Продолжение работы. Нанесение ювелирных красок, роспись и прочее..
Среди читателей этого журнала много художников, но горячей эмалью занимаются буквально один-два человека, среди который, например, прекраснейшая enamelena.
Поскольку для остальных это занятие еще более неизвестная вещь, чем для меня, то буду сопровождать картинки пояснениями.
Разновидностей эмали очень много, хотя все эти виды по сути одно и то же: стекловидное вещество, окрашенное солями различных металлов. Бывают эмали, напоминающие по консистенции гуашь, это мелкодисперсные краски, наносить которые на металл довольно легко. Чаще всего они более тугоплавкие и непрозрачные по виду (после обжига, разумеется). Такого плана эмали для стали используются в промышленности: эмалирование посуды, электроплит, словом, различных бытовых предметов. Но есть непрозрачные (опаковые) эмали именно художественного назначения; превосходную палитру таких красок представляют различные иностранные фирмы. «Иностранные» — ключевое слово.
Как создать электронную почту с телефона, Android
Ювелирные эмали — более стеклянные, более легкоплавкие и часто довольно прозрачные: конечно, очень красиво, когда в ювелирных изделиях эмаль светится, как цветной леденец.
Выглядят они как брикет стеклянного мыла.

Его превращают сначала в крупную стеклянную крошку, потом разбивают и растирают еще мельче, потом делают из него стеклянный песок, который наносится на металл (в нашем случае — на медь).
Есть еще надглазурная эмаль, это прямо совсем красочка-красочка, ею делают роспись на эмалевых плакетах (как пример — финифть). В этих красках красящего пигмента много, а «стеклянной» составляющей (флюса) — по минимуму. Безусловно, в этой технике есть сложности и в ней необходимо мастерство, но все-таки эти краски хотя бы можно наносить тонкой кисточкой, т.е. рисовать, как нормальные художники!
А краски производства Дулёвского завода накладываем так. Выравнивание — водой.

Везде, где до обжига была неприкрытая краскаями медь, после обжига образуется оксид, медная окалина. Ее надо очень тщательно удалять. И с торцов, и с лицевой стороны, и везде-везде. После каждого обжига. И печку перед работой (пока остывшая) тщательно очищать, удобно это делать с помощью пылесоса.
Перед каждым днём обжига.
На фото окалину удаляют с перегородок при помощи пластины с алмазным напылением. Также в различных случаях применяется наждачная бумага, бруски, надфили, напильники и тд.. Это делают под проточной водой, чтобы тщательно смыть окисел и чтобы не дышать этой взвесью.
Если лохмушка окалины попадает на эмаль во время обжига, образуя припеченную черную кляксу, ее потом убирают ручной бормашиной. Но это не всегда помогает: миниатюрную работу можно испортить окалиной насовсем.

Что такое e-mail? Как создать e-mail адрес?
Температуры обжига эмалей разнятся. Это зависит от свойств той или иной краски, и теоретически они известны. Кроме того, при каждом новом обжиге эмаль может менять качество цвета — и в лучшую, и в худшую сторону, в ее структуре могут проявляться нижние слои-подкладки, может больше выдаваться стекловидная составляющая, может напрочь выгорать красящий пигмент — словом, очень и много различных тонкостей. И даже если вы знаете о них, вероятность того, что вы получите на выходе то, что ожидаете, не так уж велика.
Кроме того, здесь с художником вступает в единоборство голая физхимия и сопромат.

Большой кусок меди и кусок большой толщины нагревается одним образом, а тонкий — по-другому. Обжиг занимает разное время. Маленькие эмалевые плакеты величиной с ладонь обычно обжигаем 100 секунд, а запчасти для этой иконы, на толстых (1 мм) листах меди обжигали до 5 минут!
Значит, и эмаль на них ведет себя по-разному.
При нагревании предметы расширяются, как говорил тов. Мизандари.
Пласт меди раздаётся вширь (а иногда еще и наискосок-наперекосяк), а если на нем ещё закреплена проволока в виде перегородок, то при остывании проволока снова дает усадку и сжимает пластину.
Важно хорошенько придавить пластину после печи. И дать совершенно остыть под тяжелым прессом.

