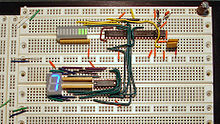
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
Ремонт украшений бижутерия!
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть.
Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.

и припой c флюсом внутри:

- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
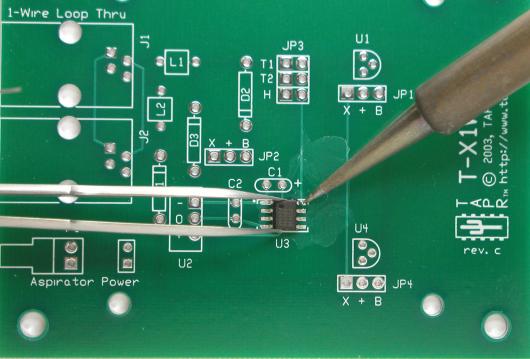
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета.
Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



-
Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки».
Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Источник: habr.com
Пайка нержавейки в домашних условиях


Выбор припоя для выполнения конкретной работы зависит от химического состава заготовок и условий протекания процесса. К примеру, если паять детали приходится в условиях высокой влажности, то предпочтение следует отдать серебряным припоям. В их составе присутствует небольшое количество никеля.
Если же предполагается выполнения работ в сухом помещении или в печи, то лучшим выбором станет серебряно-марганцевый или хромоникелевый припой. Самый распространенный вид флюса для пайки нержавеющих металлов – бура. Она представляет собой пасту или порошок и наносится непосредственно на место соединения.
Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально.
О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным. По завершению работ на стыке можно найти остатки флюса, которые не плавились. Их следует удалить. Проще всего это сделать проточной водой.
Другой вариант – пескоструйная обработка. Нельзя для очищения поверхности применять соляную или азотную кислоту. Хотя они и эффективны в лане растворения шлаков, но оказывают негативное воздействие как на припой, так и на сам металл.
Как паять нержавейку оловом в домашних условиях

Не так уж и редко требуется ремонт предметов домашнего обихода или узлов бытовой техники. Выполнить это сможет любой желающий, у которого есть опыт пайки. Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы. Прежде, чем приступить к пайке, следует основательно подготовиться. Тем, кто берет паяльник в руки впервые, нужно внимательно изучить теоретический курс и хотя бы немного попрактиковаться. Для этого можно использовать пришедшие в негодность элементы бытовой техники. Для пайки нержавеющей стали потребуются инструменты и оснастка:
- электрический паяльник мощностью от 100 ватт;
- кислота для пайки, которая служит в качестве флюса;
- абразивные инструменты или материалы: наждачная бумага, напильник и т.п.;
- припой на основе олова и свинца, предназначенный для работы со сталью;
- стальной трос и металлическая трубка.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Алгоритм выполнения работ по пайке нержавеющей стали:
- Рабочая поверхность тщательно очищается. Важно убрать следы технических жиров, краски, лака. Металл должен быть чистым и обезжиренным.
- После завершения подготовки соединяемых деталей наносится флюс. Чаще всего для этих целей применяется паяльная кислота. Основная ее задача состоит в том, чтобы создать условия для лужения стыков соединяемых элементов.
- По завершению обработки кромок флюсом можно приступать к лужению. Процесс представляет собой нанесение на поверхность металла немного оловянно-свинцового припоя. Бывает, что лужения с первого раза не получается. Тогда процедуру нужно повторить, предварительно разогрев поверхности заготовок.

- В редких случаях нормально залудить металл не получается даже после разогрева заготовок. Припой не получается положить на поверхность тонкой пленкой. Он скатывается в виде шариков. В этом случае потребуется кисточка с металлической щетиной. Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
- Когда на поверхности соединяемых деталей уже есть тонкий слой олова, то можно приступать к пайке. Паяльником разогревается припой, расплавом которого следует тщательно заполнить стык между заготовками.
Припой для нержавейки и его типы
Нержавеющую сталь можно паять двумя типами присадочного материала – мягким и твердым. Основу первых составляет олово и свинец, а твердый припой производится из тугоплавких металлов. Легкосплавные типы припоя характеризуются высокой пластичностью и текучестью.
То есть в расплавленном состоянии они хорошо наполняют все пустоты, которые существуют в стыках соединяемых элементов. Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.

