Известно две разновидности гальваники изделий – гальваностегия и гальванопластика, их можно применять в домашних условиях. В первом случае получается несъемное гальваническое покрытие, которое изменяет характеристики деталей и предметов. В зависимости от преследуемых целей, обработанные в гальванических ваннах изделия приобретают новые свойства: декоративность, хорошую отражательную способность, устойчивость к механическому воздействию и коррозии, износостойкость. С помощью гальванопластики в домашних условиях или на производстве создают точные копии образцов (осажденный слой металла отделяется от матрицы).
Гальваническая ванна из зарядки для телефона
Что нужно знать о гальванике своими руками в домашних условиях
Независимо от того, выполняется гальваника на производстве или же гальваника своими руками в домашних условиях, обработка осуществляется в емкости, наполненной токопроводящим раствором.
Предмет помещается между двумя растворимыми или нерастворимыми анодами и подключается к отрицательному контакту. Аноды подсоединяются к плюсовому контакту. Оптимальное соотношение площадей катода/анода – 1:1.
Процесс гальваники запускается при замыкании электрической сети – с этого момента начинается перенос на отрицательно заряженное изделие (катод) ионов металла. В результате этого на предмете образуется покрытие нужной толщины.
Выбор покрытия для гальваники своими руками

Для гальваники в домашних условиях в приоритете решение технических задач (изменение электрической проводимости и антифрикционных свойств, повышение отражательной способности, прочности, устойчивости к коррозии), то применяются серебро, никель, медь. В декоративных целях в гальванике обычно используются драгоценные металлы: родий, золото, серебро, палладий.
Такое разделение очень условно. С помощью серебрения (золочения) удается получить качественное защитное покрытие, устойчивое к агрессивным средам. Меднение также находит применение в гальванике для декора изделий (такое покрытие подвергается дополнительной оксидной обработке).
Практика показывает: серьезно усилить прочность обрабатываемых заготовок путем гальваники поверхности своими руками не получится. Гальваника своими руками в домашней мастерской задача не простая, поэтому работа мастеров в первую очередь направлена на повышение привлекательности предмета.
Подготовка к нанесению покрытия гальваники в домашних условиях
Качество (однородность, прочность) готового гальванического покрытия напрямую зависит от правильности проведения подготовки поверхности к гальванике. Во многих случаях удаления загрязнений и обезжиривания бывает недостаточно – может понадобиться пескоструйная обработка. Иногда требуется шлифовка специальными пастами или наждачной бумагой.
В домашних условиях для удаления жирной пленки и других загрязнений с поверхностей часто применяется спирт и другие органические растворители. Могут также использоваться обезжиривающие растворы.
При подготовке к гальванизации изделий из стали и чугуна применяется раствор, содержащий кальцинированную соду, каустик, силикатный клей (из расчета на 1 л – 50 г, 20 г и 5-15 г соответственно). Температура раствора – 70-90°С. Для очищения предметов из цветных металлов используется раствор гидрофосфата натрия и хозяйственного твердого мыла (по 10-20 г/1 л). При проведении процедуры температура составляет 90°С.
Как сделать домашнюю ванну для гальваники своими руками

В домашних условиях обычно проводятся более простые работы, включающие в себя нанесение на поверхность меди или никеля, поэтому гальваническая ванна с легкостью собирается даже из подручных средств. Но и в этом случае важно соблюдать ряд условий:
- емкость для гальванической ванны должна быть жесткой, устойчивой к химическим реагентам, не пропускающей через себя электричество;
- в помещении для гальваники в домашних условиях должна находиться вытяжка;
- требуется постоянный доступ к чистой воде (даже самый легкий процесс потребует как минимум 5 промывок);
Самый популярный вариант реализации ванны для гальваники своими руками, используемый многими мастерами в домашних условиях — сделать гальваническую ванну из пластиковой канистры. Для этого нужно будет срезать крышку с горловиной, а ее боковины усилить армирующим материалом. На стенки полученной установки по линии среза надеваются уплотнители (для окон или автомобилей). Далее нужно будет закрепить крышку. Финальным этапом будет проделка отверстий для контактных штанг.
Сами штанги для гальваники можно изготовить в домашних условиях из медной шины, диаметр каждой –до 10 мм. В концах с обеих сторон просверливают отверстия, чтобы можно было подключать полюса от источника питания. На расположенные по краям готовой гальванической ванны штанги навешиваются анодные пластины, подключенные к электричеству. На центральную штангу надета катодная деталь, подключенная к отрицательному полюсу. Ток и напряжение определяются, исходя из объема ванны и планируемых к проведению работ.
Схемы самодельных ванн и гальванических установок