С «личным» письмом были большие сложности. Лица, руки, горки писались опаковыми красками, которые не терпят соседства с легкоплавкими ювелирными. А у нас так и было.
Легкоплавкие краски могут затекать под перегородки, а если при посадке в печь крупинки отскакивают, то они потом выплавляют на поверхности пятнышки.
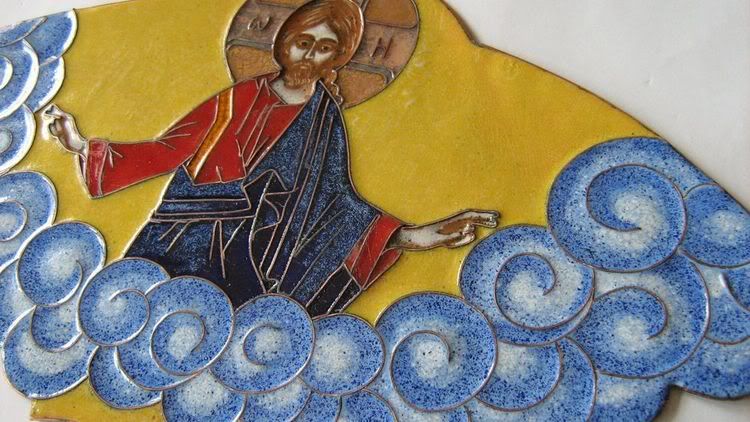
По моему мнению, вся эта работа — авантюра. Задача авантюрная: многофигурная композиция, да еще ограниченная каноническими, стилистическими особенностями, большой размер произведения, вынуждающий делить плоскость на фрагменты и работать по частям. Но наш Предводитель, похоже, даже радуется, когда предстоит нечто неизвестное и необычное: «Ну давайте сделаем! Это же сложно!»
Образ предназначен для украшения внешней стены часовни. Именно потому, что икона будет на улице, выбрана техника эмали — это очень прочный материал.
Как по-другому можно было выполнить эту и многофигурную, и монументальную композицию — не представляю. В любом случае, мы получили колоссальный опыт. В ходе работы стало ясно, где мы ошиблись с самого начала, и какие приёмы оказались удачными прогодятся в будущем.
И всё же, как делалось «личное письмо».
Сначала ячейки, где «личное», кроются грунтом. Обжигаются. Очищаются.

Потом — охрой, тут она аналог санкири в иконописи.

И обжигаются. А перегородки снова и снова зачищаются от окалины.

А модуляции делались венгерской краской, известной под названием «люф». Прогары иногда огорчали, иногда добавляли живописности.

Особенность ювелирных красок в том, что ими практически невозможно создать живописные «растяжки». Эти краски ведь по виду, как песок.
Хотя при некотором старании — можно. Один цвет разных тонов «намывается», т.е. наносится в сыром виде, подплавляется водой, подсушивается, закрепляется лаком для волос «Моя Прелессть» и — обжигается.
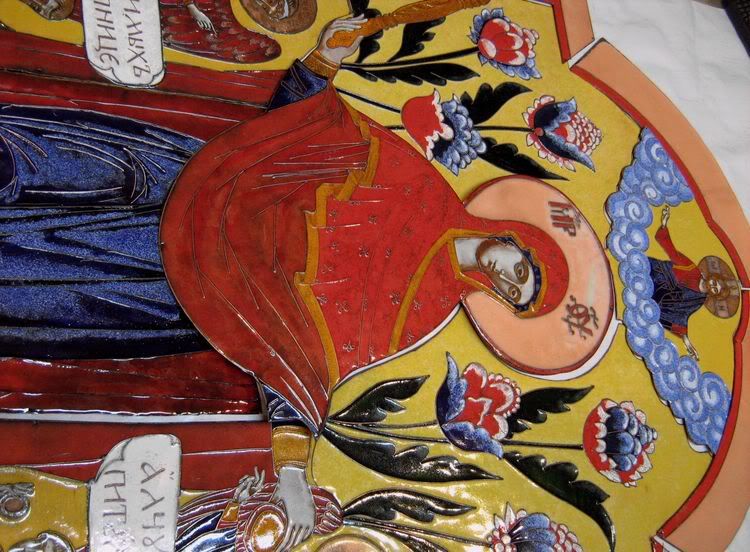
Нимбы на образе сделаны люстровой краской (хлорное золото).
Надписи на свитках делали надглазурными красками.