В отличие от мягких твердые припои в домашних условиях позволяют получать более надежные соединения. Они изготавливаются из металлов, температура плавления которых намного выше, нежели олова или свинца. Застывая, припой образует прочный и тверды стык, способный выдерживать сильные механические нагрузки. Довольно часто в такие припои подмешивают техническое серебро. Доля примеси может составлять до 30%.
Одной из наиболее востребованных марок «серебряного» припоя является HTS-528. Данный припой отлично показал себя не только в пайке нержавеющей стали. Он успешно применяется для соединения заготовок из меди, латуни, никеля, бронзы и прочих металлов. На рынок расходный материал поставляется в виде прутка, на поверхность которого уже нанесен флюс. При выборе данного припоя необходимо учитывать, что температура его плавления составляет 760 градусов Цельсия.
Флюс для пайки нержавейки и его приготовление
Одним из наиболее важных вопросов, которые приходится решать перед выполнения пайки – выбор наиболее подходящего флюса. Иногда специалисты отдают предпочтение не покупке готового, а самостоятельно готовят расходный материал. Классический рецепт предполагает использование таких элементов:
- фтористый кальций – 10%;
- борная кислота – 20%;
- бура – 70%.

Для соединения заготовок небольшого размера можно использовать флюс, включающий в себя только два элемента: буру и борную кислоту в соотношении 1:1. Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
Полезные советы
Опыт специалистов со стажем позволил выработать список полезных рекомендаций. Соблюдая их, начинающий специалист сможет получить результат хорошего качества. Советы мастеров:
- Для работы лучше всего подходят паяльники, мощностью от 60 до 100 ватт. Самым лучшим выбором станет именно стоваттный инструмент. Габаритные конструкции, а также трубопроводы лучше соединять не электрическим паяльником, а газовой горелкой.
- При выборе электрического паяльника желательно отдавать предпочтение инструментам с необгорающими наконечниками.
- Расходные материалы из оловянно-свинцового сплава являются самыми удобными, экономичными и универсальными. С их помощью получается соединение хорошего качества. Для работы с пищевыми резервуарами, кухонными или столовыми емкостями следует брать припой из чистого олова без примесей свинца или других вредных добавок.

- Пайку металлических конструкций следует выполнять в хорошо проветриваемом помещении.
- При выполнении работ нужно пользоваться индивидуальными средствами защиты. В противном случае можно нанести непоправимый вред своему здоровью.
Что еще нужно знать про пайку нержавейки
Если требуется соединить изделия из нержавейки, к которым предъявлены высокие требования, то часто предпочтение отдается особым маркам припоев. Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.

Изготовленные на основе никеля припои отличаются тем, что позволяют создавать очень прочные и долговечные соединения. С другой стороны, соединение получается жестким. Недостаточный уровень пластичности делает такой стык непригодным для использования в условиях часто изменяющегося вектора нагрузки.
Проще говоря, если конструкция будет эксплуатироваться в условиях вибрации, может подвергаться ударам или другому резкому механическому воздействию, то припой из никеля лучше не применять. Помимо этого, такого рода соединения не любят очень низких температур. И последний штрих связан с условиями работы с такими припоями.
Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Пайка нержавейки в домашних условиях
Оцените, пожалуйста, статью
Источник: vtmstol.ru
Восстановление, соединение, ремонт спирали электрической из нихрома с помощью сварки, пайки, скрутки

