Как рассчитать длину заготовки для обручального кольца
Длина заготовки зависит и от диаметра камня, и от его высоты. При определенной конусности с увеличением высоты каста будет увеличиваться и разница между диаметрами нижнего и верхнего оснований каста. Для расколачиваемого каста цилиндрическую заготовку делают по размеру малого основания, чтобы затем расколотить из него конус с размером большого основания, равным камню. Соотношение высоты каста (ширины заготовки и разницы диаметров оснований) 3:1. Например, у каста высотой 6 мм разница между диаметрами верхнего и нижнего оснований должна быть 2 мм, у 9 мм — 3 мм и т. д.
Длину заготовки на касты рассчитывают по упрощено формуле для расчета обручальных колец с учетом конусности каста. Например, каста с диаметром большого основания D-10 мм, высотой Н-9 мм и только ной стенки h — 0,8 мм расчет будет: диаметр малого основания d p 10-3=7 мм; длина заготовки по диаметру 3d+4h=3-7+4-0,8=24,2 Для удобства формулы для расчета метра малого основания по размеру.
ОБРУЧАЛЬНЫЕ КОЛЬЦА процесс изготовления от #AlexKash
Для примера рассчитаем по формуле, длину заготовки на тот же каст диаметром 10 мм, высотой 9 мм, толщиной стенки 0,8 мм: 3D-5,8= =3- 10-5,8=24,2 мм. Обычно высота камня увеличивается с увеличением его диаметра, постоянная высота бывает только у стандартных камней. Так, высота 10-миллиметрового камня может быть от 6 до 9 мм, а в некоторых случаях и больше. Однако безгранично расти высота камня тоже не может, и даже у камней диаметром более 20 мм высота каста редко превышает 15 мм.
Рис. Стадии изготовления каста:
а — заготовка, l — длина, Н — ширина, (высота каста), h — толщина (толщина стенки каста);
б — свернутая в кольцо заготовка, в — сфугованная заготовка.
Заготовку на каст сворачивают в кольцо и фугуют круглогубцами. Сфугованную заготовку спаивают по фуге. После отбеливания приступают к расколачиванию на шпераке, который предварительно вбивают ножкой в торец бревна (65-70 мм высотой). Располагают шперак коническим рогом от себя, и на него до упора надевают цилиндрическую заготовку.
Расколачивают заготовку металлическим молотком, пальцами вращая заготовку и расклепывая ее стенки по окружности ближнего к себе (к утолщению рога) края. По мере расклепывания каст глубже садится на рог и все большая площадь захватывается молотком для удара. Вращая каст по окружности и равномерно распределяя удары, следят за тем, чтобы каст принимал ровную конусность, стенки нижнего (малого) основания при этом почти не расклепывают.
Для примера рассчитаем по формуле, приведенной в табл. 16, длину заготовки на тот же каст диаметром 10 мм, высотой 9 мм, толщиной стенки 0,8 мм: 3D-5,8= =3- 10-5,8=24,2 мм. Обычно высота камня увеличивается с увеличением его диаметра, постоянная высота бывает только у стандартных камней. Так, высота мер каста приблизится к норме для точного определения, верхнее основание запиливают напильником и камень накладывают на каст. Диаметр камня должен быть меньше наружного диаметра каста и больше внутреннего, так чтобы для закрепки камня осталось 0,4-0,5 мм стенки.
КАК РАССЧИТАТЬ КОЛИЧЕСТВО КАМНЕЙ в обручальном кольце мастер класс от #AlexKash
После расколачивания каст отжигают (иногда отжиг проводят в процессе расколачивания) и обрабатывают. Нижнее основание каста заполняют напильником параллельно верхнему и перпендикулярно оси, а снаружи каст опиливают, выравнивая забоины и другие дефекты. Крупные касты опиливают в руках, а мелкие насаживают на деревянные цигалки (стержни). Если каст должен быть гладким, без прорезного (ажурного) узора, то после опиливания изготовление круглого каста считают законченным.
Источник: www.gravbiz.ru
Изготовление ювелирных украшений простой группы
Тема 1.1. Изготовление обручального кольца с плоским профилем.
