Сообщение Zakan » 27 ноя 2008, 21:42
UPS,
Гораздо чаще паяют латунью или серебром, чем медью.
Может, вы это имеете в виду, под «медью» в разговорном языке, даже в техническом разговорном языке, сплошь и рядом понимается латунь, а про чистую медь приходится уточнять: «красная медь» — «нехошет адума».
И это одинаковая терминологическая путаница в России и в Израиле.
Материал для пайки, что «латунью», что «серебром» — это не взятые откуда попало металлы, а специальные припои.
Паять чем попало не советую, или не получится, или почти не получится.
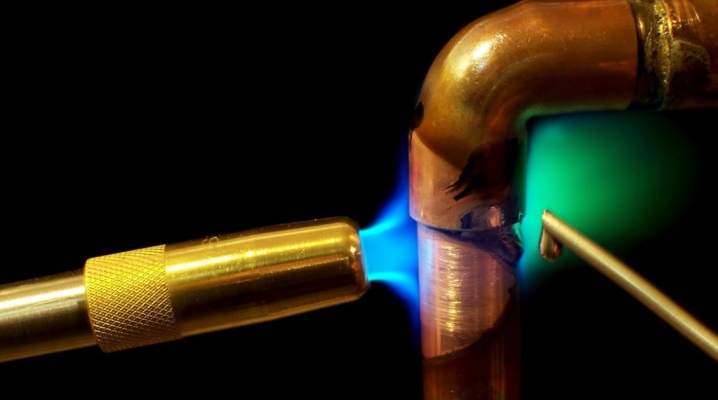
Паяют чаще так: берут пруток припоя 2-3 мм диаметром, слегка греют его конец горелкой, опускают во флюс (порошок), и он налипает на пруток.
Потом мажут место пайки размешанным с водой флюсом (жидкую кашку сделать, сушить не надо) греют их горелкой, прикладывают к ним пруток, припой плавится и растекается по деталям.
Все это время надо елозить по деталям огнем, подбирая движения так, чтоб не перегреть. Попробуете или посмотрите разок, поймете.
Пайка медных труб. От А до Я Как паять медь.
Еще бывает, мажут детали флюсом, закладывают между ними фольгу из припоя, прижимают слегка и греют.
Пламя горелки необходимо сделать «восстановительным», это значит, кислород несколько прикрыть. Но не до желтого огня и не до копоти!
Такое пламя само как флюс защищает от окисления. Если греть медь или латунь, это просто видно глазами, как оно восстанавливает окислы.
Флюс для такой пайки — либо чистая бура, либо смеси на ее основе.
Если припой латунный, он хуже растекается, больше «мажется», зазоры для пайки надо делать больше.
Припой серебряный — это высший сорт среди всех припоев, гораздо легче плавится, прекрасно растекается, сам проникает в тонкие щели и зазоры, гораздо прочнее латунного припоя, а лучшие сорта прочнее стали.
Очень советую припои фирмы «Фонтарген», Швейцария. Готовые покрытые флюсом прутки, похожие на электроды для сварки. В Израиле их продают. При этом вас спросят, что паять, для нержавейки у них другой сорт припоя и флюса.
Они дороги, но пайка ими дешевле всего — их меньше надо и очень качественно выходит.
Если спаять правильным серебряным припоем встык 2 болта и крутить, сломается где угодно, но не по пайке. Проверено.
Да, температура плавления меди не имеет отношения к температуре плавления припоев, ни латунных, ни тем более, серебряных. Бояться не надо — это все гораздо ниже. Для серебряных ок. 500, для латунных до 700.
Горелка. видел, продаются любительские газовые такие, от туристского баллончика работают.
Наверно, можно. Поймите, я не знаю, не пробовал, у меня всегда была кислородная горелка, профессиональная, от баллонов. А в СССР для мелких работ построил микрогорелочку на смеси водород-кислород, с электролизером.
Источник: megapolis.org
Пайка серебряным припоем (Высокотемпературная пайка)
Как припаять медь к стали с серебряным припоем
Очистите поверхности металлов, которые вы хотите паять, с помощью растворителя, наждачной бумаги и проволочной щетки, чтобы удалить все масло, грязь и коррозию. Попробуйте заставить металлы сиять. Серебряный припой лучше всего прилипает к чистому голому металлу.
Нанесите флюсовое покрытие на сталь, где вы собираетесь паять медь. Олово медь, нагревая его и нанося тонкий слой припоя на область, которую вы хотите припаять к стали.
Держите детали вместе с проводом или зажимами. Части не должны двигаться, пока вы паяете или пока остывает соединение. Убедитесь, что детали подходят заподлицо. Серебряный припой не может заполнить промежутки между металлами — он просто протечет. Но при необходимости вы можете использовать кусочки луженой медной проволоки в качестве наполнителя.
Просто убедитесь, что все в порядке.