Ремонт нихромовой спирали, сварка, пайка, скрутка нихрома
Нагревательные элементы, электрические спирали, изготовленные из сплавов с высоким электрическим сопротивлением на основе никеля и хрома, применяются во всех современных промышленных и бытовых устройствах, предназначенных для преобразования электричества в тепло. Спирали из нихрома отличаются высокой сопротивляемостью к окислению благодаря образованию оксидных плёнок.
По этой причине надежная пайка нихромовых нагревателей при отсутствии специального оборудования (вакуумные камеры, газовые среды) должна проводиться после обработки соединяемых поверхностей флюсами, в состав которых входят кислоты, способные разрушать защитный слой окислов. Нихромовые спирали служат дольше спиралей из фехрали, однако и они подвергаются разрушению при длительной эксплуатации. Вероятность возникновения пережиганий и обрывов увеличивается на таких участках проводника, где имеются механические повреждения, зазубрины, перегибы, или перехлёсты с поверхностью соседних нагревательных элементов. Ремонт повреждённой спирали из нихрома возможно провести в домашних условиях. При соблюдении несложных технологий эксплуатационные характеристики электрооборудования будут полностью восстановлены.
Восстановление ремонт нихромовой спирали
Существуют 3 способа восстановления целостности нихромового проводника:
- Механический – муфты, скрутки, резьбовые зажимы при помощи шайб, винтов и гаек.
- Пайка.
- Сварка.
Последний способ — наиболее надёжен в плане прочности и долговечности. Сварные соединения не влияют в существенной мере на параметры электрических цепей, поэтому технические характеристики приборов остаются в прежних нормах. Соединения в виде скруток, муфт и зажимов создают условия для скапливания продуктов окисления, влияют на общее показатели сопротивления цепи, а также могут создавать участки повышенного нагрева, что усиливает риск повторных обрывов и выхода электрооборудования из строя.
Как спаять нихром?
1. Источник советует
Спаять нихромовую спираль можно следующими способами:
- Нагрев обмотки в виде тонкой медной проволоки.
- Использование ляписа (азотистого серебра).
- Применение специальных припоев и кислотосодержащих флюсов.
Первый способ — наиболее простой и доступный, но он подходит только для соединения проводников высокого сопротивления с толщиной не более 0,5 мм. Медную проволоку для обмотки лучше всего брать с толщиной 0,1 мм. Нагрев производится с помощью газовой горелки, но также можно использовать обычную зажигалку с турбонаддувом.
Медная проволока нагревается докрасна и прилипает к нихрому, создавая электрический контакт на атомарном уровне. Метод пайки при помощи ляписа применяется для усиления контакта механической скрутки, если рабочая температура нагревательного элемента в приборе не будет превышать 200 °C (граница сплавления нитрат серебра). Вещество наносится на скрутку при её разогреве током.
Наиболее надежные результаты даёт метод пайки с помощью специальных припоев и флюсов. Оксидная пленка, которая образуется на поверхности хромоникелевых спиралей, — основное препятствие для выполнения качественного лужения. В условиях промышленного производства для решения этой проблемы целесообразно применять вакуумные камеры, или нейтральные газовые среды. В домашних условиях используются кислотосодержащие флюсы:
- Смесь вазелина, глицерина и хлористого цинка.
- Лимонная кислота.
- Аспирин.
- Флюсы фабричного изготовления, типа Ф-38Н ПЭТ.
Соединяемые поверхности очищаются от оксидной пленки, обезжириваются и покрываются флюсами при помощи паяльника. После этого производится предварительное лужение и пайка с помощью припоев ПОС 40/50/61.
2. Источник советует
Качественно выполнить пайку Нихром-Нихром; Нихром-Медь, Медно-никелевый сплав; Нихром-Сталь. Нам помогут припои ПОС 50, ПОС 61, удовлетворительно себя зарекомендовал ПОС 40. Не забываем применять флюс.
Рекомендуем самим приготовить следующий состав: вазелин 100 гр, хлористый цинк порошок 7 гр, глицерин 5 гр.
Флюс желательно готовить в керамической ступке, в которую кладут вазелин, а затем последовательно добавляют, хлористый цинк и глицерин, хорошо перемешивают до получения однородной массы.
Самый активный паяльный флюс, из представленных на Российском рынке это — Ф-38Н ПЭТ. Если для кого-то активность флюса слишком велика, разбавьте его с равным количеством этилового или изопропилового спирта.
Применение: пайка нихрома, константана, манганина, бериллиевой и алюминиевой бронзы, коррозионно-стойких сталей легкоплавкими припоями при температуре 300°C. Флюс содержит фосфорную кислоту, гликоли и органические гидрохлориды.
Спаиваемые концы тщательно зачищают абразивной шкуркой и протирают ватой, смоченной в 10% спиртовом растворе хлористой меди, флюсуют, лудят и только после этого паяют.