Цель: ознакомление с технологическим процессом изготовления ювелирных изделий ручным способом на примере обручального кольца с плоским профилем: определение параметров заготовки с контрольного образца (длина, ширина, толщина металла), формула расчета длины заготовки, заготовительные операции, монтировочные операции, шлифование, полирование; требования, предъявляемые к практической работе; возможные виды брака при выполнении технологических операций, предупреждение брака, их предупреждение и устранение.
Вариант обручального кольца с плоским профилем
| Рисунок 36. Обручальное кольцо плоского профиля |
Оборудование, материал, инструменты, приспособления: ювелирный верстак, светодиодный светильник, финагель со струбциной, держатель для бормашины, бормашина, стул, вальцы, латунь, муфельная печь, металлическая линейка, чертилка, ювелирный лобзик, пилки, разметочный циркуль по металлу, напильник с плоским профилем, напильник с полукруглым профилем, фасонные надфили, ручные деревянные тиски, наждачная бумага, контрольный образец обручального кольца с плоским профилем
Ход работы: прокатка металла; термическая обработка металла; расчет длины заготовки для кольца; отрезание расчетной длины заготовки для кольца; гибка заготовки; стыковое соединение срезов заготовки; обработка зазора стыкового соединения перед пайкой; пайка заготовки; отбеливание, промывка; сушка; опиливание места пайки (спиливание лишнего припоя); правка на ригеле; контрольная проверка размера кольца; контрольная проверка пайки стыкового соединения; опиливание внутренних, торцевых, внешних поверхностей изделия; шлифование; обработка специальным инструментом – гладилкой по всем поверхностям изделия; снятие фаски по внутреннему контуру кольца; полирование.
Тема 1.2. Изготовление обручального кольца полукруглого профиля (придание профиля ручным способом, методом опиливания).
Цель: ознакомление с технологическим процессом изготовления ювелирных изделий ручным способом на примере обручального кольца полукруглого профиля (формообразование профиля заготовки ручным способом, методом опиливания): определение параметров заготовки с контрольного образца (длина, ширина, толщина металла), формула расчета длины заготовки, заготовительные операции, монтировочные операции, шлифование, полирование; требования, предъявляемые к практической работе; возможные виды брака при выполнении технологических операций, предупреждение брака, их предупреждение и устранение.
Оборудование, материал, инструменты, приспособления: ювелирный верстак, светодиодный светильник, финагель со струбциной, держатель для бормашины, бормашина, стул, вальцы, латунь, муфельная печь, металлическая линейка, чертилка, ювелирный лобзик, пилки, разметочный циркуль по металлу, напильник с плоским профилем, напильник с полукруглым профилем, фасонные надфили, ручные деревянные тиски, наждачная бумага, контрольный образец обручального кольца полукруглого профиля.
Вариант обручального кольца полукруглого профиля

| Рисунок 37. Обручальное кольцо полукруглого профиля (придание формы ручным способом) |
Ход работы: прокатка металла; термическая обработка металла; расчет длины заготовки для кольца; отрезание расчетной длины заготовки для кольца; гибка заготовки; стыковое соединение срезов заготовки; обработка зазора стыкового соединения перед пайкой; пайка заготовки; отбеливание, промывка; сушка; опиливание места пайки (спиливание лишнего припоя); правка на ригеле, контрольная проверка размера кольца; контрольная проверка пайки стыкового соединения; формирование полукруглого профиля режущим инструментом – напильниками и надфилями; опиливание внутренних, торцевых, внешних поверхностей изделия; шлифование; обработка специальным инструментом – гладилкой по всем поверхностям изделия; снятие фаски по внутреннему контуру кольца; полирование.
Тема 1.3. Изготовление обручального кольца полукруглого профиля механическим способом (с помощью вальцов).
Цель: ознакомление с технологическим процессом изготовления ювелирных изделий ручным способом на примере обручального кольца полукруглого профиля (придание полукруглого профиля с помощью вальцев): определение параметров заготовки с контрольного образца (длина, ширина, толщина металла), формула расчета длины заготовки, заготовительные операции, монтировочные операции, шлифование, полирование; требования, предъявляемые к практической работе; возможные виды брака при выполнении технологических операций, предупреждение брака, их предупреждение и устранение.