Классическая схема гальванической ванны, сделанной своими руками, включает 2 основные операции:
- подготовительный этап;
- гальваническое покрытие металлом;
Подготовительный этап подразумевает подготовку обрабатываемого предмета или детали, которые чистят и обезжиривают. На этапе нанесения гальванического покрытия изделие приобретает «товарный» вид, после этого оно требует тщательной промывки поверхности в холодной, а затем горячей воде.
Сам процесс гальванизации в домашних условиях можно описать следующим алгоритмом. Обрабатываемое изделие подсоединяют к «минусовому» проводу устройства, далее опускают в электролитный раствор. «Плюсовой» провод подключают к аноду, который также опускают в гальваническую ванну.
Техника безопасности при гальванике в домашних условиях
Опасность этого технологического процесса заключается в использовании токсичных химических компонентов. Усложняет ситуацию нагрев электролита до высоких температур. Вредные испарения поражают дыхательную систему, существует риск получения химических ожогов кожи и слизистой.
При операциях в гальванических ваннах и установках, мастер обязан соблюдать технику безопасности:
- Работу необходимо проводить в нежилом помещении, оборудованном хорошей вентиляцией – в мастерской, пристройке, гараже. Требуется обеспечить заземление.
- Глаза нужно защитить очками. Перчатки для рук должны быть достаточно мягкими, но прочными. Также понадобятся клеенчатый фартук и резиновая обувь.
- Нельзя на рабочем месте пить или есть – велик риск оседания на продуктах вредных веществ, которые приведут к отравлению.
- Перед началом работы с гальваническими ваннами и установками в домашних условиях стоит обязательно изучить специальную литературу с доступным описанием особенностей гальваники.

Защита установок для гальваники в домашних условиях
Как уже было ранее отмечено, обеспечение надежной защиты — важнейшее условие, которое позволит избежать многих проблем при проведении гальванотехнических процедур. Если гальваническая ванна была изготовлена из пластика, то дополнительной защиты практически не потребуется. Но если планируются более масштабные объемы работы и ванна для гальваники под электролит выполнена из металла, обязательно нужно будет защитить ее от коррозии, разрушительных процессов при контакте с растворами, а также искажения электрического поля. Сделать это несложно — потребуется провести футеровку установки с применением листовых полимеров посредством горячей сварки.
Гордиенко Анастасия Вадимовна
Автор материалов
Должность: главный технолог ООО «6 микрон»
Образование: высшее
Опыт работы в гальванике: 13 лет
Наш приоритет — индивидуальный подход к каждому заказу и качество выполняемых работ!
Источник: 6mkm.ru
Гальваника своими руками

Сегодня мы сделаем гальваническую ванну для хромирования, цинкования, меднения, никелирования. Каждый кто решил сделать гальванику в гараже сталкивается с проблемой как самому сделать гальваническую ванну или как приспособить под нее какую нибудь посудину, что бы в ней можно было цинковать (никелировать, хромировать, меднить и т.д.). Гальваническая ванна должна соответствовать следующим требованиям: быть стойкой к кислотам щелочам, быть прочной(не лопаться при ударах), и выдерживать температуру хотя бы до 80 градусов.
Мною еще в начале занятий гальваникой был найдено очень не дорогое решение. В любой фирме торгующей химикатами есть полиэтиленовые емкости .Емкости обрешечены и укреплены на поддонах. Емкости бывают на 1000 или 600 литров. При покупке обратите внимание на целостность нижнего сливного крана(он шаровый пластиковый), и на наличие верхней крышки. Можно уложится в 2000-3000 рублей. рис

