
С момента появления до сегодняшнего дня формование металлических расплавов использовалось для создания произведений искусства. Старинные украшения и скульптуры, выполненные с величайшим мастерством, были сделаны с помощью древних технологий художественного литья из металлов. Эти методы почти без изменений используются современными авторами.
История и суть технологии
С металлом человечество познакомилось очень давно, но самые ранние попытки получения отливок из него, скорее всего, берут начало в четвёртом тысячелетии до н. э. Такие предположения позволяют делать археологические находки на Ближнем Востоке. Согласно исследованиям, первые формы, заполненные жидким металлом, были простыми углублениями в открытом грунте.
Значительного прогресса в точности и качестве отливок мастерам древности удалось добиться не сразу. Приблизительно вторым-третьим тысячелетием до нашей эры датируются первые сохранившиеся артефакты, которые можно отнести к скульптурному жанру. В этот период литьё становится не только предметом ремесла, но и способом создания произведений искусства высокого уровня.
Литьё ювелирных украшений в домашних условиях
Суть технологии заключается в свойстве расплавленного металла (как и любой другой жидкости) заполнять сосуд, в который его вылили. После остывания готовая отливка становится точной геометрической копией пустот в ёмкости. Основные этапы упрощённо выглядят так:
- Изготовление скульптором оригинальной модели из пластичных неметаллических материалов.
- Приготовление материалов для формования, создание литейной формы по оригиналу.
- Плавление металла, заливка его в форму, остывание.
- Освобождение готового изделия от формы, очистка и механическая обработка.
Процесс значительно усложняется, если необходимо создавать пустотелые отливки или тиражируемые изделия.
Используемые материалы

«Семёркой древних» называют перечень из железа, меди, олова, свинца, серебра, золота и ртути — с ними человечество знакомо не одну тысячу лет. Драгоценные металлы использовались для изготовления ювелирных изделий, а основным материалом для художественного литья в прошлом были сплавы на основе меди. В новое время к ним добавились чугун и алюминий.
Художники на протяжении всей истории не ограничивали себя ассортиментом материалов для плавки. Например, в XIX веке в Европе и России были популярны изделия из цинка и свинца, а современные скульпторы нередко обращаются к нержавеющей стали. Но классическими материалами для художественного литья даже на сегодняшний день являются бронза и чугун.
Бронзовые сплавы
Сплавы меди с некоторыми цветными металлами (свинцом, оловом, алюминием, бериллием) без присутствия цинка и никеля называют бронзой. Медь с большими примесями цинка — это латунь. Последнюю применяют в основном для изготовления кабинетной скульптуры и дорогой мебельной и интерьерной фурнитуры. Главным материалом для художественного литья больших и малых форм оставалась несменной на протяжении веков оловянная бронза. Её преимущества:

- ничтожная усадка;
- высокая текучесть;
- не подверженность пористости при остывании;
- высокая теплопроводность;
- прочность;
- коррозионная стойкость;
- упругость;
- свариваемость.
Литьё из бронзы — одно из старейших искусств. Применение её в разных частях древнего мира было повсеместным: люди готовили в бронзовой посуде, носили бронзовые украшения, пользовались бронзовыми инструментами, застёгивали одежду на бронзовые пуговицы. Эта эпоха известна по удивительно высокому качеству исполнения и небывалой художественной силы скульптурам, сохранившимся до наших дней. С тех времён берёт начало литейная бронзовая традиция, надолго пережившая свой век с одноимённым названием. Безусловно, сплавы совершенствовались на всём протяжении истории, но большая часть технологических процессов художественного литья оставались неизменными.
Серый чугун
Бронза и железо, пожалуй, самые важные материалы в истории человечества. Недаром они дали названия двум эпохам технологической эволюции — бронзовому и железному векам. Поскольку для железного литья требовались более высокие температуры и сложные печи, плавку железа человечество освоило несколько позже бронзы. По некоторым сведениям, чугун лили в Китае ещё 2 тыс. лет назад. Первыми массовыми изделиями из него в Европе и России были стволы пушек и ядра к ним в XV веке.

Эволюция печей и энергоёмкого топлива для них быстро сделала высокие температуры доступными не только для военной промышленности. Художественное применение литейного железа началось приблизительно в 1500 г. с производства плитки для печей, памятников и фонтанов. Мощным толчком для популяризации чугуна в искусстве было бурное развитие металлургических технологий во второй половине девятнадцатого века и последующая за этими событиями индустриализация.