Оборудование, материал, инструменты, приспособления: ювелирный верстак, светодиодный светильник, финагель со струбциной, держатель для бормашины, бормашина, стул, вальцы, латунь, муфельная печь, металлическая линейка, чертилка, ювелирный лобзик, пилки, разметочный циркуль по металлу, напильник с плоским профилем, напильник с полукруглым профилем, фасонные надфили, ручные деревянные тиски, наждачная бумага, контрольный образец обручального кольца полукруглого профиля.
Вариант обручального кольца полукруглого профиля

| Рисунок 38. Обручальное кольцо полукруглого профиля (придание формы профиля с помощью вальцев) |
Ход работы: прокатка металла; термическая обработка металла; расчет длины заготовки для кольца; отрезание расчетной длины заготовки для кольца; гибка заготовки; стыковое соединение срезов заготовки; обработка зазора стыкового соединения перед пайкой; пайка заготовки; отбеливание, промывка; сушка; опиливание места пайки (спиливание лишнего припоя); правка на ригеле, контрольная проверка размера кольца; контрольная проверка пайки стыкового соединения; формирование полукруглого профиля с помощью профильных валков полукруглого сечения на вальцах; опиливание внутренних, торцевых, внешних поверхностей изделия, шабрение шлифование, обработка специальным инструментом – гладилкой по всем поверхностям изделия; снятие фаски по внутреннему контуру кольца; полирование.
Вопросы к IV главе:
Перечень вопросов к устному ответу по теме: «Работы по выпиливанию лобзиком»:
1. Каковы основные условия безопасной работы в учебной мастерской?
2. Правила безопасной работы с лобзиком.
3. Как производится проверка прямолинейности плоскостей металлической заготовки?
4. Как называется ручной инструмент ювелира, который применяется для выпиливания, пропиливания металлических заготовок, из каких частей он состоит?
5. Перечислите пункты классификации пилок.
6. Как правильно установить пилку в зажимных губках лобзика?
7. Положение лобзика при выпиливании?
8. Что такое разметка?
11. Для чего применяется разметка заготовок?
12. Как скопировать разметку рисунка на заготовку?
13. Как добиться четкого пропиливания рисунка и увеличения скорости выполнения?
14. Как правильно нужно держать заготовку?
15. Как нужно работать лобзиком при поворотах?
16. Как выпилить внутренний контур рисунка?
17. Что происходит с пилочкой при продолжительной работе?
18. Чего нельзя допускать при работе лобзиком?
19. Какой способ обработки металла называется опиливанием?
20. В каких случаях применяют опиливание металла?
21. Какие возможны виды брака при опиливании и в чем их причины?
22. Какие правила техники безопасности надо соблюдать при опиливании металлов?
1. Перечень вопросов к устному ответу по теме: «Изготовление обручальных колец».
2. Перечислите типы обручальных колец.
3. Как рассчитать длину заготовки для изготовления обручального кольца?
4. Какой инструмент используют как правочный?
5. Каким инструментом пользуются для разметки заготовки?
6. Какими свойствами должны обладать ювелирные припои?
7. Как готовят флюсы для пайки?
8. Перечислите инструмент, применяемый для опиливания?
9. Какие виды шаберов применяют в ювелирной монтировке?
10. Назовите основные виды дефектов колец.
11. Какие виды полирования используют применяют для полировки обручальных колец?
12. В чем преимущества и недостатки каждого вида полирования?
Необходимый список ручного инструмента для выполнения практических работ по дисциплине «Технология изготовления ювелирных изделий»:
1. Напильники (производство Швейцария: плоский — № 2, полукруглый — № 3);
2. Надфили (производство Швейцария длина 150 – 200 мм: плоский № 2, полукруглый № 3, круглый № 3, трёхгранный №3, барреттный №4, разновыпуклый №4;
3. Шабер (Vollorbe LO-0653-2 или LO-0653-2,5, рабочая длина – 50 или 65 мм;
4. Плоскогубцы, круглогубцы, узкогубцы, кусачки (производство Швейцария, Россия, Германия);
5. Лобзик (Германия, средний размер) с раздвижной конструкцией и зажимным соединением;
6. Пилки для лобзика – 3/0, 4/0;
7. Тисочки ручные (деревянные с клином);
8. Киянка (текстолитовая, деревянная – диаметр 45 мм;
9. Молоток металлический ювелирный (30 — 50 гр. с квадратным бойком);
10. Тиски ручные (металлические);
12. Пинцеты для пайки 2 шт. (титановый и стальной с зажимом);
13. Пинцет для пайки самозажимающийся загнутый 163мм;
14. Измерительный инструмент – штангенциркуль (0-125мм);
15. Сверла в наборе (от 0,5 мм до 1,5 мм);
16. Металлическая линейка (150 мм);
17. Наждачная бумага – зернистость:1500, 1000, 800, 600 и 320;
18. Ящик для хранения инструмента.
