Ювелирная мастерская «Алекс Ювелир» располагает самыми современным технологическим оборудованием, с помощью которого удается произвести самые сложные виды работ по ремонту ювелирных украшений.
Ювелирная лазерная пайка позволяет аккуратно и быстро запаять любое ювелирное изделие. В некоторых случаях даже при увеличении нельзя определить место запаивания. С помощью лазерной пайки в Москве можно запаять почти любое ювелирное изделие, при этом происходит нагрев только рабочей зоны.
Опытные мастера проводят работу с помощью оборудования всего за несколько минут, сам клиент может пронаблюдать за всеми тонкостями и нюансами работы.
Три технологии
Существует три технологии пайки железа оловом:
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
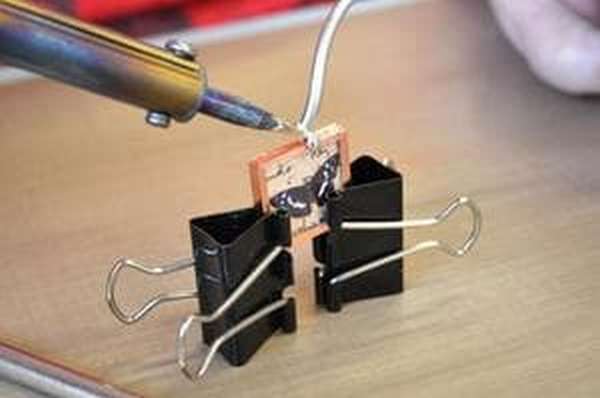
Урок Пайка Кольца в Стык
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести

Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Пайка меди газовой горелкой – припой.
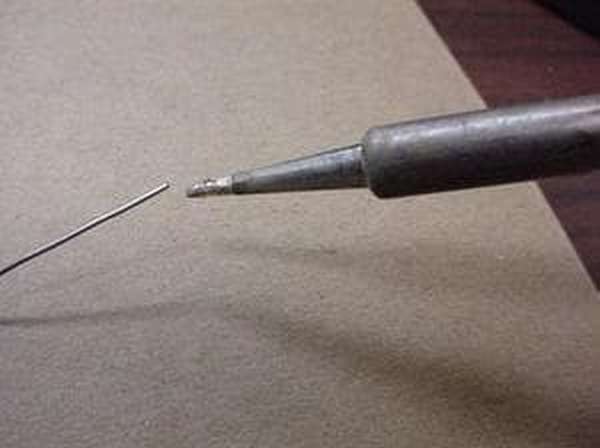
Для пайки меди можно использовать медно фосфорный припой. Температура плавления медно фосфорного припоя невысока. Припой медно-фосфорный обладает такой особенностью, что для его работы не нужен дополнительный флюс, так как в его составе имеется фосфор, который и выполняет все необходимые функции. Припой очень твердый, откусить кусочек для пайки практически невозможно.
Я бокорезами отламываю кусочки от прутка. Процесс не простой – кусочки разлетаются в разные стороны.
Перед пайкой медь лучше всего отбелить в “лимонке”. Обычную лимонную кислоту разведите в теплой воде и киньте туда заготовки из меди.
Медь можно паять и серебряным припоем в тех местах где не видно место спайки. Так же существуют и специальные медные, серебряные пасты для пайки.
Последовательность действий
Вот основные этапы данного процесса:
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа.
Лазерная пайка ювелирных изделий в Москве
Жителям столицы для ремонта ювелирных изделий советуем обратиться в ювелирную мастерскую «Алекс Ювелир», с расценками которой можно ознакомиться на сайте компании.
Сотрудничество с ювелирной мастерской имеет ряд преимуществ:
- всегда высокий сервис обслуживания;
- самые доступные цены в регионе;
- возможность отремонтировать ювелирные украшения любой степени сложности;
- работы проводятся максимально качественно и оперативно;
- индивидуальный подход к любому клиенту;
- гарантия на все виды работ;
- обслуживают только опытные мастера с высокой квалификацией;
- удобное месторасположение;
- приятные бонусы для каждого клиента.
Наша компания всегда рада новым клиентам, мы с удовольствием поможем восстановить первоначальную привлекательность и красоту любого ювелирного изделия. Использование только современного оборудования позволит сделать работу качественно за достаточно короткий промежуток времени. Мы также подскажем, как правильно ухаживать за вашими украшениями, чтобы они выглядели безупречно. Кроме этого, наша компания предоставляет ]алмазной гравировки[/anchor].
Особенности работы с оцинкованными изделиями
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Пайка меди газовой горелкой.
Не обращайте внимание на то, что на фото горелка профессиональная. Медь я предпочитаю паять именно такой (с баллоном) газовой горелкой. Проволоку берем толщиной 1 мм или толще. Заранее готовим кусочки медно фосфорного припоя. Какие размеры нужны для каркаса вы поймете после того как просмотрите фотографии.
Все зависит от объема дополнительных элементов, которые будете прикреплять к каркасу. Сначала спаяйте окружность каркаса, потом припаивайте перемычки. Можно спаивать сразу несколько стыков. Делаем все аккуратно – не “сожгите” саму проволоку. Припой должен равномерно растечься по проволоке заполнив стык.
После отжига медь становится мягкой. Чтобы придать меди жесткость немного сплющите весь каркас молотком на наковальне. Можно обработать каркас надфилем, отшлифовать медь.
Я заранее приготовил спиральки для этого украшения. Смотрите видео.
Далее действуем по плану (если он. конечно есть).
Спиралью мы ограничили кабошон по краям. Далее, оплеткой мы закрепляем кабошон, чтобы он не выпадал.
Смотри видео с примерами оплеток.
В итоге получаем вот такой кулон.
Не расслабляйтесь – мы еще не закончили. Рассмотрим еще один пример. Сначала – все как делали раньше.
Сразу крепим кабошон проволокой толщиной 1 мм к каркасу. Фиксируем кабошон в нужном месте.
Неожиданное решение. Да!?
Ну а дальше даем волю фантазии.
Я использовал “старые” обрезки спиралек.
Ну и оторвался по полной.
Круто, ДА!? Я не о кулонах, а о способе сборки с каркасом!
Посмотрите видео уроки по пайке
Кулоны (медь) я патинировал, полировал и потом покрыл лаком. Для патинирования (состаривания) меди можно использовать обычный аммиак, который продается в аптеках. Выливаем аммиак в банку и подвешиваем изделие НАД. раствором аммиака.
Можно использовать и специальные универсальные растворы для чернения.
Для полировки используем шлиф машинки (можно взять шуруповерт или дрель) с насадками. Применяем полировочные пасты.
Медь со временем будет темнеть. Чтобы избежать этого можно покрыть все изделие специальным лаком Цапон.
Изделия готовы. Можно носить, дарить или ПРОДАВАТЬ! Где и как продавать украшения ручной работы читай на моем сайте Заработок рукоделием!
Прикрепи Пин ниже как закладку на свою доску Пинтерест.
Как тебе мастер класс!? Понравился!? Не ленись, поделись с друзьями в соц. сетях. Буду благодарен.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Источник: instrumentbaza.ru
Пайка ювелирных изделий
Пайкой называют технологический процесс получения неразъемных соединений с помощью более легкоплавких металлических сплавов (припоев). Неразъемное соединение (спай) получается в результате взаимодействия расплавленного припоя с кромками основного металла. При этом припой внедряется между зернами основного металла и образует промежуточный слой (сплав припоя и основного металла). В результате диффузии (проникновения одного металла в другой) припоя с основным металлом припой может изменять свои свойства: цвет, пластичность, твердость. Диффузионное проникновение металлов зависит от режима пайки (температуры и времени нагрева).
Из всех видов пайки в ювелирном производстве применяют в основном газопламенную. В зависимости от условий пайку ведут газовыми или бензиновыми паяльными аппаратами. На предприятиях с централизованной подачей газов низкого давления используют двухканальные газовые горелки (пистолеты). Подача газа и давление воздуха регулируются кранами узлового штуцера (который соединен с горелкой резиновыми шлангами), тонкая регулировка пламени — кранами самой горелки.