Еще сделаны не все обжиги — деталь с ликом Богородицы не закончена — но уже соединяем, прикидываем, как оно будет смотреться.
Предстоит еще сложнейший этап: сборка и крепёж деталей на подложку, монтаж на стену, обрамление лепной рамкой.
Фрагменты значительно разширились после неоднократных обжигов (местами по 5 мм с каждой стороны), так что сборка будет непростой.
Этот этап будут вести сильные, смелые и лучшие из нас.

Когда все завершится, я покажу, как образ будет выглядеть на стене часовни.
Хочется верить, что.
Источник: kenig-artdoll.livejournal.com
Большая Энциклопедия Нефти и Газа
Получение эмали сводится к диспергированию пигментов в растворе пента-фталевоп смолы, перемешиванию пигментной — пасты с полуфабрикатным пен-тафталевым лаком, растворителем и сиккативом и последующей типизации о смесителе и фильтрации эмали. [1]
Получение эмалей и грунтовок включает приготовление лаковой основы, подготовку пигментной пасты, составление эмали и грунтовки и их типизацию, очистку и расфасовку. Лаковую основу получают по описанной выше схеме получения лака. [2]
Получение эмалей и грунтовок включает две стадии — приготовление пигментной пасты и составление эмали или грунтовки с последующей типизацией, очисткой и расфасовкой. Пигментную пасту получают в бисерных или шаровых мельницах, в которых диспергируют пигменты в полуфабрикатных растворах смол до заданной степени дисперсности по клину. Очистку эмалей производят на калиброванных патронных фильтрах. [3]
Получение эмали и грунтовки сводится к диспергированию пигментной пасты в шаровой мельнице в растворе алкидностирольной смолы и последующему составлению и типизации эмали или грунтовки в смесителе. [4]
Получение эмали сводится к диспергированию пигментов в растворе пента -: фталевой смолы, перемешиванию пигментной пасты с полуфабрикатным пен-тафта левым лаком, растворителем и сиккативом и последующей типизации в смесителе и фильтрации эмали. [5]
Получение эмалей и грунтовок включает приготовление лаковой основы, подготовку пигментной пасты, составление эмали и грунтовки и их типизацию, очистку и расфасовку. Лаковую основу получают по описанной выше схеме получения лака. [6]
Получение эмалей и грунтовок включает две стадии — приготовление пигментной пасты и составление эмали или грунтовки с последующей типизацией, очисткой и расфасовкой. Пигментную пасту получают в бисерных или шаровых мельницах, в которых диспергируют пигменты в полуфабрикатных растворах смол до заданной степени дисперсности по клину. Очистку эмалей производят на калиброванных патронных фильтрах. [7]
Получение эмалей , не содержащих дорогостоящих, дефицитных и ядовитых соединений, является весьма актуальной задачей. [8]
Получение эмалей с постоянными физико-химическими свой — ствами зависит от соблюдения правильных условий процесса варки. Поэтому при варке очень важно периодически проверять температуру печи. Температуру проверяют термопарами и оптическими пирометрами. Анализ отходящих газов печи производят общепринятыми методами. [9]
Получение эмалей с постоянными физико-химическими свойствами зависит от соблюдения правильных условий процесса варки. Поэтому при варке очень важно периодически проверять температуру печи. Температуру проверяют термопарами и оптическими пирометрами. [10]
Получение эмали и грунтовки сводится к диспергированию пигментной пасты в шаровой мельнице в растворе алкидностирольной смолы и последующему составлению и типизации эмали или грунтовки в смесителе. [11]
Для получения эмали в шаровую мельницу, футерованную керамической плиткой, загружают часть положенного количества смолы К-421-02, затем двуокись титана, ксилол и стабилизатор алкамон ОС-2 и диспергируют до степени перетира 20 мкм по клину, затем вводят часть лака ФК-42в для стабилизации, перемешивают и перекачивают пасту в смеситель, в который предварительно загружают половину оставшегося количества пленкообразователен. Содержимое перемешивают, проверяют цвет, добавляют оставшееся количество компонентов и после отбора пробы производят типизацию по вязкости и содержанию нелетучих веществ. После фильтрации эмаль сливают в тару. [12]
Для получения эмали сначала готовят замес, затем диспергируют пигментную пасту в шаровой мельнице, составляют эмаль и проводят ее типизацию в смесителе, очищают и сливают в тару. [13]
Для получения эмали в замесочной машине готовят замесы технического углерода и микроталька в лаке ФК-50в и диспергируют их на краскотерочной машине до требуемой степени перетира пасты. Эмаль готовят в смесителе, в который последовательно загружают лак ФК-42в и смолу К-421-02, затем пасту технического углерода и после перемешивания ( около 1 ч) — раствор смолы Фсин-34 и пасту микроталька. После типизации по цвету, блеску и вязкости эмаль очищают, через четырехслойный марлевый фильтр, расположенный внутри розлквного аппарата и сливают в тару. [14]
Для получения эмали пигмент диспергируют в шаровой мельнице в растворе сополимера и в дибутилфталате с добавкой сольвента, затем суспен. [15]
Источник: www.ngpedia.ru
Перегородчатая эмаль: мастер-класс. Техника перегородчатой эмали