Список используемой литературы
1. Андрющенко А.И. Руководство золотых и серебряных дел мастерства/А.И. Андрющенко – Нижний Новгород: Нижегородский гуманитарный центр, ООО «Сапфир НН»,1996. – 211с.
2. Бреполь Э. Теория и практика ювелирного дела. Пер. с нем. 13-е изд. доп., / Э. Бреполь; ред. Ю.Н. Баскаков. – Санкт-Петербург: Соло, 2000. – 528 с. – ISBN 5-901367-01-4
3. Галанин С.И., Арнольди Н.М., Зезин Р.Б. Технология ювелирного производства: учебное издание / С.И. Галанин, Н.М Арнольди, Р.Б. Зезин / под общ. Ред.
Ю.А. Василенко. – Москва: СПМ-Индустрия, 2017. – 511с. – ISBN 978-5-906410-12-2
4. Комягин Ю.П. Новиков В.П. учебник ювелира –монтировщика: учебное пособие для ПТУ. – Ленинград: Машиностроение. Ленингр. отделение, 1986. – 304с.
5. Луговой В.П. Технология изготовления ювелирных и художественных изделий: учебное пособие / В.П. Луговой. – Ростов н/Д: Феникс, 2018. – 502 с. – ISBN 978-5-222-26126-2
6. Марченков, В.И. Ювелирное дело: учеб. пособие для средн. проф.-техн. учеб. заведений. 2-е изд., перераб. и доп. / В.И. Марченков. – Москва: Высш. шк., 1984. – 192 с.
7. Новиков В.П. Практикум по ювелирному делу / В.П. Новиков. – Санкт-Петербург: Континент, 2005. – 944 с. – ISBN 5-900484-13-0
8. Тойбл, К. Ювелирное дело, / К. Тойбл. Пер. с чеш. А.Н. Устинович. – Москва: Легкая и пищевая промышленность, 1982. – 200 с.
9. Флеров, А.В. Материаловедение и технология художественной обработки металлов / А.В. Флеров. – Москва: Высш. школа, 1981. – 288 с – ISBN 5-94232-013-6
10. Шнейдер, Г.А. Основы художественной обработки металла: учебное пособие для сред. ПТУ / Г.А. Шнейдер. – Москва: Издательство «Высшая школа», 1986. – 158 с.
[1] Ю.П. Новиков В.П. учебник ювелира –монтировщика: учебное пособие для ПТУ. – Л.: Машиностроение. Ленингр. отделение, 1986. – 304с.
[2] Марченков, В.И. Ювелирное дело: учеб. пособие для средн. проф.-техн. учеб. заведений. 2-е изд., перераб. и доп. / В.И. Марченков. – М.: Высш. шк., 1984. – 192 с.
Источник: infopedia.su
Расчет размеров заготовки при гибке

Рассмотрим ситуацию, которая нередко возникает на гибочном производстве. Особенно это касается небольших цехов, которые обходятся средствами малой и средней механизации. Под малой и средней механизацией я подразумеваю использование ручных или полуавтоматических листогибов.
Оператор суммирует длину полок, получает общую длину заготовки для требуемого изделия, отмеряет нужную длину, отрезает и.. после гибки получает неточное изделие. Погрешности размеров конечного изделия могут быть весьма значительными (зависит от сложности изделия, количества гибов и т.д.). Все потому, что при расчетах длины заготовки нужно учитывать толщину металла, радиус гибки, коэффициент положения нейтральной линии (К-фактор). Именно этому и будет посвящена данная статья.
