её можно выровнять на наковальне
текстолитовым молоточком.
Самые левые проточки на моих валах -под обручалку(профиль как у обручального кольца), они съёмные, можно прикупить и поставить другие профили, потом идут плоские поверхности под листы, справа -проточки под квадраты.
На этих валах проточек немного, бывают вальцы, где ручьёв определенного профиля очень много. Ручьи катают до определенного размера сечения, потом для тонких прутов всё равно нужна фильера, если требуется сделать проволоку. Естественно, фильера должна начинаться от того размера дырок, до которого валы способны прокатать заготовку.
Да, круглых профилей на вальцах не бывает в принципе(почему -не знаю), заготовки под проволоку -изначально квадратные, так что при покупке валов, например самопальных -лучше чтоб они были,квадратные ручьи, иначе будут большие проблемы, с другой стороны -такие вальцы в разы дешевле, вполне можно тыщ за 5 найти приличные из советского наследия.Если всё же появятся вдруг валы без квадратных ручьёв -придётся катать квадратный профиль на плоских валах, последовательно сначала одну сторону заготовки, потом повернуть заготовку на 90 градусов,прокатать и т.д. -в принципе, реально, раньше так и катали.
Без остальных профилей можно пережить, даже обручалка не так уж нужна, её можно отковать или через фильеру дёрнуть.
Можно ли обойтись без вальцев? В принципе, ковка(молотком на наковальне) заменяет вальцы, но очень это занудно, хотя, говорят, при совке многие операции делали ковкой, вальцы, тем более хорошие, далеко не у всех были.
Вот здесь обсуждается, как исхитриться тянуть проволоку без вальцов, чтоб после изложницы -отковать и в фильеру, может, тем кто с серебром работает -пригодится. Горелка, изложница и фильера -всё же не столь негуманно стоят, как вальцы.
Для не ищущих простых путей:
здесь можно почитать про самодельные вальцы .
Здесь обсуждение про выбор вальцев http://www.jportal.ru/forum/forum60/topic8315/, в т.ч бушных и самопальных.
Я думаю, если заниматься чисто проволокой, даже серебряной -вальцы покупать небюджетно, если уж очень надо -сходить куда-нибудь раскататься, не так уж часто это надо, да и то только для серебра, остальные металлы(медь, латунь) -проще брать нужные заготовки, а обрезки выбрасывать.
А вот фильера, я думаю, проволочникам для серебра пригодится.
Фильера.
Фильера, она же волочильная доска -доска с дырочками различного диаметра. Дырочки в фильере круглого профиля уменьшаются через 0,05 или 0,1 мм. Протаскивая проволоку последовательно через дырочки, уменьшают её диаметр
К столу фильера крепится тисками(это на хозяйственном рынке продаётся).
Хорошая фильера сделана из твёрдосплавного металла или имеет твёрдосплавные вставки в дырочках.(Раньше фильеры были деревянные, буковые). нетвёрдосплавная фильера тоже вполне работает и стоит гораздо дешевле, вполне можно купить за 1000-2000 руб.,просто обращаться с ней поаккуратней -следить, чтоб опилки не попадали, бура, кислота чтоб не попадала, впрочем, это касается любой фильеры.
Дырки в фильере бывают не только круглые, но и квадратные, треугольные, чечевица, сегмент круга.
Вопреки распространённому мнению, через неё не так уж тяжело дёргать, титанических усилий не требуется. Через некруглые профили дёргать тяжелее, чем через круглые. Тонкую проволоку тяжелее дёргать, чем толстую потому что в процентном отношении за проход она должна гораздо сильнее утоньчиться, бывают фильеры, у которых для совсем тонкой проволоки шаг между диаметрами дырок уже не 0,05, а 0,025.
Подробнее о работе с фильерой можно почитать здесь
К сожалению,при изготовлении круглой проволоки без фильеры обойтись нельзя, так что моё мнение -надо брать, особенно, кто с серебром работает, чтоб не страдать в поисках проволоки нужного диаметра -покупать проволоку потолще(она и подешевле выходит), а из неё уже любую можно сделать.
Некоторые профили, квадрат к примеру, теоретически можно отковать молоточком на наковальне, регулярно отжигая, естественно. Кстати, у бюджетных вальцев нет проточек под квадраты маленького сечения, там до миллиметра с чем-то обычно, скорее ближе к 2мм, в плоских валах катать тонкую квадратную проволоку очень неудобно , так что -фильера с квадратным профилем дырок в помощь.
а что касается ссылок на ювелирные форумы, я в основном, спрашиваю на форуме компании Лассо(это тоже поставщик оборудования) -там довольно лояльная атмосфера, тёток бестолковых не особо пинают
http://www.jportal.ru/forum/ , особо полезен раздел «обмен опытом».