Как сварить нихром?
1. Источник советует
На производстве для надёжной сварки проволоки, или ленты из нихрома применяется аргонодуговой метод. Однако проволоку небольшого диаметра, которая используется в качестве нагревательных спиралей в бытовых приборах, можно сварить при помощи самодельной сварочной системы в домашних условиях. Для этого потребуется источник питания 12-24 V с силой тока 10 ампер и выше.
В качестве электрода можно взять графитовый стержень соляной батарейки. Соединяемые концы нагревательной спирали скручиваются. Минусовой провод от источника питания присоединяется к нихромовой проволоке. К плюсовому проводу через дроссель лампы дневного света присоединяется графитовый стержень. При прикосновении графита к участку сварки возникает дуга низкого напряжения, энергии которой будет достаточно, чтобы расплавить нихром.
2. Источник советует
Значительно лучшие результаты, чем пайка, дает сварка, в особенности, если приходится соединять между собой концы тонкой проволоки. Преимущество сварки состоит в том, что для ее выполнения никаких припоев не требуется. Контакт при этом получается очень надежный, так как температура нагрева свариваемых металлов значительно выше, чем, например, у оловянно-свинцовых припоев. Поэтому при эксплуатации даже от сильного нагрева сваренного контакта соединение проводов не нарушается.
Для соединения проводов из нихрома, константана, манганина и т. п. их следует зачистить, скрутить и пропустить через них ток такой силы, чтобы место сварки накалилось докрасна. На это место пинцетом кладется кусочек ляписа (азотнокислого серебра), который при нагревании расплавляется, в результате чего в месте соединения возникает прочный контакт.
Если Ø диаметр свариваемой проволоки не превышает 0,15-0,2 мм, то ее концы накладывают друг на друга (расстояние 15-20 мм) и на них наматывают тонкую медную проволоку диаметром Ø 0,1-0,15 мм. Затем соединенную таким образом проволоку нагревают газовой горелкой. Медь при этом начинает плавится и прочно соединяет свариваемые концы нихромовой проволоки. Этот способ применим для соединения никелевой, медно-никелевой, медной проволоки с проволокой из прецизионных сплавов с высоким электрическим сопротивлением: Нихром Х20Н80, Х20Н80-ВИ, Х20Н80-Н, Х15Н60, Х16Н60-Н, Н80ХЮД, фехраль Х23Ю5Т.

Как соединить перегоревшую нихромовую спираль?
Способ ремонта перегоревшей нихромовой спирали выбирается в зависимости от толщины проволоки, а также от характеристик прибора, в котором используется вышедший из строя нагревательный элемент. Если рабочая температура превышает 150-200 °C, — следует применять сварку. Механические соединения в виде скруток, муфт и зажимов дадут только временный результат, а спайка с помощью тонкой медной проволоки и газовой горелки будет надежным решением для маломощных электронагревателей, в которых работают спирали из тонкой проволоки. Пайка с помощью припоев создает отличный контакт, но быстро разрушается, если нагрев превышает 300 °C.
Как произвести спайку, сварку нихрома в домашних условиях?
При отсутствии специального оборудования надёжный ремонт спирали нихрома лучше всего проводить с помощью метода контактной сварки с низковольтной дугой, созданной графитовым электродом. Для этого нужен специальный источник питания, но если его под рукой нет, то можно воспользоваться способом пайки при помощи тонкой медной проволоки.
Соединение получается прочным и относительно долговечным, а если произойдёт повторное выгорание, то разрыв можно без труда восстановить этим способом за несколько минут. Чтобы провести качественную пайку, концы проволоки нужно зачистить, погрузить в порошок лимонной кислоты и нагреть паяльником. Вещество расплавится и покроет поверхность металла тонким слоем. Оксидная пленка будет разрушена. Перед лужением соединяемые концы можно дополнительно обработать канифолью.
Альтернативный способ соединения нихромовой спирали
Перегоревшую спираль электронагревательного прибора из сплавов: Нихром, константан, никелин. Соединяем следующим способом: концы провода в месте обрыва вытянуть на длину 15-20 мм и зачищаем до блеска абразивной шкуркой. Затем из листовой стали или алюминия вырезаем небольшую пластинку, скручиваем ее и делаем муфту, надеваем на проволоку вместе их соединения. Нихром предварительно скрепляем обычной скруткой. Затем муфту плотно сжимаем пассатижами.
Источник: partalstalina.ru