В ювелирной практике применяется три типа газовых горелок: смесительного типа (при поступлении в мундштук горелки газовоздушной смеси); параллельной подачи газа и воздуха и инжекторного типа (при подаче газа под давлением). В горелках смесительного типа (рис. 1. Схема газовой горелки смесительного типа: 1 — жиклер, 2 — рассекатель, 3 — трубка подачи смеси. 4 — краy, 5 — газ, 6 — воздух) газ и воздух подаются по отдельным трубкам, смешиваются внутри горелки и смесь подается в форсунку горелки. Оптимальные сечения выходных отверстий этой форсунки рассекателя 8 мм, жиклера — 2 мм.

В горелках с параллельной подачей (рис. 2. Газовая горелка параллельной подачи газа и воздуха: 1 — кран, 2 — форсунка, 3 — жиклер) газ и воздух также поступают в горелку по разным трубкам и отдельно выводятся в форсунку. Оптимальные отверстия выходного потока форсунки для газа — 8 мм, воздуха — 0,9 мм. Давление (напор) пламени в таких горелках обеспечивает воздух.
В горелках инжекторного типа только один канал, по которому подается газ под давлением, обеспечивающим необходимый напор пламени. Воздух, необходимый для сгорания газа, засасывается в камеру разрежением через отверстия диафрагмы, и смесь подается в форсунку. Жиклер инжекторной горелки 0,12. 0,15 мм.

В мастерских, не имеющих городского газоснабжения и не оборудованных централизованным снабжением баллонным газом, применяют индивидуальные газовые или бензиновые аппараты. Для газовых аппаратов с принудительной (рис.
3.Принципиальная схема индивидуального газового аппарата с принудительной подачей воздуха: 1 — газовый баллон, 2 — прокладка, 3 — игольчатый кран, 4 — горелка,5 — резиновые шланги, 6 — принудительная подача воздуха) подачей воздуха используют бытовые газовые баллоны с редуктором и регулировочным краном, обеспечивающим низкое давление газа. Воздух подается компрессором или мехами под давлением, необходимым для напора пламени.
Для устранения пульсации пламени воздух пропускают через ресивер (сосуд емкостью 5. 10 л) Все соединения этого ап парата могут быть обе спечены гибкими резино выми шлангами. Допускается использовать любые двухканальные горелки. К газовым аппаратам без подачи воздуха подходят такие же бытовые газовые баллоны с краном для регулировки давления, необходимого для напора пламени и инжекторные одноканальные горелки. Соединение баллона с горелкой обеспечивают гибким шлангом высокого давления с надежным соединительным креплением на штуцерах. Все перечисленные газовые горелки обеспечивают температуру нагрева в пределах 1100°С.