Честно говоря, произвести расчет размеров заготовки несложно. Нужно только понять, что нужно брать в расчет не только длины полок (прямых участков), но и длины криволинейных участков, получившихся ввиду пластических деформаций материала при гибке.
Притом, все формулы уже давно выведены «умными людьми», книги и ресурсы которых я постоянно указываю в конце статей (оттуда вы, при желании, можете получить дополнительные сведения).
Таким образом, для расчета правильной длины заготовки (развертки детали), обеспечивающей после гибки получение заданных размеров, необходимо, прежде всего, понять, по какому варианту мы будем производить расчет.
Вариант 1 |
Вариант 2 |
| Lt = A + B + BA | Lt = A + B – BD |
| Lt – общая длина плоской заготовки; А и В – см. рисунок; ВА – припуск | Lt – общая длина плоской заготовки; А и В – см. рисунок; BD – вычет |
Таким образом, если вам нужна поверхность полки А без деформаций (например для расположения отверстий), то вы ведете расчет по варианту 1. Если же вам важна общая высота полки А, тогда, без сомнения, вариант 2 более подходящий.
Вариант 1 (с припуском)

а) Определить К-фактор (см Справочную);
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) Суммировать длины этих отрезков. При этом, длины прямых участков суммируются без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Так, например, для заготовки с одним гибом, формула будет выглядеть следующим образом:
Где X1 – длина первого прямого участка, Y1 – длина второго прямого участка, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Причем, нам придется считать длину каждой полки отдельно, прежде чем задавать точку перемещения заднего упора станка. Надеюсь, это понятно.
Таким образом, ход расчета будет следующим..
Y1 + BA1 + X1 + BA2 +..т.д
Длина формулы зависит от количества переменных.
Вариант 2 (с вычетом)

По моему опыту, это самый распространенный вариант расчетов для гибочных станков с поворотной балкой. Поэтому, давайте рассмотрим этот вариант.
Нам также необходимо:
а) Определить К-фактор (см таблицу).
б) Разбить контур изгибаемой детали на элементы, представляющие собой отрезки прямой и части окружностей;
в) Рассчитать необходимые вычеты. При этом, длины прямых участков суммируются без изменения, а длины вычетов – соответственно, вычитаются.
Здесь необходимо рассмотреть новое понятие – внешняя граница гибки.
Чтобы было легче представить, см рисунок:

Внешняя граница гибки – вот эта воображаемая пунктирная линия.
Так вот, чтобы найти длину вычета, нужно от длины внешней границы отнять длину криволинейного участка.
Таким образом, формула длины заготовки по варианту 2:
Где Y2, X2 – полки, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Вычет у нас (BD), как вы понимаете:
Внешняя граница гибки (OS):
И в этом случае также необходимо каждую операцию рассчитывать последовательно. Ведь нам важна точная длина каждой полки.
Схема расчета следующая:
(Y2 – BD1 / 2) + (X2 – (BD1 / 2 + BD2 / 2)) + (M2 – (BD2 / 2 + BD3 /2)) +.. и т.д.
Графически это будет выглядеть так:

И еще, размер вычета (BD) при последовательном расчете считать надо правильно. То есть, мы не просто сокращаем двойку. Сначала считаем весь BD, и только после этого получившийся результат делим пополам.
Надеюсь, что этой своей ремаркой я никого не обидел. Просто я знаю, что математика забывается и даже элементарные вычисления могут таить в себе никому не нужные сюрпризы.
На этом все. Всем спасибо за внимание.
Источник: mehanolog.ru
Длина заготовок для колец
Длина полоски металла, взятой для изготовления кольца, отличается от окружности готового изделия. При сгибании заготовки вокруг ригеля ее внутренняя часть укорачивается (благодаря сжатию металла), а внешняя — удлиняется (из-за его растяжения). Требуемая длина заготовки равна среднему арифметическому длин внешней и внутренней окружностей кольца. Чем толще взят металл, тем больше внешняя окружность кольца. Длины загото вок для обычных толщин имеющегося в продаже металла даются в таблице на следующей странице.