Применяемые методы
Традиционные технологии нисколько не утратили актуальности и в наше время. В качестве основных мастера применяют литьё либо в земляные формы, либо по выплавляемым моделям. На XIX век пришёлся накал соперничества этих двух методов. Первый стал массовым в основном у промышленников, уступив лидерство в искусстве более точному и дорогому литью по восковым моделям.
Литьё в землю

Этот метод объединяет литьё в землю, песок или глину. Основная разница между ними заключается в материале формы. Суть технологии состоит в получении отпечатка от шаблона на смеси с дальнейшим изменением её качества (трамбовкой, добавлением связующего вещества) и последующим формированием в ней литниковой системы — каналов, по которым будет поступать и удаляться расплавленный металл.
Для создания сложных объёмных фигур нередко используют разборные шаблоны, а формовку производят в специальных составных ящиках — опоках. На результат большое влияние оказывает состав и качество формовочной смеси. После отливки заусенцы и линии каналов удаляются механически.
Достоинства технологии:
- простота;
- низкая себестоимость;
- возможность создавать отливки больших размеров и массы.
По выплавляемым моделям
Этот метод был популярен ещё в Древнем Египте и Китае, использовался в Греции и Риме, не претерпел больших изменений за тысячелетия. Основные эволюции произошли во вспомогательных материалах: воск мастера сменили на синтетические смеси, активно стали применять эластичные резиновые формы и т. п. Классический метод литья по выплавленному воску выглядит так:
- Создание восковой модели скульптором — точной копии будущей отливки.
- Изготовление формы — на поверхность воска наносится в несколько этапов пастообразная гипсово-глиняная смесь.
- Запекание формы в печи. Во время нагрева воск покидает форму, вытекая через заранее предусмотренные каналы.
- Заливка расплавленного металла в покинутые воском пустоты.
- Освобождение готовой скульптуры от глиняной формы.
- Удаление лишнего металла с отливки, шлифование, полировка, художественная химическая обработка.
В подобном виде этот древний метод сейчас очень популярен у художников. Процесс литья усложняется при необходимости создавать тиражируемые изделия. Тогда в регламент работ добавляются процедуры изготовления «негативных моделей», назначение которых — служить многоразовой формой для восковых отливок.
Сам по себе способ формирования по выплавляемым моделям позволяет создавать чрезвычайно качественные и тонкие изделия из всех видов металлов. Технологические трудности могут возникнуть лишь при изготовлении больших элементов: такие задачи по плечу только мастерам высокой квалификации.
Источник: tokar.guru
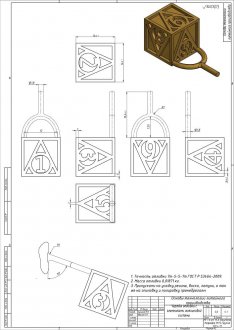
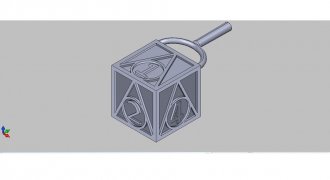
Технология изготовления отливки ювелирного изделия Кубик игральный
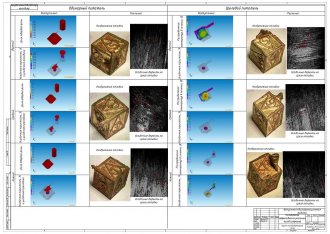
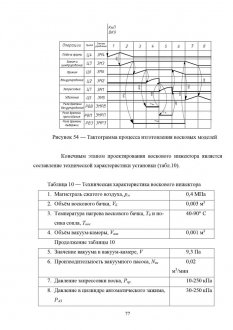
Выпускная квалификационная работа, ювелирные изделия, литьё по выплавляемым моделям, исследование технологии изготовления детали «игральный кубик», оборудование литейных цехов, проектирование воскового инжектора, procast, индукционная вакуумная литьевая машина.
Объектом работы является изучение всех этапов производства отливки «Игральный кубик», проектирование оборудования, используемое при этом, и исследование различных типов литниковых систем.
