Ювелирное дело известно со времен глубокой древности. Человек, встретив на своем пути золото, был очарован его красотой, поражен способностью в любых условиях сохранять солнечный цвет и блеск, легко поддаваться обработке; использовав эти удивительные качества металла в сочетании с гармонией линий и форм, человек создал один из неподражаемых видов народного художественного творчества.
Ювелирное дело — искусство малых форм. Благородная красота материала, талант и техническое мастерство исполнителя позволили придать ювелирным изделиям изысканность, высокую художественную ценность, особую выразительность.
Вначале для изготовления ювелирных изделий человек использовал только золото, затем постепенно стал применять серебро, драгоценные и полудрагоценные камни, жемчуг, янтарь, а в наши дни и выращенные в специальных установках камни, которые по внешним характеристикам и физико-химическим свойствам не уступают природным: изумруду, гранату, бирюзе, опалу, малахиту и др.
Ювелирные изделия, созданные мастерами, призваны служить не только в качестве украшений и предметов быта; они способны нести в себе воспитательное начало: удовлетворять эстетические потребности человека, формировать его художественный вкус и культуру, пробуждать интерес к творчеству. Ювелирное дело на территории России возникло с незапамятных времен.
3 кулона. Литьё по выплавляемым моделям. Полный процесс. 3 pendants. Lost wax casting.
Важнейшими в истории его развития являются следующие этапы: ювелирное искусство Киевской Руси, ювелирное дело на Руси в XVI, XVII вв., ювелирные украшения XVIII, XIX вв., ювелирное дело в советский период. Центрами русского ювелирного творчества в разное время были Киевская Русь, Владимиро-Суздальское княжество, Новгород, Псков, Ярославль, Нижний Новгород, Кострома, Казань, Калуга, Вологда, Великий Устюг, Москва, Петербург, ряд городов Урала.
Ювелиры Киевской Руси славились изделиями из золота с эмалью выемчатой и перегородчатой. Для этого времени характерны такие украшения, как котлы, которые подвешивались с двух сторон к женскому головному убору, бармы — драгоценные оплечья, расписанные изображениями религиозного характера, полые серьги в виде полумесяца, гривны — шейные украшения в виде обруча, подвески из скрученных золотых нитей, бусы всевозможных видов. В декоре успешно применялись чернь, зернь, эмаль, скань (филигрань), чеканка, резьба, позолота. Основной мотив орнаментации изделий — явно стилизованные растительные формы.
Начало второй половины XVIII в. для мастеров-ювелиров России ознаменовалось открытием, разработкой и освоением отечественных месторождений камнесамоцветного сырья. В 1688 г. искатель руд Михайло Тумашев нашел на Урале в районе бывшего Чурзинского острога самоцветные камни: агат, топаз и др. Вскоре были открыты месторождения многих других драгоценных и полудрагоценных камней, которые стали широко применяться в ювелирном деле. Причем в XV-XVII вв. самыми модными самоцветами были необычайно яркий и нарядный своей зеленью изумруд, а также вишнево-красные альмандины и алые как заря рубины и шпинели. В те времена ювелиры любили украшать свои изделия эмалями ярких, насыщенных палитр, повторяющих гаммы расцветок драгоценных камней.
Литье по выплавляемым моделям — сюжет о процессе литья, технология
Оглавление
— Материалы и инструменты .1 Рабочее место ювелира
— Инструменты и оборудования для произведения ювелирных изделий
— Техника безопасности при ручном изготовлении ювелирных украшений Глава 2. Литье по выплавляемым моделям в ювелирном производстве
— Литье по выплавляемым моделям
— 3D моделирование ювелирных изделий
— Вакуумное литье Заключение
— Список использованной литературы
— ювелирный литье центробежный вакуумный
Заключение
Ювелирное дело — одно из древнейших и широко распространенных видов декоративно-прикладных направлений. Среди произведений декоративно-прикладного искусства, которые были созданы в прошлом и создаются в наши дни, большое и почетное место занимают изделия из металла.