Шаблоны, приведенные ниже, можно использовать для быстрой разметки: поместите один конец заготовки в начало полоски, найдите нужный размер кольца и отметьте точку, в которой заготовку нужно отрезать. Добавляйте к этой длине 0,5 мм, если кольцо шире 4 мм.
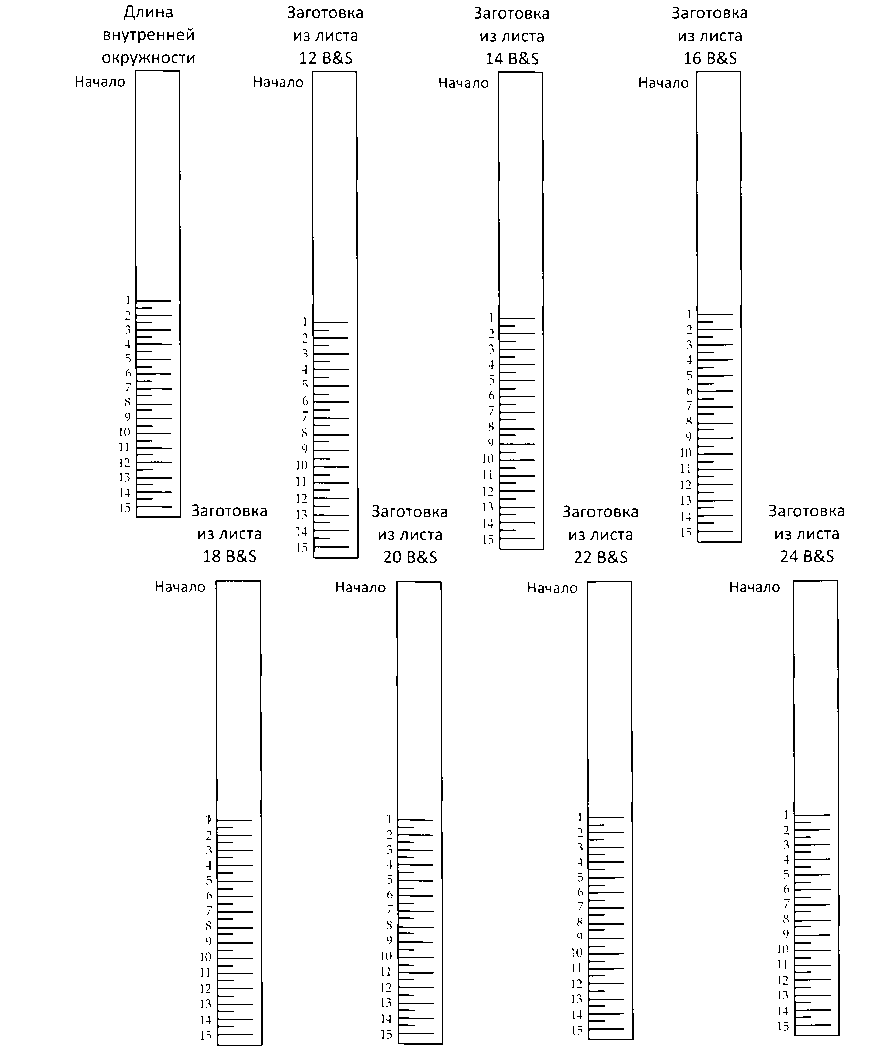
Следующие таблицы дают реальную длину заготовок колец для обычно используемых при изготовлении шинок колец толщин металла. Инкременты по 1/4 эквивалентны стандарту 0,008 дюйма. Эти доли переведены в метрическую систему, чтобы облегчить точные измерения с помощью инструментов, обычно применяемых в ювелирной промышленности.
Автор хочет выразить признательность за утомительные исследования и вычисления, предоставленные Питером Джеем Кинбергером Анжерским (Peter J. Kinberger of Angier), Северная Каролина. Результаты исследований мистера Кинбергера в полном виде и дополнительные таблицы можно найти в ноябрьском 1998 г. и январском 1999 г. номерах «Horological Times», издания Американского института часового дела (American Watchmakers-Clockmakers Institute).