Цель работы: разработать технологию изготовления заданной отливки с момента получения задания до выхода готового полуфабриката литья, спроектировать конструкцию и механизм работы воскового инжектора, а также провести по возможности его автоматизацию для обеспечения получения качественных отливок, отвечающих всем требованиям производства, провести исследования и по их результатам выбрать наилучший тип литниковой системы.
В процессе выполнения выпускной квалификационной работы была исследована технология изготовления отливки «Кубик», а именно: выполнен анализ с дальнейшим выбором наилучших вариантов изготовления мастер-модели, резиновой пресс-формы и способа заливки металла в форму, произведён расчёт литниково-питающей системы, на основе которого была выбрана необходимая оснастка для получения качественных отливок, а также тщательно проработан весь технологический процесс литья по выплавляемым моделям ювелирных изделий из сплавов меди, включая выбор надлежащих материалов и назначение оптимальных параметров.
Возникшие трудности при выборе литниковой системы были решены путём исследования эффективности работы различных типов питателей, которое проводилось в программном обеспечение ProCAST, а также путём реальной заливки. Конечным результатом эксперимента стал выбор наиболее оптимально типа литника.
В процессе исследования технологии было рассмотрено различное литейное оборудование, но особый упор был сделан на проектирование воскового инжектора. После выбора наиболее подходящего прототипа для изготовления исходной отливки были рассмотрены различные узлы установки, модифицированы с использованием наработок других фирм, а также произведена автоматизация процесса изготовления восковых моделей для увеличения производительности и облегчения труда человека.
СОДЕРЖАНИЕ текстовой части с описаниями
РЕФЕРАТ
ВВЕДЕНИЕ
1 Технологическая часть
1.1 Анализ вариантов
1.1.1 Анализ вариантов получения мастер модели
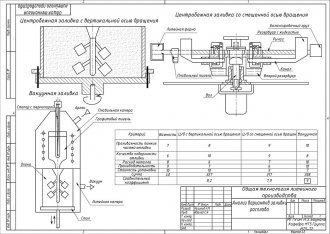
1.1.2 Анализ вариантов изготовления резиновой пресс-формы
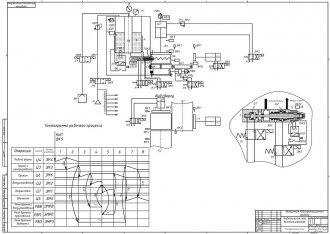
1.1.3 Анализ вариантов заливки расплава в форму
1.2 Расчёт литниково-питающей системы
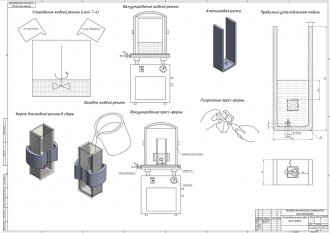
1.3 Изготовление пресс-формы
1.4 Изготовление восковых моделей
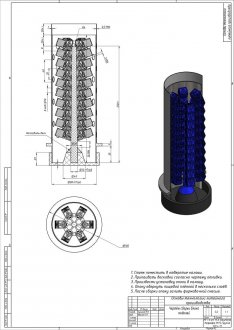
1.5 Сборка блока восковых моделей
1.6 Создание литейной формы
1.7 Выплавление воска и прокалка опок
1.8 Заливка расплава, выбивка формы и очистка отливок
2 Научно-исследовательская часть
2.1 Выбор исследуемых питателей
2.2 Моделирование литейных процессов в программном обеспечении ProCAST
2.3 Проведение реального эксперимента
3 Конструкторская часть
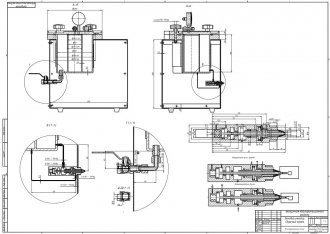
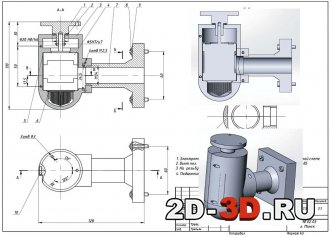
3.1 Восковый инжектор
3.1.1 Описание конструкции
3.1.2 Принцип работы
3.2 Анализ вариантов
3.2.1 Ручной восковый инжектор Рио Гранде Mini
3.2.2 Восковый инжектор Yasui D-VWI
3.2.3 Восковый инжектор Prime Yasui автомат в комплекте с автозажимом и блоком управления
3.3 Проектирование конструкции
3.3.1 Ёмкость для воска
3.3.2 Сопло для впрыска
3.3.3 Автоматический зажим и пневматическая система
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ПРИЛОЖЕНИЕ А Графическая часть выпускной квалификационной работы
Скачать
- curse
- curse4
- курсовая отливка
- Деталь1
- stoyak123
- stoyak9
- stoyak8
- stoyak7
- stoyak
- otl
- otl (2)
- opoka
- kalosha
- elka
- curse123
- pressf
- pressf1
- pressf3
- pressf4
- cub1
- cub2
- cub3
- dva
- kubik