Начните медленно нагревать соединение с помощью горелки, двигая его ближе, когда поток нагревается. Держите пламя непосредственно на стыке, пока флюс не превратится в стеклообразный или в коричневую липучку, в зависимости от флюса, который вы используете. Растопить припой на стыке. Позвольте металлу расплавить припой. Не пытайтесь расплавить припой с помощью горелки.
Очистите соединение растворителем и наждачной бумагой или щеткой после того, как оно остынет. Вы можете охладить сустав, облив его водой.
подсказки
- Вы можете использовать широкий выбор припоев для пайки меди в сталь. Самый простой содержит 95 процентов олова и 5 процентов серебра и, вероятно, будет удерживать медь до стали для большинства практических применений. С увеличением содержания серебра увеличивается прочность, цена и температура плавления. Ваши точки плавления колеблются от менее 450 градусов по Фаренгейту для припоя олова / серебра до более чем 1100 градусов по Фаренгейту для 80-процентных серебряных стержней для пайки. Но использование припоя или стержня для пайки, более прочного, чем сама медь, может тратить ваше время и деньги.
Предупреждения
- Металлы очень сильно нагреются в процессе пайки. Будьте осторожны с ожогами и опаливанием других материалов рядом с вашей работой.
Цена оцинкованной стали против нержавеющей стали

Оцинкованная сталь и нержавеющая сталь используются в средах, где они подвержены коррозии и подвержены коррозии. Затраты на любой материал значительно различаются, но нержавеющая сталь имеет тенденцию быть намного более дорогой в отношении материалов и рабочих затрат. Нержавеющая сталь — лучший вариант, когда это необходимо для эстетического или .
Как анодировать медь

Анодирование — это процесс выращивания оксидного слоя поверх металлической поверхности с использованием химикатов и электричества. Оксидный слой меняет цвет металла на любое количество цветов или цветовых комбинаций. Эта обработка работает на нескольких типах металлов, включая алюминий и серебро. Алюминиевые медные сплавы являются единственными .
Как определить, реальна ли медь

Определите, содержит ли объект медь, с помощью теста на магнетизм, теста на удельное сопротивление, измерения плотности и применения соляной кислоты.
Источник: rus.lamscience.com
Особенности пайки меди
Особенности пайки меди нужно знать всем, решившим организовать домашнюю мастерскую. Зная, чем и как спаять медь с нержавейкой в домашних условиях, легко избежать множества ошибок. Не менее важно выяснить, как паять медь паяльником с латунью и другими материалами.
Общая информация
Прежде чем приступать к пайке меди, необходимо внимательно изучить ее методику. Попытки сразу использовать паяльник или другое оборудование точно ни к чему хорошему не приведут. Ответственные специалисты обязательно изучают тематические ГОСТы:
- 17325-79 (базовые определения и термины);
- 17349-79 (ключевые способы и методы);
- 19249-73 (виды соединений, получаемых пайкой);
- 859-78 (основные марки меди);
- 19250-73 (типы паяльных флюсов);
- 7219-83 (технические параметры бытовых паяльников).
Пайка меди проводится двумя ключевыми способами. При высокотемпературной методике производится нагрев до 900 градусов. Подобный подход дает очень хорошие результаты на трубах высокого давления. Разумеется, тут нельзя обойтись без специальных материалов — рядовой припой не справится с такой задачей. А в идеале под каждое конкретное задание должен подбираться свой тип припоя.
С инженерной точки зрения пайка представляет весьма сложный физико-химический процесс, при котором достигается неразборное соединение. Часть детали под воздействием нагретого вещества будет плавиться, при этом происходят такие частные процессы, как:
- смачивание;
- растекание;
- насыщение зазора;
- кристаллизация.
То, насколько прочным окажется стык, зависит от появляющихся химических связей между соприкасающимися слоями, а также между отдельными частицами. Преимущества пайки таковы:
- возможность связывать произвольное сочетание металлов;
- возможность начинать работу независимо от того, до какой температуры сначала прогреты изделия;
- возможность связать металлические и неметаллические вещества;
- доступность соединений для последующей распайки;
- сравнительно точная выдержка геометрии и габаритов изделия;
- минимизация внутренних напряжений и риска коробления;
- механическая крепость;
- довольно высокая производительность (особенно при капиллярной пайке).
Медь паять легче, чем многие другие металлы. Ее поверхность очищается от грязи без всяких проблем. Реакция разогретой на воздухе меди с кислородом и другими контактными веществами практически отсутствует. Потому можно отказаться от различных флюсов сложного состава. Трубопроводы паяют в основном по «капиллярной» методике, что усложняет отбор труб по геометрическим показателям, однако позволяет добиваться исключительно высоких результатов.
Важные особенности имеет пайка медных шин. Нахлест в этом случае должен быть равен сечению обрабатываемых деталей как минимум. В идеале нужно делать на 50% больше, потому что приходится еще готовить отверстия под болты и стягивать изделия. Можно и ряд мелких крепежей в два ряда вкрутить — тогда прочность дополнительно возрастет. Лужение производится отдельно для каждой части, чтобы припой гарантированно затек в щель.