Более высоким температурным режимом (до 1300 °С) обладает бензиновый паяльный аппарат (рис. 4. Бензиновый паяльный аппарат: 1 — меха, 2 — резиновый соединительный шланг, 3 — штуцер, 4 — заливное отверстие, 5 — бачок, 6 — горелка), состоящий из мехов для подачи воздуха, бачка для бензина (газообразователя) и горелки.
Оптимальные отверстия форсунки для выходного потока смеси — 10 мм, жиклера — 0,5 мм. Принцип действия бензоаппарата в следующем: в бачке с бензином под действием давления воздуха, создаваемого мехами, образуются пары бензина и подаются в горелку. Штуцер газообразователя имеет два канала — входной и выходной, которые категорически нельзя путать, подсоединяя шланги.
В случае изменения направления подачи воздуха неизбежен выплеск горящей жидкости из горелки. Бензиновый паяльный аппарат работает на высококачественном бензине, который заливают ниже уровня заливного отверстия. В качестве огнеупорной основы при пайке используют листовой асбест (асбестовый картон). Стандартные листы асбеста толщиной 5. 8 мм пригодны в качестве подкладочного материала.
Для удобства пайки используют различные настольные приспособления, покрытые асбестом, — лёткалы. Наиболее распространенный леткал представляет собой деревянный брусок высотой 15. 20 мм, на который набивается 1. 2 слоя листового асбеста. «Сыпучие» края асбеста увлажняют и приглаживают, чтобы асбест не засорял драгоценные опилки. Используют леткал до тех пор, пока поверхность асбеста остается ровной. Затем, когда асбест в результате пропитывания флюсом становится бугристым и непористым, асбестовый слой меняют.
Площадь леткалов выбирают произвольно в зависимости от характера работ и размеров изделий (деталей), которые необходимо уложить для пайки. Для удержания изделий в вертикальном положении пользуются специальными зажимами. Простейшие проволочные зажимы изготовляют из 1,5. 2-миллиметровой стальной проволоки, лучше нихромовой (никелехромовая сталь) прямо на леткале.
При изготовлении изделий партиями удобно иметь леткал с множеством проволочных зажимов для проведения данной операции на большом количестве изделий. Если на изделии за один прием есть возможность провести несколько паек с разных сторон, то пользуются вращающимся леткалом.
В качестве инструмента во время подготовки изделия к пайке, офлюсовывания, переноса изделий и укладки (установки) на леткале пользуются пружинными стальными пинцетами длиной 120. 160 мм. В процессе серийной пайки пинцетом удерживают припой (ленточный или проволочный) в момент пайки.
Припоями называют легкоплавкие металлические сплавы, с помощью которых получают неразъемные соединения. По общетехнической терминологии припои классифицируют по температурному режиму на особолегкоплавкие (до 145 °С); легкоплавкие (145. 450 °С); среднеплавкие (450. 1100 °С); высокоплавкие (1100. 1850 °С); тугоплавкие (свыше 1850 °С).
Ювелирная терминология определения припоев учитывает только газопламенную пайку (исключая контактную) и делит припои на мягкие, средние и твердые, имея в виду — легкоплавкие, среднеплавкие и тугоплавкие в диапазоне 650. 1100 °С.

Припои, используемые для пайки ювелирных украшений, маркируются и учитываются, как и все драгоценные сплавы, по процентному содержанию в них драгоценного металла. Деление припоев на мягкие, средние и твердые весьма условно, для серебряных и золотых сплавов будут разные температурные режимы мягких и твердых припоев. Мягкими припои называют в тех случаях, когда температура плавления припоев значительно ниже температуры плавления основных (спаиваемых) металлов.
Припои, температура плавления которых близка к температуре плавления основных металлов, называют твердыми. Характеристика припоев кроме процентного содержания драгоценного металла и температуры плавления может быть выражена понятиями — цвет, текучесть, пластичность, прочность.
Цветовая характеристика припоя в большей степени относится к золотому, цвет которого должен быть максимально приближен к основному сплаву. Текучесть припоя — это его способность в расплавленном состоянии растекаться по поверхности (по шву). Пластичность припоя — возможность деформации паяного шва. Прочность — возможность паяного шва выдерживать нагрузки на разрыв.
От правильного выбора припоя во многом зависит качество будущего изделия и трудоемкость дальнейшей работы над ним. При выборе припоя учитываются массы спаиваемых деталей, величина зазора, текучесть, температура плавления и Цвет припоя. В золотых изделиях проба припоя должна максимально соответствовать пробе основного металла, чтобы готовое изделие со всеми пайками не превысило разницу в 0,5 % относительно заявленной пробы изделия.
Источник: uvelir.info
Пайка серебра в домашних условиях с помощью горелки и паяльника
Серебро относится к наиболее распространенным драгметаллам благородного характера, которые используются не только для изготовления ювелирных украшений, но и для оформления предметов декора и других дизайнерских решений. Если уметь паять серебро своими руками, можно быстро создать интересный и оригинальный декоративный предмет в домашней мастерской.
Общие принципы
Соединение металлических изделий осуществляется с помощью более легкоплавкого материала. Сам процесс плавки и пайки серебра выглядит просто и определяется сферой применения конечного продукта, а также типом используемого металла. Например, при ремонте какого-либо украшения и соединении печатных плат можно использовать разные методики, но лучше паять с помощью паяльника.
Что касается припоя для работы по соединению серебра, то он продается в любом магазине хозяйственных товаров. Желательно использовать тугоплавкие составы с высокой температурой плавления — от 240 градусов Цельсия. Также при выполнении такой работы следует задействовать специальную пасту или сплав стандарта ПСр 2.
Средство для пайки несложно сделать своими руками. Для этого потребуются следующие металлы:
- 30 процентов цинка.
- 25 процентов меди.
- 45 процентов серебра.
Для расплавления компонентов следует задействовать муфельную печь под флюсом. Полученный состав выливается на подложку, а затем его обрабатывают вальцовочным оборудованием (для изготовления пластинок толщиной 0,5 миллиметров).
Если необходимо соединить серебряные изделия, нужно взять полосы с шириной 1−3 мм и отрезать от них небольшие участки соответствующей длины. На этапе пайки на обрабатываемый участок должны воздействовать потоки воздуха, а для предотвращения возможного окисления и других разрушающих процессов берут флюс (колофоний). Во время нагревания он равномерно проникает по всей площади металла и автоматически сглаживает сварочные швы и другие видимые дефекты.
Выбор припоя