- kubik1
- kubik2
- kubik3
- ls
- ls1
- odin
- tri
- big
- big2
- big3
- dvoynoy
- kubbb
- lsbig
- odinarniy
- proba
- schelevoy
- zaldvoy
- zaliv
Похожие материалы
 Проектирование технологии изготовления отливки «Крышка муфты сцепления»
Проектирование технологии изготовления отливки «Крышка муфты сцепления»
 Разработка ЛГМ процесса для детали крышка ВУ 8.040041
Разработка ЛГМ процесса для детали крышка ВУ 8.040041
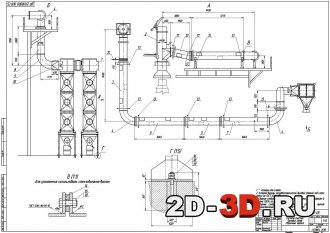 Модернизация системы очистки отходящих газов фриттоварочной печи
Модернизация системы очистки отходящих газов фриттоварочной печи
 Проектирование шевера операции и технология изготовления
Проектирование шевера операции и технология изготовления
 Модель головы человека
Модель головы человека
 Поворотное устройство камеры
Поворотное устройство камеры
Информация
Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.
Источник: www.2d-3d.ru
Литье алюминия в домашних условиях: изготовление форм, технологический процесс

В детстве многие пробовали плавить свинец. Материал можно было найти в отработанных аккумуляторах. Он быстро плавился в костре и хорошо выливался в простые формы. Литье алюминия в домашних условиях также возможно. Этот металл более практичен и представляет определенный интерес для самобытных мастеров.
Однако для литья необходимо обеспечить в два раза большую температуру, и пламени костра для этого будет недостаточно.
Алюминий: характеристики
Этот металл до открытия и внедрения доступного способа промышленного получения считался драгоценным. На определенном историческом этапе он был дороже золота. Его свойства могли быть использованы во многих отраслях. Алюминий – легкий и пластичный материал. Он поддается штамповке, гнется, хорошо льется в сложные формы, особенно под давлением.
Температура его плавления составляет 660 °C, ее можно достигать и без промышленного оборудования. А значит, литье алюминия в домашних условиях вполне возможно.
Кому это пригодится? Алюминий – материал проверенный. Из него изготавливали и посуду, и детали для авиационной и космической промышленности. Отливки, обладающие хорошей теплопроводностью, коррозионной стойкостью и приемлемой прочностью, ценят любители мастерить. Материал подойдет для изготовления сувениров, декоративных элементов утвари, для ремонта или восстановления деталей и узлов в технике.
Литье алюминия в домашних условиях
Достичь температуры плавления без использования промышленных технологий можно различными способами. В старину кузнецы ковали сталь и разогревали ее энергией сжигаемого угля. Это первый вариант, но для его реализации понадобится печь с принудительной подачей воздуха.
Второй вариант – использование природного, или сжиженного газа. Процесс можно организовать в самодельной печи. Есть и другая возможность, если объемы плавки незначительны. В этом случае можно использовать бытовую газовую плиту.
Литье алюминия в домашних условиях также можно организовать, если в хозяйстве имеется ацетиленовый генератор и резак. Подойдет и вариант с электрической муфельной печью. Такое оборудование уже можно отнести к промышленному. Но если нет желания изготавливать печь, его вполне реально взять напрокат и заказать услугу оператора.
Технологический процесс
В принципе, должна моделироваться ситуация промышленного литья с оговоркой на домашние условия. В любом случае необходимо подготовить сырье. Лом алюминия очищают от грязи, сторонних примесей, всевозможных наполнителей. Крупные части измельчают до нужного размера.