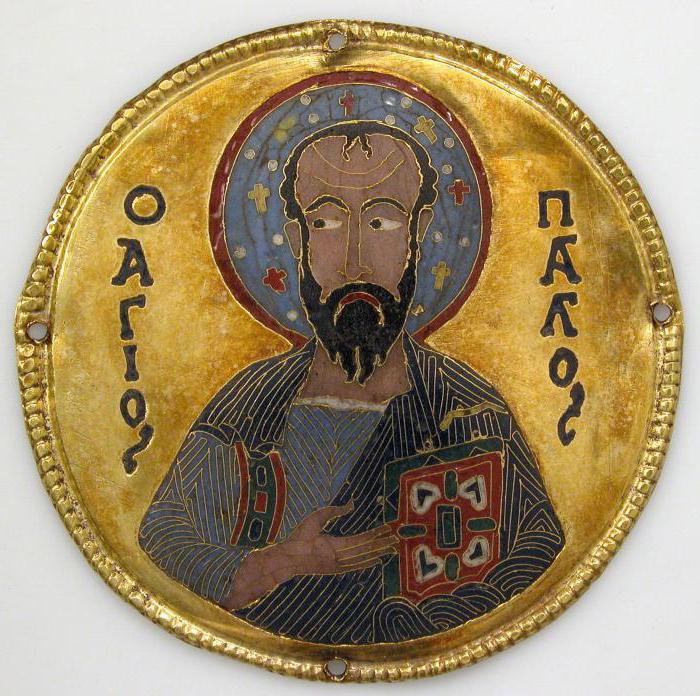
Знаменитая ипатьевская летопись доносит до нас рассказ о дивных творениях русских мастеров-ювелиров, украшавших свои изделия финифтью – составом из затвердевшего после обжига цветного стекловидного порошка, позволявшего достигать необыкновенного зрительного эффекта. Эта технология пришла на Русь из Византии, где появилась в VI веке. В наши дни старинное слово финифть ушло из обращения, уступив место употребляемому ныне термину – художественная эмаль.
Что такое декоративная эмаль?
Прежде чем начать разговор о том, что представляет собой художественная техника, получившая название «перегородчатая эмаль», остановимся подробнее на описании самого этого состава, используемого ювелирами и мастерами декоративно-прикладного искусства. Как было сказано выше, эмаль – это порошок, полученный в результате измельчения цветных стекловидных пластин.
Смоченный водой и превращённый в сплошную податливую массу, состав наносится в ячейки, сделанные на поверхности изделия. Следующим этапом работы является обжиг. Он производится либо в печи, либо специальной газовой или бензиновой горелкой. Под действием высокой температуры ( от 700 до 900 °С) стекловидная масса твердеет и принимает свой неповторимый вид.
Особенности работы с эмалью
В зависимости от состава измельчённой стекловидной массы, температуры, а также продолжительности обжига, получившаяся в результате эмаль может иметь различную степень прозрачности либо быть совсем непрозрачной – глухой. Это открывает мастеру широкие творческие возможности, так как позволяет добиваться самых разнообразных эффектов.