Список литературы
1. В. Лившиц. Художественное литье. 2004 г.
. В.П. Новиков, В.С. Павлов. Ручное изготовление ювелирных украшений. 1991 г.
. С.А. Селиванин, И.И. Власов, Л.А. Гутов. Технология ювелирного производства. 1978 г.
. Л.А. Гутов. Литье по выплавляемым моделям сплавов золота и серебра. 1974 г.
. Н.И. Дронов. Ювелирные изделия. 1996 г.
Источник: studlandia.com
Литье как основной элемент изготовления сложнопрофильных ювелирных украшений
Способы изготовления художественных изделий из металлов весьма многообразны, а технология их производства может быть как простой, так и достаточно сложной.
Ювелирные украшения (кольца, серьги, броши и пр.) можно получать как методами литья заготовки с последующими штамповкой, отделкой и покрытием, так и только литьем с дальнейшей полировкой и эмалированием. Предметы сервировки стола получают из литой заготовки, прокаткой листа с последующей штамповкой, правкой и гальваническим покрытием. Изделия для украшения интерьера (вазы, шкатулки, фигурки и пр.) получают как точным литьем с последующими отделочными операциями, так и литьем заготовки с дальнейшей термообработкой, ковкой и отделочными операциями, например оксидированием.
Единственно возможным методом изготовления и тиражирования сложнопрофильных ювелирных и орнаментных изделий являются точные способы литья в разовые (разрушающиеся) формы, заполняемые литейными сплавами с принудительной заливкой, потому что при других технологиях, например ковке или штамповке, сложнопрофильные изделия невозможно извлечь из штампов и прессформ, применяемых в этих процессах.
К точным способам литья можно отнести литье по выплавляемым или выжигаемым моделям, литье в керамические формы, литье в гипсовые формы и литье в резиновые формы. Последний метод применяется для художественных украшений, изготовляемых из сплавов, температура плавления которых не превышает 400–450 °C.
Таким образом, мы видим, что любой технологический процесс, как простой, так и сложный, начинается с получения литой заготовки или непосредственно ювелирного изделия. Сложнопрофильные отливки можно получать только литьем. Кроме того, литые изделия могут имитировать любую технику исполнения (монтировку, филигрань и т. д.)
Поэтому в дальнейшем будут рассмотрены деформированные и литейные сплавы на медной, алюминиевой, цинковой основах и сплавы драгоценных металлов, применяемые в ювелирном деле. Будет рассказано об особенностях их выплавки и термической обработки.
Наиболее универсальным способом получения ювелирных изделий служит метод литья по выплавляемым моделям (ЛПВМ). Он является развитием применявшегося с древних времен способа изготовления литых художественных и ювелирных изделий по восковым моделям. Советские археологи установили, что искусством литья бронзы по восковым моделям хорошо владели наши предки скифы, населявшие более 2500 лет тому назад Среднее Приднепровье, берега Черного и Азовского морей, Алтай и другие местности.
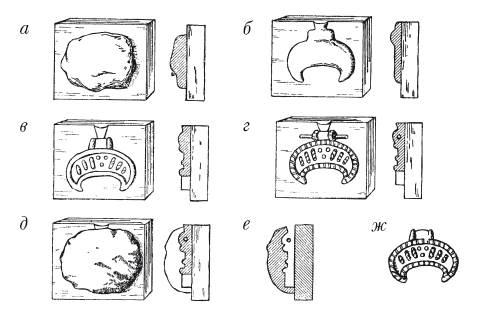
Рис. 2.1. Процесс изготовления украшений по восковой форме: а – на огнеупорную поверхность нанесен сдой воска; б – воску придана форма будущей отливки; в – на плоскость восковой модели наложены валики из воска; г – на воск острием инструмента нанесен орнамент, в ушко продет стержень – восковая модель готова; д – восковая модель залита жидкой глиной; е – воск выплавлен, на его место залит металл; ж – готовая отливка (застежкαлунница).