Источник: juwelir.info
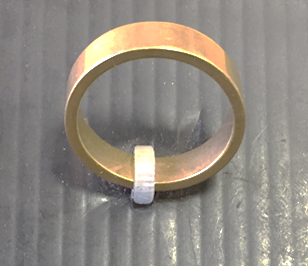
Изготовление ювелирных украшений Изготовление колец.
Гладкие шинки. Самый распространенный вид гладкого кольца – обручальные кольца.
Различаются они по ширине, толщине, размеру и профилю сечения.
Толщина колец колеблется от 0,8 мм у плоских до 3 мм у сегментных.
Ширина зависит от желания заказчика.
Размер определяется размером пальца от 15,0 до 24,0 через 0,5 мм.
По профилю сечения различают плоские, круглые, сегментные.
Сначала делают рисунок шинки с указанием размеров. Определяется размер кольца, толщина, ширина и затем определяется длина заготовки, её рассчитывают по формуле

L=3,14cp
Dcp- это средний диаметр шинки. Зная внутренний диаметр и толщину шинки, высчитывают длину заготовки Dвнеш = Dвнут +2h, а Dср=Dвнут+h есть таблицы, в которых уже подсчитана длина заготовки (см таб 27)

Затем берут пруток (из золота, серебра, мельхиора, меди) и прокатывают его сначала в профильных валках до получения квадратного сечения со стороной, равной ширине кольца, а затем производят продольную прокатку заготовки в плоских валках или пропускают через сегментный калибр. Это зависит от того, какой профиль должно иметь готовое изделие. При определении размера квадрата надо учитывать уширение заготовки при дальнейшей плоской прокатке, которое составляет примерно 10% от ширины и зависит от величины сжатия валками и числа проходов. Поэтому лучше
проводить продольную прокатку заготовки в плоских валках с боковыми ограничителями. Заготовку прокатывают до толщины кольца. Если шинка должна быть сегментного сечения, то заготовка должна иметь такой размер, который обеспечит полное заполнение калибра за один проход. При прокатке необходимо делать промежуточный отжиг, чтобы избежать трещин и других дефектов.
На полученной заготовке отмечают длину будущей шинки, но отрезают на 1 мм больше, оставляя его на запиливание и выравнивание.

Запиливание производят грубыми или средними напильниками так, чтобы стороны заготовки были под прямым углом. Это необходимо для получения ровного шва. Угол запиливания зависит от толщины проката и размера кольца и колеблется от 15 до 30После этого заготовку сгибают в кольцо и подгоняют до очень плотного прилегания (сфуговать), так чтобы не
было просвета. Иначе припой может разъесть стенки кольца в месте фуги и при правке на ригеле шов может лопнуть или на готовом кольце будет заметна паяная полоска шва.

Если заготовка мягкая, гибку производят плоскогубцами с закруглёнными из нутрии губками. Гнуть шинки большого кольца для плавного закругления нужно шинными щипцами. Гибку трудноподдающихся заготовок производят на ригеле или в желобковых пазах флакейзена. Перемещая заготовку поперёк желобка, ударами молотка по ригелю изгибают в кольцо всю заготовку, а потом концы сфуговывают.
После того, как кольцо сфуговано, нарезают припой и отфлюсовывают шинку целиком. Прежде чем начать паять, шинку прогревают до вишнёвого цвета, а затем место спая до малинового. Припоя нужно взять столько, чтобы он целиком заполнил шов, а не растекался по поверхности. Завершив пайку, кольцу дают остыть. Затем отбеливают, промывают, просушивают и осматривают на наличие дефектов.
При отсутствии дефектов кольцо насаживают на ригель и начинают правку. Правят ударами молотка по всей поверхности кольца до тех пор, пока не будет достигнуто полное прилегание внутренней стороны кольца к утолщённой стороне ригеля. Чтобы шинка не приняла форму ригеля, её правят сначала с одной стороны, потом – с другой. Если на боковой поверхности кольца есть неровности, их выправляют на правочной плите с помощью бойка.
Если кольцо со всех сторон выправлено, можно начинать опиливание. Начинают с внутренней стороны, потом переходят на боковые и в последнюю очередь опиливают наружную сторону. Производят эту операцию надфилями и напильниками. Затем кольцо подвергают шабрению, сняв фаску внутреннего ребра, и полируют.
Источник: studfile.net