Есть ещё общеметалический форум http://www.chipmaker.ru/
- Метки: info, где достать/купить, инструменты, начинающим
Источник: wire-ru.livejournal.com
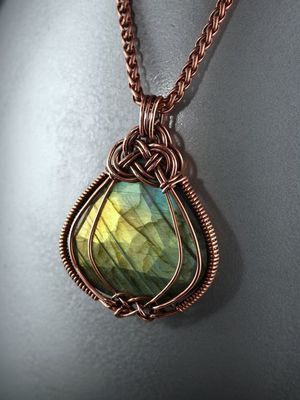
Техника вайрворкинг – создание драгоценностей из ювелирной проволоки



Искусство кручения проволоки − Wire Wrap (англ. проволочная работа) люди освоили раньше ювелирного дела. Современные творения известных зарубежных мастеров вдохновляют на творчество любителей хенд-мейда и профессиональных ювелиров. Мастера создают предметы декора, уникальные украшения из серебряной, медной, ювелирной проволоки, полудрагоценных, драгоценных камней.
История возникновения
Первые украшения в технике кручения мастера Древнего Египта, Персии делали из скрученных металлических полос, знатные дамы украшали ими прически. Позднее стали изготавливать стальную проволоку для военного снаряжения, рыболовных промыслов, серебряную и золотую – для швей.
Популярны кулоны в стиле стимпанк
С конца 19 века проволоку производят в промышленных масштабах, из нее плетут предметы быта, аксессуары для дома, украшения. Сейчас техника вайворкинга популярна, это признанное во всем мире направление декоративно-прикладного искусства со своими терминами, приемами, техникой.
В работе мастера вайворкинга используют инструменты, приспособления:
- кольца формируют ригелем;
- молотком придают нужную форму;
- полируют наждачной бумагой;
- плоскогубцами делают петли, другие детали;
- кусачками обрезают концы.
Детали отбивают на небольшой наковальне. Мелкие объекты обрабатывают на бормашине. Для создания узоров посредством кручения используют виджиг – специальную доску с колышками, отверстиями. Чтобы сделать металл мягким, мастера wire wrap используют горелку, детали соединяют паяльником.
Выбор ювелирной проволоки для украшений
Для создания ювелирного изделия подбирают несколько видов проволоки. От выбора материала зависит цена украшения:

- для создания изысканного аксессуара берут серебряную проволоку разной твердости;
- для изготовления петель, браслетов используют провода с эффектом памяти, изготовленные из черной стали;
- из литого золота делают дорогие, эксклюзивные кольца;
- для большей выразительности в работе используют французскую проволочную спираль из чистого серебра;
- недорогие варианты – провода из алюминия, меди, ниобия, с них начинают осваивать технику вайрворкинга;
- тигриный хвост – шнур из нержавеющей стали с нейлоновой обмоткой.
Алюминий – самый податливый материал
Для плетения небольших цепочек, основания колец берут материал диаметром не более 0,4 мм, для крепления бисера, кабошонов, необработанных камней, густой обмотки – 0,3 мм, крючки, штифты, серьги кольцевые из проволоки, подвески из стеклянного бисера делают из материала большего калибра (0,8−1 мм).
Красивые аксессуары для дома: каркас для абажура, кольца для салфеток плетут из толстого провода (1,3−1,6 мм). Основу шпилек, гребней, заколок, других модных украшений для волос делают особо прочной, берут провода сечением 1,7−2 мм.
Первые изделия в технике вайворкинга новички создают из технической меди, состав жил кабеля регулирует ГОСТ, поэтому вредные примеси в медных проводах отсутствуют, либо содержатся в минимальных количествах. Украшения из ювелирного серебра делают профессионалы.
Почему техника Wire Wrap популярна

Возможность создания драгоценностей из ювелирной проволоки привлекает творческих людей. Освоив азы техники вайрворкинга − выбор проволоки, все виды кручения, любители хэнд майда не останавливаются. На следующем этапе осваивают патинирование:
- электрохимическое;
- термическое;
- химическое.
Благодаря патинированию, кулоны, броши, серьги, выполненные в технике wire wrap, выглядят как старинные драгоценности. После обработки на поверхности изделия образуется оксидная пленка, она и создает эффект состаривания.
Посмотрите, как и с помощью каких инструментов сделать разные украшения из проволоки, в этом видео:
Источник: uvelirnoedelo.ru
Виды и применение воска в ювелирном деле

Резьба по воску — древняя традиция изготовления ювелирных изделий, насчитывающая 6000 лет.