Аккуратно срезаем верх обрешетки и верх нашей будущей гальванической ванны. Срезанный верх не выкидываем, он нам еще пригодится. В обоих торцах ванны делаем 3 отверстия, отверстия под анодные штанги. Отверстия должны быть на одном уровне. рис
Наша ванна обязательно должна быть с крышкой. Мы позже прикрутим ее к ванне при помощи рояльной петли. В магазине автозапчастей покупаем резиновые уплотнители для дверей автомобиля жигули, и насаживаем их на бортик крышки и ванны. Резина необходима нам для уплотнения соединения между ванной и крышкой. Ванна полиэтиленовая по этому края можно усилить, прикрутив стальные уголки или полосу. Только после того как уплотнители установлены на гальваническую ванну прикручиваем крышку к ванне при помощи рояльной петли, так чтобы крышка прилегала наиболее плотно к ванне .рис
Получилась ванна с открывающейся крышкой. В крышке есть заливное отверстие, его мы используем для подключения вентиляционного рукава. Рис
В отверстия вставляем медные штанги. В качестве штанг я использовал медные трубки диаметром 20мм. Если трубка попадется мягкая то внутрь вставьте стальной пруток. Концы трубок сплющите и просверлите отверстия для подключения выпрямителя.
Конечно же, это ванны большого объема и в гараже их использовать как то не очень. Можно ванну нужного нам объема и формы спаять из винипласта. На самом деле это проще чем кажется. Покупаем листы винипласта .Те кто продают винипласт продают и прутки для сварки. Пруток это тот же винипласт только в виде проволоки.
Так же потребуется промышленный фен с сужающей воздушный поток насадкой и электролобзик.
Способ сварки гальванической ванны
Сварка винипласта заключается в нагреве свариваемых кромок до пластического вязкотекуче-го состояния и соединения их под некоторым давлением. Применяется следующий способ сварки:
Сварка нагретым воздухом Свариваемые кромки детали 4 и присадочный материал (пруток для сварки) нагревают до температуры сварки струей горячего воздуха из промышленного фена. Присадочный пруток 2 вдавливают в разделку шва 5; нагретые слои материала слипаются и присадочный пруток образует сварной шов 3. При сварке толстого материала в разделку шва последовательно укладывают несколько нагретых присадочных прутков.
Сварку без скоса кромок применяют для соединения листов толщиной менее 4 мм. При большей толщине применяют V- и Х-образные разделки шва под углом 60°. При этом Х-образные швы более прочны. В процессе сварки по мере размягчения поверхностей свариваемых кромок и присадочного прутка необходимо непрерывно вжимать пруток в основание разделки под небольшим, но постоянным давлением.
Для получения полного провара необходимо у корня шва оставить зазор 0,4…0,5 мм. При сварке мягких термопластов (полиэтилен и др.) присадочный пруток вводят под тупым углом, чтобы обеспечить достаточное давление на свариваемые кромки. При сварке жестких термопластов (винипласт, органическое стекло и др.) пруток вводят в разделку шва почти под углом 90° к шву.
Присадочным материалом служат прутки сечением 1… 12 мм2. Допускается использование сварочных прутков из винипласта диаметром 3,0…5,0 мм. Винипласт сваривают в размягченном (вязкотекучем) состоянии при температуре 220…240°С. Присадочным материалом служат сварочные прутки диаметром до 5 мм из пластифицированного винипласта. Процесс сварки осуществляется путем размягчения прутков и сцепления их с основным материалом.
В любом поисковике набираете «сварка винипласта» и там все будет подробно расписано. Опыт придет уже через 30 минут работы (я через 10 минут чувствовал себя профессионалом), к стати этот же способ применяется при сварке сломанных автомобильных бамперов. Таким же способом варятся, и гальванические барабаны о них мы поговорим позже. Самостоятельная сварка оборудования позволит сэкономить Вам массу наличности. По скольку мы говорим о гальванической ванне для гаража, то нет смысла делать ее объемом более 100 литров, и Вам потребуется не одна ванна а несколько, допустим для оцинкования (обезжиривание, промывка, цинкование, промывка, хроматирование, промывка).
Стадии процесса цинкования (пример)
Обезжиривание в органических растворителях
Обезжиривание химическое в щелочном растворе
Промывка в горячей воде
Обезжиривание электрохимическое анодное или катодное в щелочном растворе
Промывка в горячей воде
Промывка в холодной воде
Активирование или травление
Промывка в холодной воде
Промывка в холодной воде
Цинкование
Промывка в холодной воде
Осветление в (0,3 — 0,5) %-ном растворе азотной кислоты (может исключаться)
Пассивирование
Промывка в холодной воде
Промывка в теплой воде (температура не более 40 °С)
Сушка (температура не более 60 °С)
Так что количество ванн, их объем, вы должны предусмотреть за ранее согласно площади гаража. Но есть прямая зависимость между стабильностью электролита и объемом ванны, проще говоря, при маленьком объеме гальванической ванны придется чаще корректировать электролит.
Источник: www.drive2.ru
Как сделать простую гальваническую установку для никелирования в домашних условиях
Никель, обладая высокой коррозионной стойкостью, отлично защищает другие металлы от коррозии и придает им привлекательный вид. Собрать гальваническую установку для никелирования в домашней мастерской совсем нетрудно и для этого не нужны дорогостоящие материалы.