Перед тем как запаять серебряное кольцо в домашних условиях, нужно внимательно исследовать базовые физико-химические свойства этого драгметалла. Любой контакт с горелкой или паяльником должен осуществляться с учетом всех правил безопасности, так как любые ошибки могут нанести ущерб не только изделию, но и паяльщику.
Серебро вступает в стадию плавления только при температуре 960 градусов Цельсия, а это средний показатель для большинства металлов, на основе которых создают ювелирные украшения. Температура плавления напрямую зависит от содержания чистого металла, находящегося в составе сплавов. Чтобы пайка оказалась максимально качественной, необходимо правильно выбрать подходящий вариант припоя, который является прочным паяным соединением и может использоваться как для цветного металла, так и для черного.
К прочтению: Онлайн график котировок на палладий: цена за 1 грамм на сегодня + стоит ли инвестировать
Швы, которые соединяются с помощью качественного состава, не боятся воздействия коррозийных процессов, не поддаются деформации, а также сохраняют прочность даже при продолжительной эксплуатации. Главным преимуществом правильно выполненной пайки является антикоррозийная защита.
Подготовка инструментов
Чтобы починить какое-либо ювелирное изделие дома, следует заранее подготовить ряд инструментов и подручных средств:
- Кирпичная плита или любое другое основание, способное выдерживать воздействие экстремально высоких температурных показателей.
- Серебряный припой.
- Флюс.
- Травильная кислота.
- Серная печень.
- Кусачки, пинцет и медные щипцы.
- Светлая материя.
- Газовая горелка или любой другой инструмент, который необходим для конкретного способа пайки.
При повреждении любимого ювелирного украшения многие люди сразу же бегут в мастерскую к специалисту. Если финансовые возможности позволяют, то можно не задаваться вопросом самостоятельного спаивания изделия. В противном случае предмет можно спаять в домашних условиях, используя простое оборудование и подручные средства.

Для реализации такой задачи чаще всего используют электрический паяльник или газовую горелку. Каким способом спаять изделие — решение сугубо индивидуальное. Если задействовался электрический паяльник с температурой плавления до 350 градусов, то он вряд ли сможет решить поставленную задачу, так как серебро нуждается в более глубоком прогреве. Специалисты задействуют профессиональное оборудование с тонким жалом — оно гарантирует максимальную точность пайки. Хотя для большинства среднестатистических задач вполне подходит стандартный размер жала.
Применение паяльника

Процесс пайки серебра в домашних условиях паяльником не является слишком сложным или трудоемким. При соблюдении простых рекомендаций можно самостоятельно спаять данный металл без особых затрат времени и усилий. Перед тем как начать работу, нужно провести подготовку флюса и припоя. Зачастую для этого используют 60% олова и 40% свинца, так припой начинает расплавляться уже при температуре 180%.
На подготовительном этапе следует тщательно обработать поверхность изделия и избавиться от различных дефектов. Также нужно удалить пленку окислов, которая появляется со временем. В данном случае припой даст возможность достичь внутреннего слияния с металлом.
Обрабатываемый участок необходимо тщательно прогреть, чтобы температура нагрева достигла той отметки, при которой металл начинает плавиться. Для этого следует задействовать мощный паяльник или комплексную паяльную станцию. Кроме этого, изделие нужно защитить от воздействия кислорода, используя тот же флокс. Вещество создаст над местом стыков специализированную пленку. Колофоний равномерно распределится по плоскости металла, скрыв любые визуальные дефекты.
Паяльное оборудование подходит и для обработки ювелирных украшений с целью их ремонта. В таком случае важно использовать высокотемпературную технологию. Температура прогрева материала должна соответствовать пробе серебра.
Использование газовой горелки