Начиная с куска ювелирного воска; вы распиливаете и придаете ему нужную вам форму, как скульптор, работающий с камнем. Затем ваша готовая восковая деталь отправляется литейщику для отливки из любого металла, который вы хотите, в процессе литья по выплавляемому воску.
Резьба по воску — отличная техника, которой можно научиться, чтобы дополнить свои навыки изготовления ювелирных изделий, потому что это фантастический способ поэкспериментировать с доступным материалом. Вы также можете создавать более органические формы, которых трудно достичь с помощью традиционного листового металла и проволоки.
Типы воска в ювелирном деле
Существуют различные типы ювелирного воска, которые используются для разных целей.
- Напильник-воск. Некоторые воски, например пчелиный воск, слишком мягкие для вырезания и придания формы, и их проблематично использовать при высоких температурах, поэтому были разработаны изделия из напильника. Они разработаны специально для ювелиров, чтобы использовать их для напиливания и придания формы.
- Зеленый — очень твердый воск, его нельзя согнуть. Идеально подходит для острых краев, а также для сложной резьбы и тонкой гравировки.
- Фиолетовый. Общего назначения, жесткий с некоторой гибкостью.
- Синий. Менее жесткий и более гибкий, чем зеленый или фиолетовый. Хорошо подходит для округлых поверхностей и менее сложных конструкций. Это популярный выбор среди ювелиров, и мы предлагаем вам попробовать его в первую очередь
- Бирюзовый. Демонстрирует исключительную чистоту поверхности, особенно в углублениях. Сохраняет превосходную прочность, прочность и исключительную гибкость.
- Листовой воск — хорош для резки, формования и моделирования, но не так хорош для резьбы
- Восковая профильная проволока и трубка — воск в форме проволоки или трубки, может быть согнут и скручен, использоваться для петель и т. д.
Воск также можно приобрести в других формах, включая кольцо и плоское кольцо для вырезания колец и блоков. Размер и форма, которые вам нужны, зависят от вашей дизайнерской идеи, для более изящного дизайна кольца выберите небольшой диаметр воска, например 22,2 мм. Для более объемного вида выберите больший диаметр, например 27 мм.
Если вы будете работать над различными типами дизайна, выберите более толстый диаметр воска, так как он наиболее универсален
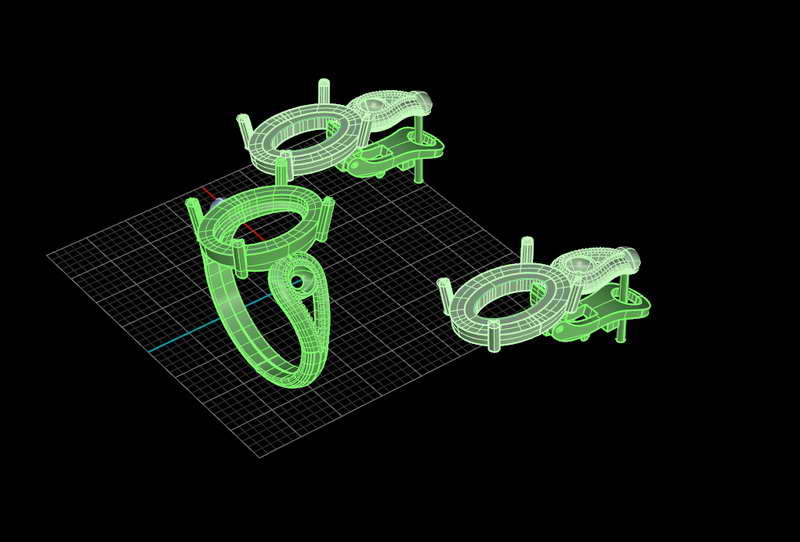
Когда применяется воск в ювелирном деле?
После завершения дизайна следующий процесс изготовления ювелирных изделий заключается в создании восковой модели со всеми мелкими деталями с помощью автоматизированной восковой машины. Компьютерный файл 3D-модели передается на фрезерный станок, чтобы вырезать восковую модель, или 3D-принтер вырастит точную копию украшения. Конечный результат восковой модели может быть математически точным и придавать ей механическое ощущение. Ручная резьба абсолютно необходима для создания более органичного дизайна, который демонстрирует яркие изгибы естественных форм и более мягкую чувствительность украшений. В отделе формования опытные формовщики будут использовать традиционную технику ручной обработки всех размерных и сложных деталей, чтобы превратить грубую восковую форму в тонкую резную восковую форму, в которой передовая технология не может быть воспроизведена.
Источник: 3dcast.ru