Понадобится
- два никелевых анода;
- емкость в виде чаши;
- провода;
- зажимы Крокодил;
- батарея на 4,5 В;
- источник питания;
- штеккер для подключения проводов к источнику питания;
- поваренная соль;
- уксус десятипроцентный;
- старый корпус зажигалки.
Процесс изготовления установки для никелирования
Поскольку гальванические процессы небезвредные для человека, предпринимаем все доступные меры безопасности, включая вентиляцию помещения и наличие защитных перчаток.
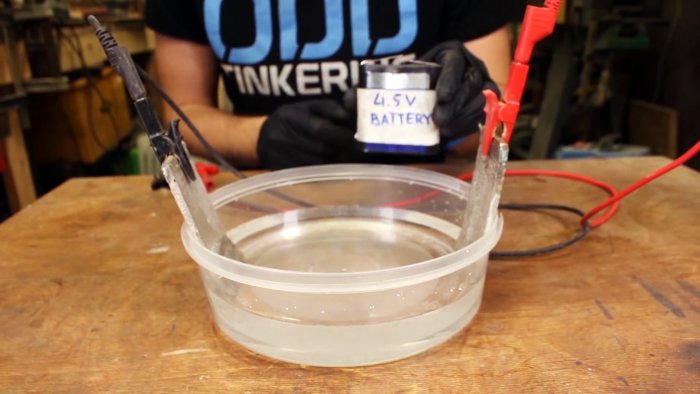
Наливаем в емкость уксус и опускаем два никелевых анода. Подсоединяем к ним провода, а вторые концы – к клеммам батареи на 4,5 В.
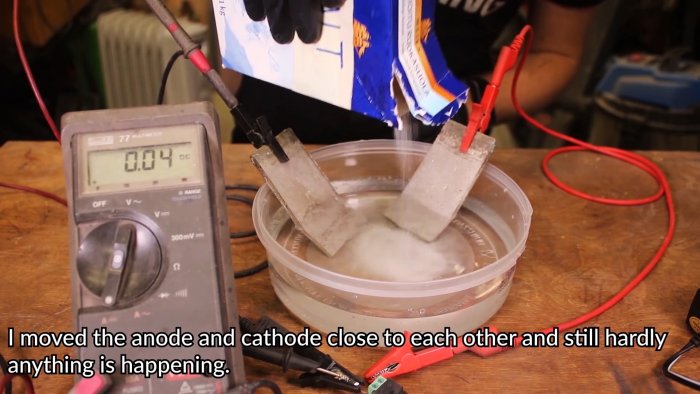
Через некоторое время на отрицательной пластине начнут выделяться пузырьки и электролит станет обогащаться ионами никеля. Вставляем и закрепляем в переходнике кусочки проволок, к которым подсоединяем провода. На блоке питания выставляем напряжение 5 В и включаем его в сеть. К нему подключаем переходник, но ничего особенного не наблюдаем. После добавления в уксус соли, его проводимость возрастает, и мультиметр фиксирует увеличение тока.
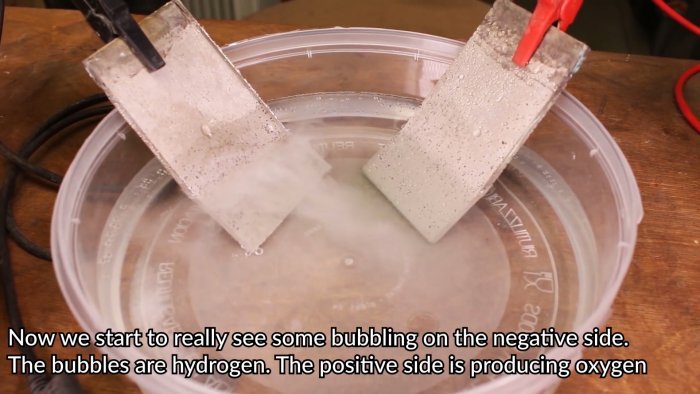
Теперь четко видны пузырьки водорода, выделяющиеся на отрицательной пластине, и кислорода – на положительной.
Через два часа образование ионов никеля еще больше возрастает, что подтверждается показанием мультиметра. При этом уксус, частично превращаясь в газ, выделяется из электролита, что сразу же ощущается обонянием. Поэтому быстро проветриваем помещение.