Позже, в Древней Руси, медное, бронзовое и серебряное литье по восковым моделям производилось в большом количестве. Например, еще в VI–VII вв. и даже раньше литейщики, жившими в районе Днепра, отливали по восковым моделям различные украшения (подвески, височные кольца, браслеты, пряжки и др.).
Ажурные литые изделия были недавно обнаружены при раскопках на Кавказе (в городе Гори и др.). Процесс отливки украшений, применявшийся в те времена (восстановленный Б. А. Рыбаковым), показан на рис. 2.1. Применение восковых моделей подтверждается сложностью отливок, диктующих необходимость разрушения формы для извлечения отливки, тонким орнаментом на поверхности, как бы вырезанным резцом и, в особенности, отпечатками пальцев мастера, лепившего восковую модель, обнаруженными на некоторых литых изделиях.
В совершенстве технология литья по выплавляемым моделям была разработана в 1950х гг. Характерно, что этому расцвету литья способствовали новые формовочные массы на основе этилсиликата, кристобалита, гипса, специальных резин и синтетических восков.
Дата добавления: 2017-01-08 ; просмотров: 1872 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник: poznayka.org
Материаловед
Особенности применения литья по выплавляемым моделям для получения ювелирных изделий
Н.Л.ПАВЛЮКОВА, к.т.н., доцент, И.С. СМОЛИН, студент
(ИГЭУ) г. Иваново
Ювелирное литье — один из древних и наиболее распространенных видов обработки металлов и сплавов. В наше время появление новых технологий литья по выплавляемым моделям, новых материалов и оборудования, позволяет облегчить труд литейщиков, удешевить производимые ими литейные ювелирные изделия, а также их тиражировать.
В практике литья по выплавляемым моделям особое место занял эстрих-процесс. Этот вид литья имеет высокую производительность при низкой себестоимости отливок и высоком качестве изделий, т. е. шероховатость поверхности и точность размеров отливок очень высокая и часто не требует дополнительной обработки (шлифовки и полировки).
Высокое качество поверхности и точность воспроизведения ажурного рисунка обеспечиваются эластичными пресс-формами, тонкодисперсными огнеупорными материалами и принудительным заполнением форм металлом.
Для того чтобы отлить несколько одинаковых ювелирных отливок, необходимо изготовить мастер-модель. Мастер-модель изготовляют из металла или специального модельного воска. В качестве мастер-модели можно использовать и готовое изделие.
Для изготовления литейных форм в эстрих-процессе применяется гипс, так как разведенный водой гипс быстро схватывается, гипсовая форма не нуждается в дополнительных связующих, выдерживает высокие температуры заливаемого сплава. К преимуществам эстрих-процесса нужно отнести возможность получения отливок в единую смесь без дополнительной оболочки.
Заливка прокаленных форм металлом производится принудительно на центробежных установках или на машинах вакуумного всасывания. Температура литейных форм для заливки сплавов на различных основах осуществляется при разных температурах. Например, при заливке сплавов на основе меди и золота температура формы может быть от 500 до 600°С, при заливке сплавов на основе серебра — должна быть 400 — 500°С, а сплавы на основе алюминия заливают при температуре формы 200 —250°С. Охлаждение отливок на воздухе выполняется только в том случае, если они изготовлены из сплава ЗлМНЦ750. Во всех остальных случаях, если отливки изготовлены из медных, медно-никелевых и алюминиевых сплавов, опоки охлаждают в воде, в которой формовочная смесь растворяется, размягчается, а вместе с ней охлаждаются отливки.
Свежие заметки
- Поздравление с Днем студента!
- Поздравление с Днем энергетика
- Привет мир!
Источник: xn--80aagiccszezsw.xn--p1ai