Технология литья алюминия состоит из нескольких этапов. Подготовленный лом плавят выбранным способом. При достижении текучей фазы с поверхности расплава снимается шлак. На завершающей фазе форма заполняется жидким металлом. Одноразовая форма разбивается после остывания.

Предварительно нужно определиться, что предстоит отлить. Даже если это пробная попытка плавки, есть смысл подготовить хоть какую-то форму. А вдруг удастся достичь нужной температуры? Интересно же увидеть результат плавки и оценить результаты: внешний вид, пористость, чистоту. Любой опыт, даже неудачный, пойдет на пользу.
Условия и необходимое оборудование
При плавке вторичного сырья обгорает покрытие, выделяются испарения, есть задымленность. Работать в условиях закрытого помещения без интенсивно функционирующей вытяжки проблематично. Лучший вариант – открытое пространство.
Даже в этом случае будет полезен дополнительный источник вентиляции. Формовочное литье алюминия в пенопласт сопровождается интенсивным выделением продуктов горения. Вентилятор с боковым обдувом рабочего места будет удалять едкий дым, что обеспечит нормальные условия для литья.
Оборудованное и хорошо продуманное в организационном плане рабочее место также важно. Желательно иметь в качестве основы на столе листовой металл или другую поверхность, не поддающуюся воздействию высокой температуры расплавленного алюминия. Вероятность брызг и пролива жидкой массы высока. Помня это, следует задуматься о необходимости проведения работ в условиях жилого помещения.
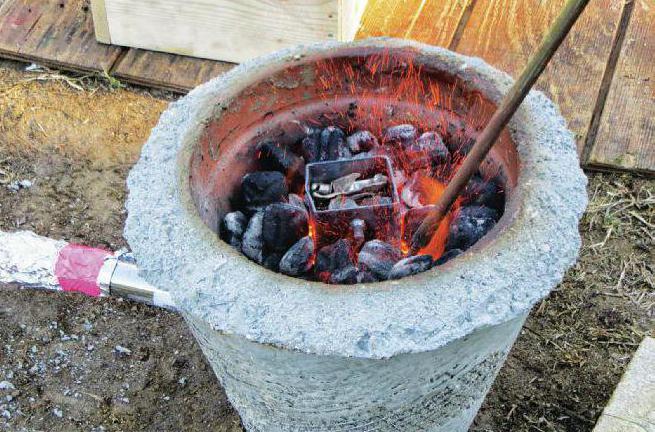
Самодельная печь для плавки
Проще всего взять несколько огнеупорных кирпичей и выложить из них очаг. Это удобно делать в подходящей металлической емкости (старая кастрюля), которая будет использована в качестве каркаса. Сбоку делается отверстие для подведения патрубка подачи воздуха. Можно приспособить подходящий по диаметру отрезок металлической трубы. К нему подключают шланг пылесоса, фен или другое подающее воздух устройство.
Внутрь закладывается древесный (каменный) уголь. Разжигается огонь, включается подача воздуха. Сосуд, где будет плавиться алюминий, устанавливается внутрь печи. С боков он также обкладывается углем. Желательно на печь сделать крышку, чтобы тепло не уходило напрасно, а оставить лишь отверстие для отвода дыма.

В идеале топливник делают цельным с овальным сводом. Используют специальные смеси для кладки жаропрочного кирпича и футеровки печей. Такую конструкцию вполне можно соорудить из старого ведра. Внутренний свод формируют, используя пластмассовые цветочные горшки подходящего размера. Внутрь массы для армирования можно вмуровать металлическую сетку.
После застывания смеси получится добротная печь, способная выдержать не одну плавку.
Использование кухонной плиты
Штучное литье из алюминия можно организовать без изготовления специальной печи. Необходимая температура достигается с использованием бытового газа. Сам процесс плавки занимает около получаса, если объем алюминия не превышает 100-150 грамм.
В качестве емкости используют жестяную банку из-под сгущенки, например. В нее засыпают очищенный и измельченный лом алюминия. Но расплавить его, поставив жестяную банку на решетку над горелкой, не получится – не хватит температуры. Чтобы уменьшить потери тепловой энергии, изобретатели придумали хитрую конструкцию.
Банка с сырьем для плавки помещается внутрь другой жестянки и устанавливается на распорках таким образом, чтобы снизу до дна и с боков до стенок был зазор 5-10 мм. Вторая банка, соответственно, должна быть большего диаметра. В ней снизу проделывается отверстие (диаметром 3-4 см) для подвода струи пламени. Рассекатель с горелки газовой плиты снимается.

