
Пайка нержавейки — удобный и доступный способ соединения металла, используемый при мелком бытовом ремонте, в проведении монтажных работ, при скреплении деталей из разных сплавов. Несмотря на распространенность материала, мало кто знает, как правильно работать с ним в домашних условиях, в мастерской, используя твердый или мягкий припой. О том, как должна происходить пайка нержавеющей стали с латунью, медью и другими цветными или черными металлами, стоит поговорить более подробно.
Особенности процесса
Нержавеющая сталь — это сплав железа с углеродом, содержащий специальные легирующие компоненты для повышения коррозионной стойкости материала. Обычно в качестве добавок выступают такие металлы, как молибден, никель, хром. Многокомпонентность состава и создает основные сложности в работе с ним.
Пайка нержавейки — процесс, при котором соединение металла производится путем наплавления на его поверхность присадок. Чаще всего используется обычный оловянный или твердый серебряный припой, безопасный даже для посуды. Сплавы нержавеющей стали довольно хорошо поддаются соединению с другими металлами, кроме тех, что содержат алюминий и магний.
Пайка нержавейки ,четыре вида припоя ( твердый) ч.1. soldering stainless steel
Чем выше объемы легирования никелем и хромом, тем легче выполняется пайка, но таким изделиям противопоказан длительный нагрев до температуры свыше 500 градусов Цельсия.
Несмотря на то что нержавейка считается сложным в работе материалом, она высоко ценится за свои превосходные антикоррозионные свойства. Посуда для приготовления пищи, медицинские приборы, предметы интерьера — все это широко применяется в быту. Пайка как способ ремонта в домашних условиях в этом случае применяется довольно часто, осуществляется с использованием паяльника или газовой горелки. В промышленности эти процессы протекают в условиях защищенной газовой атмосферы с использованием чистой, беспримесной меди.
К особенностям бытовой пайки можно отнести тщательную механическую обработку. Иногда применяются специальные приемы для исключения нагрузок на область соединения деталей в процессе работы. В некоторых случаях для упрочнения, особенно при работе с наклепанными сталями, производят предварительный отжиг газовой горелкой.
В целом процесс не вызывает затруднений, если внимательно подойти к выбору расходных материалов, следовать инструкциям и учитывать состав нержавейки.
Типы припоев
Все припои, при помощи которых может осуществляться пайка нержавейки, делятся на две большие группы: мягкие и твердые. Одни из них подходят для посуды пищевого назначения, поскольку не содержат опасных соединений. В эту категорию входят оловянные припои без свинца в составе. Все остальные изделия можно соединять составами марки ПОС. Они довольно эффективно скрепляют детали из нержавейки технического назначения.
Листовую сталь, сплавы с медью (латунь, бронзу, чугун), другие разнородные металлы соединяют при помощи твердых многокомпонентных или серебряных припоев. Это наиболее простое решение, позволяющее получить прочное крепление элементов между собой. Чтобы лучше разобраться в особенностях каждой группы, стоит обратить внимание на популярные типы и марки составов.
Мягкие
Чистое олово и оловянно-свинцовые припои обладают определенными преимуществами при пайке нержавеющей стали. Мягкие металлы имеют малую температуру плавления, позволяют не перекаливать сплав. Процесс подготовки к пайке занимает минимум времени. Соединение получается довольно прочным, но для значительных механических нагрузок не годится.
Среди мягких припоев общего назначения выделяются составы ПОС. Они широко распространены, выпускаются в различных формах и объемах. Наиболее популярными считаются следующие варианты.
- ПОС-18. В составе присутствует 18% олова, сурьма в пределах 2,5%, среди других легирующих добавок – висмут, мышьяк, медь. Остальной объем занимает свинец.
- ПОС-30. Здесь доля олова достигает 30%, сурьмы – 1,5%.
- ПОС-40. Доля свинца не превышает 58%, олово занимает около 40%, 2% объема приходится на сурьму.
Чистое олово в прутках или проволоке применяют для пайки там, где нужно исключить контакт со свинцовыми соединениями.
Твердые
При создании соединений на ответственных, нагружаемых участках, при скреплении листового металла более эффективным решением становится использование твердых припоев. Они изготавливаются из смеси серебра, цинка и меди, в некоторых случаях в качестве добавок здесь используют также палладий, кадмий, фосфор, никель. Объемная доля благородного металла здесь варьируется от 10 до 80%, но наиболее часто применяют варианты с долей от 25 до 45%. Включение кадмия в состав в основном связано с необходимостью понижения температуры, при которой металл способен оплавляться.
Среди популярных марок таких припоев можно выделить следующие варианты:
Важно учесть, что цифра в маркировке соответствует объему серебра в составе. Чем она выше, тем ниже будет температура плавления. Например, у ПСр 10 она составляет 850 градусов по Цельсию, а у ПСр 72 – всего 779. Наличие фосфора в составе позволяет, не применяя флюсов, паять омедненные нержавеющие стали. Никель и кадмий помогают повысить текучесть припоя.
Выбор флюса
Наиболее простым флюсом для пайки нержавеющей стали является бура. Ее в виде пасты или порошка наносят на соединяемые детали. При нагреве металла бура расплавляется, обеспечивая удаление окислов, препятствующих качественному спаиванию. При пайке в домашней мастерской принято использовать составы в жидком виде. Они наносятся кистью, распределяются равномерно.
При пайке чистым оловом флюс тоже нужен особенный. Если речь идет о лужении посуды, лучшим компонентом для ее предварительной обработки станет ортофосфорная кислота. Она химически безвредна, не влияет на безопасность материалов, соприкасающихся с водой или пищей.
Как и чем лучше паять?
Процесс пайки нержавеющей стали во многом зависит от правильности выбора необходимого оборудования. При самостоятельном выполнении работ стоит приготовить:
- паяльник мощностью от 80 Вт или газовую (пропановую) горелку;
- флюс для удаления следов окисления;
- растворитель для обезжиривания;
- абразивы для зачистки металла (щетку, надфиль, наждачную бумагу);
- припой на оловянной или серебряной основе;
- ветошь или х/б ткань;
- СИЗ.
Этого комплекта хватит для того, чтобы осуществить пайку нержавеющей стали дома или в мастерской. При работе с массивными деталями прогрев может осуществляться более мощным паяльником. Кроме того, можно совмещать в работе несколько горелок, а также применять инструмент с несколькими соплами.
Паяльником
Для работы с нержавеющей сталью понадобится паяльник с тонким необгораемым жалом. Следует также подготовить ПОС или олово в прутках толщиной 2-4 мм. Рассмотрим порядок действий.
- Зачистить поверхность металлических деталей. В зависимости от размера элементов может применяться наждачная бумага, напильник или УШМ с соответствующими дисками. Нужно убрать все пятна, следы повреждений, другие возможные дефекты.
- Выполнить обезжиривание. Оно осуществляется при помощи органических растворителей. Можно использовать ацетон или уайт-спирит.
- Нанести флюс. Его в жидком виде равномерно распределяют по поверхности нержавеющей стали. Слой должен быть тонким. Флюс не понадобится, если он уже входит в состав припоя.
- Залудить спаиваемые детали. Металлические поверхности в зоне соединения прогреваются до температуры плавления припоя, затем при помощи паяльника на них наносится припой. Он нагревается, становится текучим, покрывает нержавейку ровным слоем.
- Выполнить пайку. После лужения нержавеющая сталь уже полностью готова к пайке оловом. Достаточно просто прогреть область соединения, а затем подать в нее подготовленный припой. Важно, чтобы текучесть он приобретал не от контакта с паяльником, а от тепла заготовок.
- Завершить работу. Пайка считается выполненной правильно, если из рабочих зазоров между заготовками начинают выступать капли расплавленного металла.
По завершении работ важно дать соединению остыть, чтобы шов набрал прочность. Не рекомендуется смещать или проверять скрепленные детали на разрыв. Остатки флюса с нержавеющей стали убирают, смывая его водой. Излишки припоя можно счистить при помощи инструментов для механической обработки.
Газовой горелкой
Использование газовой горелки в домашних условиях требует соблюдения норм техники безопасности. Обязательным условием для пайки является использование негорючего экранирующего слоя на рабочей поверхности. Это может быть листовой асбест и другие материалы. Дома нужно обеспечивать тщательное проветривание помещения для пайки.
Правильно обращаться с пропановой горелкой тоже нужно уметь. В этом случае лучше использовать многокомпонентный припой, не требующий предварительного нанесения флюса. Сначала металл зачищается, обезжиривается. Затем его прогревают до того момента, пока он не станет красным. Важно контролировать цвет пламени – при опасном избытке кислорода пламя станет светло-синим.
Заготовку из нержавеющей стали прогревают, затем подносят к месту пайки брусок твердого припоя. Нужно исключить прямой контакт пламени с этой областью. Прогрев продолжают до того момента, как припой начнет выходить из стыков в месте формирования шва. После этого пайку завершают, остужают соединение, производят осмотр на наличие дефектов.
Распространенные ошибки
Процессу пайки нержавеющей стали могут помешать ошибки самого мастера, выполняющего работу. Можно выделить ряд часто встречающихся проблем.
Учитывая все эти моменты, можно произвести работы по пайке нержавеющей стали в домашних условиях без особенных затруднений.
В следующем видео рассказывается о пайке нержавеющей стали.
Источник: stroy-podskazka.ru
Учимся паять нержавейку