Спектр техник, применяемых в работах такого рода, весьма богат, и одной из них является перегородчатая эмаль. Украшения, выполненные с её использованием, не имеют широкого распространения и считаются элитарными. Причина заключается в сложности их изготовления и невозможности механизации производственного процесса. Каждая вещь является уникальным авторским произведением. Если учесть также, что в работе часто используются благородные металлы, то становится понятным их высокая цена и низкая доступность.
Как создаётся перегородчатая эмаль
В первую очередь на золотой, серебряной или мельхиоровой (реже медной или стальной) поверхности, являющейся основой композиции, гравируется, а иногда прорезается насквозь контур будущего рисунка. Затем по его краям напаиваются металлические перегородки, толщина которых редко превышает один миллиметр. Эти перегородки, давшие название описываемому виду эмальерной техники, образуют как закрытые, так и открытые ячейки, которые заполняются ещё жидкой и вязкой разноцветной массой.
После того как в процессе обжига эмаль затвердеет, производится шлифовка и полировка изделия. Делается это таким образом, чтобы поверхность перегородок и эмали создала единую плоскость. Техника перегородчатой эмали значительно усложняется тем, что при обжиге слой материала подвергается усадке и становится ниже перегородки. В результате приходится пополнять ячейки и заново обжигать изделие. В зависимости от целого ряда технических факторов и художественного замысла автора, обжиг может повторяться от пяти до ста раз.

Уникальные изделия и ширпотреб
Следует заметить, что невозможность влиять на процессы, протекающие в эмали при воздействии высоких температур, обуславливает оригинальность и неповторимость каждого изделия. Дважды добиться одного и того же эффекта практически невозможно, поэтому каждое произведение, выполненное в этой технике, уникально.
Перегородчатая эмаль не является единственной эмальерной техникой в декоративно-прикладном искусстве. Наряду с ней широко используется и так называемая выемочная. От перегородочной она отличается тем, что стекловидным составом заполняются не ячейки, образованные напаянными перегородками, а специально сделанные углубления, форма которых соответствует линиям рисунка. В современном производстве бижутерии с этой целью обычно применяются штампованные заготовки или сделанные путём литья. В этой же отрасли при изготовлении изделий ширпотреба используется и имитация перегородчатой эмали.
Эффект оконных витражей
Перегородчатая эмаль имеет и ещё одну разновидность. Она носит название витражной или оконной эмали. Это техника характерна тем, что в ней не используется металлическая основа. Своё название она получила из-за того, что выполненные на её основе изделия напоминают по виду витражи окон. Они полностью прозрачны, и свет, проникая сквозь стекловидную массу, создаёт иллюзию цветного витражного стекла, обрамлённого металлом.

Изделия, выполненные в этой технике, необычайно красивы. Металлический каркас, заполненный эмалью, выглядит как тонкое кружево, сделанное из золота, серебра или меди. Он изготавливается путём выпиливания или монтирования и последующей спайки деталей, изготовленных из скрученной особым путём проволоки. Цветная эмаль, заполняющая промежутки между перегородками, создаёт непередаваемую игру света.

Традиции китайской эмали
В истории декоративно-прикладного искусства особое место занимает китайская эмаль. Перегородчатая эмаль, называемая клаузане, не была изобретением самих китайцев, а попала к ним из Франции, но получила своеобразное развитие, обусловленное местными национальными традициями. От своего первоисточника она унаследовала главным образом название, происходящее от исковерканного французского слова Cloison – «перегородка». До появления в Китае этого вида эмальерной техники там использовался её выемочный вариант.
В Дворцовом музее Пекина в большом разнообразии экспонируются произведения декоративно-прикладного искусства, среди которых особо выделяется китайская эмаль. Перегородчатая эмаль представлена, главным образом изделиями XV века периода Сюаньде и Цзинтай. Это неслучайно, так как период династии Мин, к которой принадлежали упомянутые правители, считается временем наибольшего расцвета этой области искусства. На основе собственных технологий, а также заимствованных в Европе, китайские мастера с необыкновенной фантазией украшали настольные и напольные вазы, чашки, конфетницы, а также разнообразные лампы.