Инструменты и материалы
В промышленной практике используются разнообразные методы соединения деталей из меди. В домашних условиях можно воспользоваться обычным электрическим паяльником. Кроме него потребуются еще такие принадлежности и оборудование:
- флюс;
- твердый припой;
- щетка из металла;
- комплект кисточек;
- устройство для разрезания труб (ручного или автоматизированного типа);
- горелка на природном газе.
Мощность используемой техники определяется тем, насколько высока температура плавки расходников. Роль флюса состоит в том, чтобы предотвращать формирование оксидных пленок на соединяемых участках. Еще одна его функция — усиленное распределение припоя по будущему шву. В качестве припоя полезнее всего пользоваться оловом.
Оно плавится при сравнительно низкой температуре, что делает работу удобнее. Иногда пользуются серебряным составом, но несмотря на свою привлекательность, он стоит дорого.
В чистом виде серебро не применяют, его перемешивают с оловом и/или с медью. Мягким припоем пользуются только в тех случаях, когда надо соединять водопроводные трубы. При этом действуют два важных ограничения: на диаметр канала — до 10 см, и на температуру прогрева частей — до 130 градусов. В разряд мягких припоев входят:
- свинцово-оловянные сплавы (это наилучший вариант);
- композиции с небольшим вхождением олова;
- композиции специального состава.
Твердые припои используют, чтобы получить максимально крепкий и стабильный шов. В эту группу входят медно-цинковый сплав, сочетание меди с фосфором и сама чистая медь. Для наибольшей стабильности соединения целесообразно применять многокомпонентные смеси. Если нужно паять медные проводящие жилы, то придется пользоваться графитовым электродом. В таком варианте можно вовсе отказаться от припоя и флюса.
В ряде случаев для пайки меди применяется бура. Она делится на 2 ключевых типа — А и Б. Что немаловажно, оба вещества химически недостаточно устойчивы. Хранить их больше 6 месяцев не рекомендуется. Для пайки бура типа Б подходит несколько лучше.
В промышленных условиях и даже в некоторых продвинутых мастерских широко применяется пайка лазером. Подобный подход часто применяют ювелиры, потому что для них важна точность и возможность работать даже на очень ограниченных участках. По той же самой причине лазерное оборудование ценят и радиомонтажники. Нагрев строго заданной области позволяет исключить негативные изменения в смежных частях изделия. Никаких посторонних звуков не будет, как не будет и загрязнений на обрабатываемых участках.
Для работы с медными трубами широко применяют еще и пруток. Стоит учесть, что он позволяет также оценивать изменение температуры трубчатых изделий. Они достаточно прогреты, если пруток начинает плавиться сразу при касании. Чтобы процесс шел лучше, пруток иногда дополнительно нагревают горелкой. Важно: хороший результат достигается только при достаточной чистоте поверхности.
Как паять?
Рассмотрим, как правильно производить пайку, используя различные варианты.
Трубы
При создании трубопровода можно спаять его части между собой даже в домашних условиях. Предварительная очистка проводится легко, и не требует агрессивных компонентов. Высокотемпературная пайка проходит при температуре от 450 градусов. Припоем в такой ситуации выступает серебро или сама медь. Капиллярная высокотемпературная пайка подразумевает обычно использование составов BAg или BcuP.
Рекомендован отжиг металла для его предварительного размягчения. Предотвратить чрезмерную потерю прочностных свойств помогает естественное охлаждение подготовленных швов. Усиленный обдув, тем более погружение в холодную воду, противопоказаны. Твердая пайка применяется для труб сечением 1,2-15,9 см, высокотемпературная — для газопроводов. В сантехнической практике сильный нагрев важен, если проводится монолитная состыковка деталей диаметром более 2,8 см, либо если предстоит обеспечить циркуляцию жидкости, прогретой более чем до 120 градусов.
К высокотемпературной обработке прибегают и при формировании отопительных контуров. Без труда можно будет создать отвод от уже подготовленной системы без демонтажных работ. Низкотемпературная обработка позволяет получать швы шириной от 0,7 до 5 см. Из-за малой прочности такое соединение непригодно для стыковки газовых труб. Зато отсутствие отжига позволяет сохранить прочность на достойном уровне, да и сама процедура безопаснее, таким способом можно получить швы от 0,6 до 10,8 см.
Нарезка труб по размеру производится обычно ручным труборезом. Ровный отрез получают, удерживая заготовку строго под углом 90 градусов к приспособлению. В соединяемых деталях не должно быть никаких заусенцев и задиров, способных помешать проходу жидкости. Перед нанесением флюса детали придется обезжирить. Излишки флюса недопустимы, как только его ровный слой нанесен, можно соединять части трубопровода и припаивать их друг к другу.
Источник: stroy-podskazka.ru