Нержавейку можно не только варить, но и паять. Пайка применяется для изготовления или ремонта тонкостенных изделий из нержавеющей стали. На такие изделия не должно приходиться чрезмерной нагрузки в процессе использования.
И если вам нужно запаять нержавейку в домашних условиях, но вы не знаете, как именно это сделать, то дочитайте статью до конца. Конечно же, начинать нужно с выбора флюса и припоя для паяния нержавеющей стали. Спаять обычной канифолью и оловянно-свинцовым припоем здесь не получится.
Припой для пайки нержавейки
Для пайки нержавейки подходит серебряный припой с большим количеством никеля в составе. Также можно использовать серебряно-марганцовый припой, медный или хромоникелевый припои. В общем, это должен быть твёрдый припой с серебром и никелем в составе.
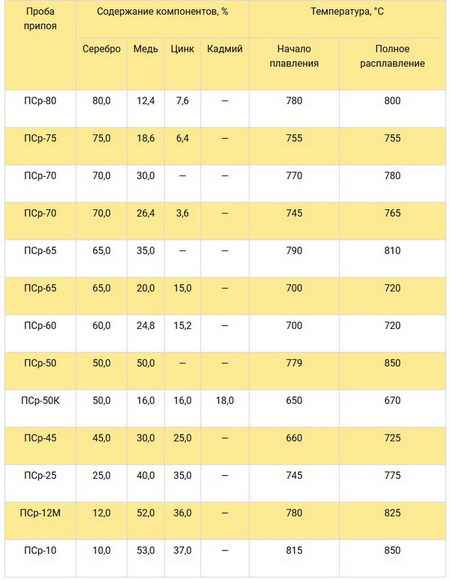
Ниже будут представлены основные характеристики, и состав припоев для пайки нержавеющей стали:
- ПСр 80 — содержит в своём составе до 80% серебра. На это указывает цифра 80, которая идёт после буквенной маркировки. Далее 12,4% идёт медь, около 7,6% цинка. Припой ПСр-80 начинает плавиться почти при 800 градусах, как и все остальные припоя для пайки нержавейки, которые можно увидеть в данной таблице.
В общем, как становится понятно, для пайки нержавеющей стали совсем не подойдёт паяльник, нужно что-то другое, более мощное. В данном случае паять нержавейку лучше всего с использованием горелки или паяльной лампы.
Каким флюсом паять нержавеющую сталь
Оптимальным и самым доступным вариантом флюса для пайки нержавейки, является флюс бура в виде порошка либо пасты. Если для пайки используется порошок буры, то его небольшое количество насыпается в зону пайки, на поверхности двух заготовок.