Художественная эмаль из Грузии
Особым почётом у коллекционеров и просто любителей искусства пользуется также грузинская перегородчатая эмаль. Её наиболее ранние известные образцы относятся к IX веку, причём изготовлены они были по той же технологии, что используется в наши дни. Искусство Грузии, которое отличает своеобразный колорит и неиссякаемая энергия, воплотило в себе многие европейские и восточные традиции. Именно поэтому в него столь органично вписалась перегородчатая эмаль, технология которой пришла в эти края из Западной Европы. Здесь она не только была освоена, но и получила дальнейшее развитие, благодаря которому появились многие шедевры национальной грузинской школы.
Эмаль в минувшие времена и сегодня
Известно, что мастера перегородчатой эмали прошедших веков использовали для получения нужного им состава иные компоненты, чем их современные последователи. В одном из старинных рецептов сказано, что для приготовления эмали требуется одна часть чистого кварцевого песка, одна часть борной кислоты и две части свинцового сурика. Для придания составу нужного цвета использовались различные пигменты в виде окисей кадмия, кобальта или меди.
В XX веке техника эмали вышла за рамки своего традиционного использования и, кроме декоративно-прикладного искусства, стала применяться везде, где требуется создать долговечную и химически стойкую поверхность. Появились технические эмали. Соответственно, изменилась и технология их приготовления.
Перегородчатая эмаль: мастер-класс
В завершение статьи мы приводим подробный рассказ о том, как самому изготовить панно, выполненное в технике перегородочной эмали. Этот своеобразный мастер-класс позволит каждому желающему попробовать свои силы в создании произведения декоративно-прикладного искусства.
Прежде всего нужно взять подходящую по размеру и толщине медную пластину и отжечь её до появления красного цвета, а затем охладить в воде. Это придаст материалу мягкость и предохранит от деформации при дальнейшем обжиге самой эмали. После этого пластина вытирается и тщательно зачищается наждачной бумагой. Не следует добиваться идеально гладкой поверхности, так как легкая шероховатость будет способствовать лучшему соединению металла с эмалью.

От нанесения рисунка до установки перегородок
Следующий шаг – нанесение на пластину рисунка. Это может быть как собственная композиция, так и перенесённая из книги с помощью кальки и копировальной бумаги. Чтобы изображение было более чётким, пластину можно предварительно покрыть белой гуашью. Когда рисунок обозначен, его следует процарапать с помощью стальной чертилки, применяемой в слесарных работах. После этого пластина тщательно промывается и ещё раз прокаливается на огне.
Для изготовления перегородок рекомендуется использовать медную проволоку диаметром примерно 0,8 миллиметра. Её предварительно пропускают через вальцы или просто расплющивают молотком. Получившаяся полоса приклеивается ребром к пластине, в точности повторяя линию рисунка. Для этой работы обычно используют спиртовой клей БФ-6.
Нанесение эмали и обжиг
Для изготовления панно следует применять эмаль в виде порошковой массы. В продаже бывают её разновидности с добавлением золотых или серебряных частичек, что придаёт изделию более дорогой и изысканный вид. Порошок разводят водой и образовавшейся массой заполняют промежутки между перегородками. Для этой цели удобно использовать шпатель и кисть. Важно, чтобы слой эмали был равномерно уложен ровно по высоте перегородок.
На следующем этапе потребуется сушильная печь. В ней изделие просушивается при температуре 60 °С до тех пор, пока из эмалевой смеси полностью не испарится вода. По завершении этого процесса пластину на подставке из жаропрочной стали помещают в муфельную печь и производят обжиг. Если есть возможность регулировать температуру в печи, то желательно довести её до 850 °С, если нет, то нагрев следует продолжать до тех пор, пока поверхность изделия не станет глянцевой.

Завершающий этап работы
Убедившись, что обжиг завершён, пластину достают из печи при помощи длинных щипцов и, положив на металлическую поверхность, прижимают сверху плоским и ровным грузом, вес которого должен быть не менее десяти килограмм. В таком виде изделие остывает. Затем груз убирают и надфилем производят зачистку неровностей и удаление окалины.
Перегородчатая эмаль – техника непростая, и с первого раза художественные качества изделия могут оказаться неудовлетворительными. В этом случае можно добавить в ячейки необходимое количество эмали и повторить обжиг, но делать это можно не более четырёх раз, так как при большем количестве этот вид эмали обесцвечивается.
Источник: fb.ru