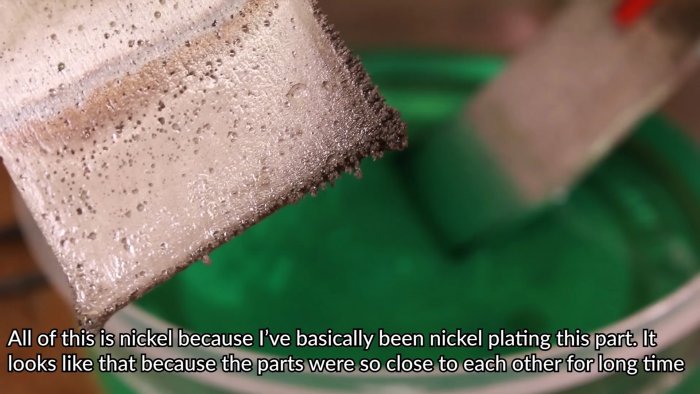
Наша установка вышла на рабочий режим, и мы заменяем отрицательную пластину на деталь, которую собираемся никелировать. Видим, что на пластине осело много никеля, вероятно из-за того, что пластины долго находились слишком близко друг к другу. Для оптимизации процесса никелирования используем тщательно отполированную и обезжиренную ацетоном монету. Т. к. мы ею заменили отрицательную пластину, то на ней будут осаждаться из электролита ионы никеля «Ni2+».
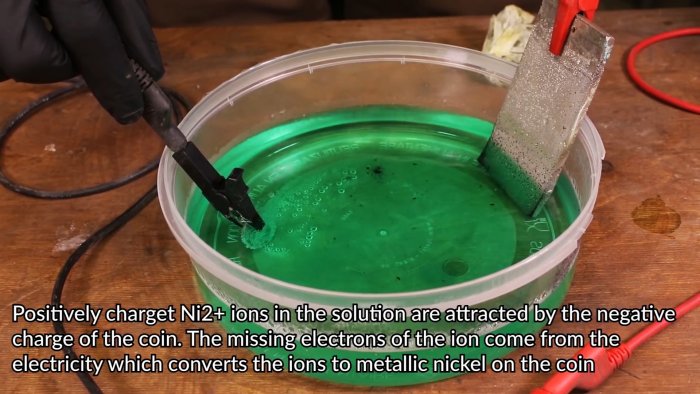
Положительно заряженные ионы никеля под действием электричества преобразуются в металлический никель и оседают на поверхности монеты тонким и прочным слоем. Уже через 15 секунд на монете появляется красивое тонкое покрытие. Для его упрочнения интенсивно двигаем монету через зажим во все стороны. После двух минут гальванического никелирования монету не узнать.

Электролит при никелировании нагревается и это фиксирует измеритель температуры – 29,3 градусов Цельсия. В это же время стены холоднее – 18,3 градусов Цельсия, как и емкость с водой – 18,1 градуса Цельсия. Температура электролита явно влияет на процесс никелирования. Так, если она равна 19,2 градуса Цельсия, то с монетой за 10 и даже за 30 секунд ничего не происходит. Но при увеличении температуры электролита до 40 градусов Цельсия, за счет дополнительного подключения батареи 4,5 В качество никелирования заметно возрастает.

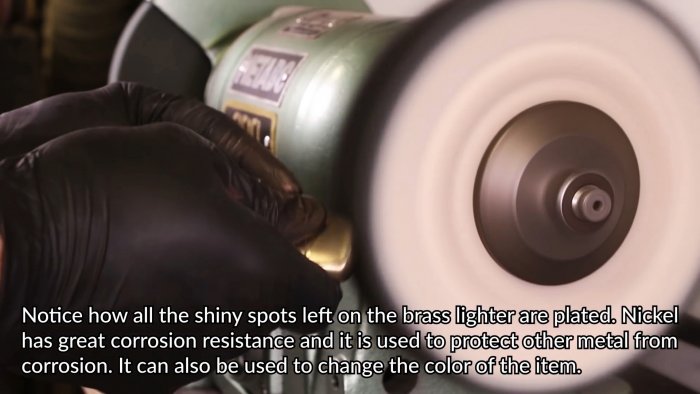
До никелирования с корпуса старой зажигалки на наждачном круге удаляем окисленные места, т. к. они не проводят ток и поэтому не никелируются. Также покрытие не будет гладким и блестящим.
Далее ацетоном снимаем смазку и жир с деталей. Они также не проводят ток и поэтому качество никелирования будет низким.

Детали зажигалки больше монет, поэтому их держим в электролите дольше.

Качество никелирования будет выше, если детали постоянно перемещать в электролите и переворачивать. Корпус зажигалки, подвергнутый никелированию, выигрывает по сравнению с зажигалкой без покрытия.

Смотрите видео
Простое никелирование деталей в домашних условиях своими руками — https://sdelaysam-svoimirukami.ru/8156-prostoe-nikelirovanie-detalej-v-domashnih-uslovijah-svoimi-rukami.html
Источник: sdelaysam-svoimirukami.ru