После этого заготовки разогреваются до температуры каления, то есть, +850°C. Флюс бура тут же начнёт плавиться, и как только это произойдёт, в зону пайки сразу же добавляется припой.

Для пайки нержавейки преимущественно используется серебряный припой и флюс буры №209 либо же №284. Для работы с припоем, который содержит медь или никель в составе, используется флюс буры №200 либо же №201.
Учимся паять нержавейку
После того, как всё необходимое для пайки нержавейки найдено, можно приступать к выполнению самого процесса. В первую очередь нужно зачистить заготовки наждачной бумагой или мелким напильником.
Далее, перед тем как разогреть заготовки, их поверхности в зоне пайки необходимо обработать флюсом. После нанесения флюса заготовки разогреваются до температуры плавления припоя. Затем в зону пайки подносится сам припой.

При этом заготовки не соединяются одна с другой, а лишь облуживаются. О том, как выполняется лужение, и не только, вы сможете прочитать на сайте «Все про пайку». Когда припой равномерно заполнил собой поверхности, можно производить их соединение с дальнейшим прогревом горелкой и спаиванием.
В случае использования кислоты для пайки нержавейки в домашних условиях, обязательно нужно соблюдать два основных правила. Первое правило заключается в том, что паять нужно в хорошо проветриваемом помещении. Второе правило включает в себя необходимость смывания водой кислоты с заготовок.
Источник: propajku.ru
Чем паять нержавейку
Иногда пайка нержавеющей стали предпочтительнее сварки. Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева.
При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла. Есть и другие тонкости.
Особенности сплавов
Нержавейку не паяют с алюминиевыми и магниевыми сплавами. С другими металлами процесс проходит отлично, при этом само место соединение отличается повышенной прочностью.

Некоторые сплавы нержавейки, особенно это касается тех, в состав которых входит больше 25% никеля, при температуре +500-700 ℃ начинают выделять карбиды. Эти химические соединения снижают коррозионную стойкость металла.
И чем длительнее процесс пайки при таком температурном режиме, тем интенсивнее карбиды выделяются. Поэтому время пайки надо сокращать. Пайку в домашних условиях проводят паяльником или газовой горелкой, причем паяльник применяют чаще.
Выбор припоя

Существует два фактора, влияющие на выбор припоя для нержавейки:
- условия, при которых производится процесс соединения;
- состав нержавейки.
Если приходится работать в обычных условиях (в любом помещении), то пайку лучше проводить серебряным припоем, в который входит небольшое количество никеля.
При печном проведении спаиваемого процесса, то есть, при полном отсутствии влажности, используются медные, серебряно-марганцовые или хромоникелевые припои.
Надо отметить, что твердые припои на основе серебра – лучший вариант для пайки деталей из нержавейки.
Ведь серебро так же не поддается коррозии, имеет такой же светлый цвет, как и нержавеющая сталь. Но необходимо отметить, что в чистом виде серебро в припоях не используют.
В сплав добавляют цинк или медь. Чем больше в процентном соотношении серебра, тем выше качество сплава. Правда, такой материал придется использовать при более высоких температурах. Оловянные припои используют редко, когда не требуется высокой прочности.
Таблица 1. Состав и свойства серебряных припоев
Выбор флюса
Что касается флюса для пайки нержавейки, то оптимальный вариант здесь – бура. Она может быть использована в виде пасты или порошка. Порошок буры насыпают в зону пайки двух заготовок и нагревают до температуры +850 ℃. Это так называемая температура светло-красного каления.
Остатки флюса после окончания пайки удаляют водой (холодной или горячей) или делают обдувку песком. Использовать для этого соляную или азотную кислоту не рекомендуется. Это сильнодействующий материал, который разъедает припойный слой и саму нержавейку.
Как правильно паять в домашних условиях
Чтобы правильно припаять между собой две заготовки из нержавейки, надо грамотно подготовиться к процессу. Для этого в качестве флюса лучше использовать ортофосфорную кислоту или хлорид цинка, который обычно называют паяльной кислотой. Паяльник нужен мощностью 100 Вт. Что касается припоя, то в домашних условиях проще паять нержавейку оловом.