Поджигается пламя. Конструкция устанавливается строго над его фитилем. Пламя должно проходить внутрь и греть только жестянку с ломом. Банка большего диаметра играет роль оболочки и удерживает тепло внутри. Сверху проем прикрывается, оставляется лишь зазор для выхода продуктов горения.
Интенсивность горения регулируется.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Простые формы
Какие есть способы литья алюминия? Проще всего вылить расплавленный металл в металлическую форму: старую кружку, сковородку, консервную банку. После остывания болванку извлекают. Проще это сделать, если обстучать еще не остывшую форму. Если на ней были рифленые бортики или обратные углы, каркас придется разрезать.
Можно вылить слегка остывшую каплю металла просто на подготовленную несгораемую поверхность. Такие способы называют открытыми.
Если есть необходимость сделать особую отливку, сначала нужно приготовить для нее форму по размеру. Чтобы металл после остывания приобрел четкие очертания, делают закрытые формы из двух или более составных частей. Одна из них является основной, а другая обычно формирует свод или боковую поверхность. В ней делают отверстия. Часто сверху над ними добавляют еще одну часть формы – воронкообразные летники для удобства.
Материал
Формы для литья алюминия в зависимости от способа можно изготавливать по разной технологии. Есть несколько простых вариантов. Для открытой заливки в простую форму часто используют просеянную землю (кремнезем). Ее укладывают слоями и трамбуют. После извлечения формирующего элемента земля держит форму и выдерживает заливку.
Такой материал простой и дешевый в использовании.

Есть мастера, которые льют алюминий в песок. При замешивании используют жидкое стекло (силикатный клей). Есть информация об использовании цемента. Смесь замешивается, как ни странно, на тормозной жидкости. Разминается руками и протирается через сито, чтобы не было комков. Консистенция должна быть такая, чтобы при сжимании в кулаке формировался комок.
При трамбовке песок и цемент хорошо удерживаются внутри опоки и повторяют даже мелкие детали формы заготовки.
Изготовление сложных форм
Отливки сложной конфигурации делают по другой методике. Чаще всего материалом служит гипс (алебастр). Формы без обратных углов и поднутрений могут быть разборными и состоять из двух или более частей. Долго они не прослужат, но несколько отливок вполне реально получить.
Сложный узел или декоративную объемную модель можно изготовить один раз, при этом форму придется разбивать. Есть два метода в работе. Можно изготовить восковую (парафиновую) модель, залить ее гипсом. Позже в процессе интенсивной сушки этот материал расплавится и выльется через летники.
Литье алюминия в гипсовую форму по пенопласту предполагает изготовление из этого материала макета будущей отливки. Он заливается подготовленной смесью и уже не извлекается. Расплавленный алюминий заливается поверх. Температура металла плавит пенопласт, он испаряется в процессе, а жидкий алюминий заполняет освободившееся при этом пространство.
Ошибки при литье
Изготовление форм из гипса – удобный и недорогой способ. Но в материале имеется влага. При естественной сушке она остается. При заливке расплавленного металла влага начинает интенсивно испаряться. Даже интенсивная сушка в духовке не гарантирует ее полное отсутствие.
В зависимости от количества оставшейся влаги в форме отливка алюминия может иметь мелкие раковины или большие застывшие пузыри и кратеры.
Если металл был недостаточно разогрет или перед заливкой он успел остыть, алюминий плохо выливается и не заполняет объем формы. Фактически образуется капля, которая не имеет достаточной текучести. То же самое может случиться и при использовании небольшого объема металла в холодной форме. Алюминий быстро отдает тепло и не успевает растечься.

Бывалые мастера не рекомендуют погружать отливку в воду для ускорения ее остывания. В таком материале возможно нарушение внутренней структуры и появление микротрещин. Для последующей токарной обработки такие заготовки могут не подойти.
Безопасность
Технологический процесс предполагает использование открытого огня, что накладывает дополнительные ограничения. Есть смысл проверить наличие средств пожаротушения, исправность газовых приборов, вентиляцию в помещении.
Работа с расплавленным металлом – опасный технологический процесс. Все операции должны проводиться с соблюдением правил техники безопасности. Обязательны спецодежда и средства защиты органов дыхания и зрения.
Источник: businessman.ru