При использовании газовой горелки нужно найти хороший вентилятор для проветривания помещения. Для уменьшения объемов дыма, который образуется в результате пайки, важно не только запустить вентиляцию, но и открыть все окна. Осуществляя пайку, следует направлять сильные струи максимально дальше от места работы.
Перед использованием газовой горелки необходимо подготовить емкость с водой. При этом обрабатываемая деталь должна разместиться в ней полностью. При пайке украшений таким методом лучше использовать плоский наконечник, так как заостренные модели слишком интенсивно отводят тепло.
Процесс соединения металлических вставок состоит из таких этапов:

- Необходимо расположить элементы на огнеупорной поверхности, обеспечив максимально жесткую фиксацию деталей в отношении одна к одной. Для лучшей реализации такой задачи рекомендуется применить нихромовую проволоку и зажимы.
- Далее, следует очистить поверхность изделия от окисей и нанести тонкий слой колофония.
- На следующем этапе можно переходить непосредственно к пайке. На выбранном участке, который будет поддаваться воздействию сварки, следует разместить небольшое количество припоя, а горелку удерживать возле боковой части детали. После этого можно начинать прогревать изделие, соблюдая осторожность.
- Для заполнения образованных трещин нужен припой с минимальным количеством частей серебра. Если нужно достичь максимально прочного соединения, нужно выбирать составы с максимальным их количеством.
- Остается провести финишную обработку, тщательно очистив изделие от флюса. Оставшийся припой устранить надфилем или наждачной бумагой. Поверхность изделия дополнительно покрывается кислотой для его осветления и избавления от дефектов.
Газовая горелка для пайки серебра продается в каждом специализированном магазине или гипермаркете. При этом научиться правильно паять с помощью такого прибора может каждый желающий.
Обработка оловом

Плавка и пайка серебра может осуществляться и с помощью олова, но из-за невозможности выполнить ремонт изделия в будущем такой вариант не пользуется популярностью. Если мастер из ювелирной компании не знает, что украшение когда-то обрабатывалось с помощью олова, и начинает пайку обычным припоем с высоким температурным режимом, изделие просто сгорает и становится непригодным для ремонта.
Для обработки ювелирных украшений из серебра не рекомендуется использовать не серебряные припои, например, из свинца. Так как подобная методика не позволяет достичь высокой точности и оставляет после себя видимые следы на изделии, удалять которые совсем непросто. Кроме того, большинство украшений постоянно взаимодействуют с человеческим телом, а высокая токсичность свинца может привести к тому, что он, проникнув в кожу, вызовет множество негативных последствий.
В случае с оловянными припоями ситуация выглядит немного иначе, так как они не настолько токсичны, как свинцовые, но достичь идеально ровного шва не удастся. К тому же олово сильно темнеет, и зона пайки становится визуально видимой. При необходимости проведения повторной пайки олово банально сгорит.

Важно избегать попадания большого количества припоя на изделие, так как это может привести к образованию комочков. Если такие дефекты появились и избавиться от них уже невозможно, их следует убрать пилочкой. При попадании кислотного раствора на одежду или кожу следует максимально быстро промыть ее холодной водой.
Соблюдение простых правил позволит обезопасить себя от непоправимых последствий, а также сохранить дорогое изделие от повреждения. Несомненно, навыки пайки могут оказаться полезными не только для профессиональных мастеров ювелирных компаний, но и для людей, которым приходится работать с цветными металлами в том числе и с серебром.
Источник: xn—-ntbhhmr6g.xn--p1ai