Первый этап процесса – очистка кромок двух деталей из нержавейки. Для этого используется наждачная бумага или напильник с мелкими насечками. Затем надо провести облуживание подготовленных кромок.
Для этого соединяемые плоскости обрабатывают флюсом, затем паяльником разогревают припой, который наносят на концы двух заготовок. Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Если олово не прилипло к нержавейке, то процедуру надо повторить, предварительно нагрев концы соединяемых деталей.
Как только облуживание произошло, можно переходить к пайке с внесением в зону соединения флюса и припоя. По окончанию процесс кислота смывается водой.
Соединение с другими металлами
К соединению двух разных металлов, к примеру, к пайке меди с нержавейкой, надо подходить с позиции изучения их свойств. Металлы имеют разные температуры плавления, поэтому процесс пайки считается одним из сложных.
Соединение меди и нержавейки в домашних условиях включает обработку заготовок, лужение кромок и непосредственно сам процесс пайки.

При этом необходимо отметить, что паять медь и нержавейку можно паяльником или горелкой. Первый инструмент является маломощным, поэтому с твердыми припоями он работать не может.
Паяльник также не используют для пайки больших площадей соприкосновения из-за длительности процесса. К тому же флюс будет окисляться еще до того, как успеет полностью прогреться.
Горелка – наилучший вариант. С ее помощью можно паять не только нержавейку с медью, но и с латунью.

Кстати, при выборе припоя надо обратить внимание именно на прутки из латуни. Это в первую очередь самый распространенный материал для пайки нержавеющей стали, его можно использовать даже в соединении без флюса.
Надо учитывать, что латунь по многим параметрам уступает серебру. Зато она дешевле. Использовать ее надо только для пайки простых неответственных соединений.
Чтобы получить соединения высокой прочности, лучше взять медно-фосфорный припой. Он дороже, но это гарантия высококачественного спаивания. Но лучше всего – серебряные сплавы.
Процесс пайки меди или латуни с нержавейкой ничем от других не отличается. Надо зачистить кромки двух металлов, обезжирить их, провести лужение каждой кромки по отдельности.
Далее на рабочем столе надо уложить две заготовки так, чтобы между ними остался зазор не более 3 мм. Наносят флюс, разогревают, а затем в зону пайки подают припой.
Он должен расплавиться и растечься по границе заготовок. Как только зазор будет полностью заполнен, пайка прекращается. Остывают металлы естественным путем. Остатки флюса смывают водой.
Пищевые припои
В технологии пайки пищевыми припоями нет никаких отличий от стандартных операций. Нельзя использовать материалы и сплавы, в состав которых входит свинец, к примеру, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его применения в паяльных операциях.
Когда используется ортофосфорная кислота, то надо саму пайку проводить быстрее. Все дело в том, что уже через 10-15 секунд на поверхности соединяемых деталей появится фосфатная пленка.
Она затруднит пайку, придется заново очищать нержавейку, убирая этот слой. Так что оптимально, если флюс наносить прямо перед самой операцией.
Полезные советы

Специалисты, которые не раз имели возможность проводить пайку нержавеющей стали, уверяют, что данный процесс не так сложен. Вот несколько рекомендаций от них в случае использования паяльника:
- использовать для пайки надо паяльник с необгораемым жалом;
- мощность инструмента варьируется в диапазоне 60-100 Вт, оптимально 100. Выше использовать не стоит, перегрев заготовок – это перегрев припоя, который начнет закипать. Ниже тоже не желательно, потому что не будут образовываться молекулярные связи между всеми металлами, которые участвую в процессе пайки;
- после каждой операции жало инструмента рекомендуется очищать. Иногда приходится его затачивать;
- паять лучше оловянными прутками или оловянно-свинцовыми. Второй вид для стыковки пищевой нержавейки не используются. Чисто оловянный припой придется хорошо разогреть, хотя бы до консистенции размякшего пластилина. Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
- в качестве флюса используется ортофосфорная кислота. Канифоль, в силу нейтральности, для нержавейки не применяют;
Обязательно надо придерживаться техники безопасности, тем более, если пайка проводится в домашних условиях. Надо применять средства индивидуальной защиты, а так же организовать проветривание помещения или его вентиляцию.
Как видите, предостережений немало. Но учитывая их, можно говорить о высоком качестве конечного результата.
Источник: svaring.com