Цвет от светло-серого до тёмно-серого, почти чёрного. Чистые разновидности О. характеризуются высокими адсорбционными свойствами. Советский учёный Я. В. Самойлов, который впервые (1917) ввёл в русскую геологическую литературу этот термин в современном его значении, относит О. к породам органогенного происхождения; американский геолог У. Х. Твенхофел и др. — к породам хемогенного происхождения. О. встречаются главным образом в палеогеновых и частью в верхнемеловых отложениях. Применяются в строительстве и в качестве адсорбента.
II
в литейном производстве, приспособление, служащее для удержания формовочной смеси при её уплотнении, т. е. для получения литейной формы (См. Литейная форма) и при заливке формы расплавленным металлом.
От опоки до литья
Простейшая О. для разовой литейной формы представляет собой жёсткую раму, состоящую обычно из двух половин — верхней и нижней, которые фиксируются и скрепляются между собой при сборке формы перед заливкой. При литье в оболочковые формы (См. Литьё в оболочковые формы) и литье по выплавляемым моделям (См. Литьё по выплавляемым моделям) О. имеет вид ящика с дном. О. изготавливается из стали и чугуна литьём, сваркой или комбинированным способом (сварка отдельных литых частей).
Источник: Большая советская энциклопедия на Gufo.me
Значения в других словарях
- Опока — (a. opoka, gaize; н. Kieselkalkton, Ороkа; ф. gaize; и. opoca, roca sidemental microporosa) — микропористая кремнистая осадочная горн. Горная энциклопедия
- опока — Опо́к/а. Морфемно-орфографический словарь
- опока — ОПОКА ж. меловой известняк; известковатый суглинок; белая сероватая глина, для обмазки щелей в избе, особ. мергель, глина для отливки чугуна, меди арх.- мез. алебастр. || Мягкое и рыхлое вещество вообще, пушина. Толковый словарь Даля
- опока — орф. опока, -и Орфографический словарь Лопатина
- опока — ОПОКА 1. ОПОКА, -и; ж. Спец. Ящик или рама без дна и верха для изготовления литейной формы. ◁ Опоковый, -ая, -ое. 2. ОПОКА, -и; ж. Геол. Твёрдая, лёгкая горная порода, богатая кремнезёмом. ◁ Опоковый, -ая, -ое. Толковый словарь Кузнецова
- опока — 1. ОПОКА1, и, ж. (спец.). Рама (ящик без дна) с формовочной смесью, в к-рой сделана полость для заливки металлом. | прил. опоковый, ая, ое. 2. ОПОКА2, и, ж. (спец.). Лёгкая и твёрдая пористая горная порода, богатая кремнезёмом. | прил. опоковый, ая, ое. Толковый словарь Ожегова
- Опока — См. Литейное произв., Трубы металлические, Чугун закаленный. Энциклопедический словарь Брокгауза и Ефрона
- опока — -и, ж. 1. Ящик без дна и верха для изготовления литейной формы. 2. геол. Твердая, легкая горная порода, богатая кремнеземом. Малый академический словарь
- Опока — Опочка Топонимический словарь
- опока — опо́ка «меловатый известняк, мергель, серо-белая глина», местн. н. Опо́чка, укр. опо́ка, др.-русск., ст.-слав. опока «скала, обломок скалы», словен. оро̑kа «вид сланца», др.-чеш. ороkа «скала», польск. ороkа – то же. От пеку́, печь, пеще́ра; см. Этимологический словарь Макса Фасмера
- опока — опока I ж. Приспособление в виде рамы, в котором изготовляются земляные литейные формы. II ж. 1. Кремнистая осадочная горная порода, богатая кремнеземом. 2. Отдельный кусок такой породы. Толковый словарь Ефремовой
- опока — ОП’ОКА, опоки, ·жен. 1. В литейном производстве — ящик, рама, в которой заключена земляная форма для литья (тех.). 2. Плотная глина, содержащая в себе кремнезем (геол.). Толковый словарь Ушакова
- ОПОКА — ОПОКА — в геологии — легкая, твердая, тонкопористая кремнистая горная порода, богатая (до 97%) аморфным кремнеземом, с примесью песка и глинистых частиц. Чистые сорта опоки — сильные адсорбенты. Большой энциклопедический словарь
Источник: gufo.me
Ручная формовка опок
5.2. Опоки
Опока — это ящик без дна и крышки, предназначенный для изготовления литейной песчаной формы (рис. 5.4). Форму собирают из двух или нескольких опок, которые соединяются между собой штырями 1 через ушки 5, расположенные на боковых стенках. Для того чтобы формовочная смесь не выпадала, опока снабжена ребрами 3 и буртиками 4, которые расположены у плоскости разъема опок.
Применяются в основном металлические опоки — из чугуна, стали или алюминия. Деревянные опоки используют в тех редких случаях, когда необходимо срочно изготовить небольшое количество отливок.

5.3. Стержни
Стержни применяют главным образом для формирования в отливках внутренних полостей и отверстий.
При заливке формы стержни обычно со всех сторон окружены расплавом, поэтому они должны обладать высокой газопроницаемостью, прочностью, податливостью, выбиваемостью, что обеспечивается выбором соответствующей стержневой смеси и конструкции стержня.
Стержни изготавливают в стержневых ящиках. Для увеличения прочности стержней в них заформовывают проволочный каркас.
При заливке металла в стержне образуется много газов, для отвода которых в нем подготавливают вентиляционные каналы путем накалывания, укладки восковых фитилей (при сушке стержня воск выплавляется, а шнуры затем вынимают), установки сетчатых трубок и соломенных жгутов, которые при заливке выгорают, укладки коксовой гари (в крупных стержнях).
Сложные стержни склеивают из нескольких частей. Для увеличения газопроницаемости, прочности и уменьшения газотворной способности стержни сушат. Температура и продолжительность сушки зависят от массы стержня, связующего материала. Продолжительность сушки колеблется от нескольких минут до нескольких часов и устанавливается экспериментально.
Стержни из смесей на основе глины сушат при 350—400° С, на основе бентонита — при 200° С. Если стержневая смесь содержит крахмал, сушку ведут при 165—190° С, в случае использования в качестве связующего термореактивных смол — при 150—160 «С, в случае применения масляного связующего — при 150—200° С.
Точная установка стержня достигается с помощью знаков — специальных фиксирующих полостей в форме.
Размеры знаков выбирают с учетом массы стержня и давления расплава. Их конфигурация должна исключать возможность каких-либо смещений стержня.
Иногда крепление стержня в знаках оказывается недостаточно надежным, например при использовании длинных стержней, которые могут прогибаться при заливке (рис. 5.5, а). В этом случае используют другие способы. Так, стержни можно крепить специальными стойками — жеребейками (рис. 5.5, б и 5.6).
Форма и размеры жеребеек зависят от массы стержня и конфигурации опорных поверхностей стержня и формы.
При изготовлении сравнительно небольших художественных отливок стержни удобнее крепить с помощью концов их каркасов (рис. 5.5, г). При окончательной отделке отливок концы каркасов обрубают, поверхность зачеканивают.
В некоторых случаях стержни крепят подвешиванием в верхней опоке. Таким образом изготавливают различные постаменты к статуэткам (рис. 5.5, в).
Источник: studfile.net
Литье в песчаные формы. Производство моделей. Стержни. Опоки
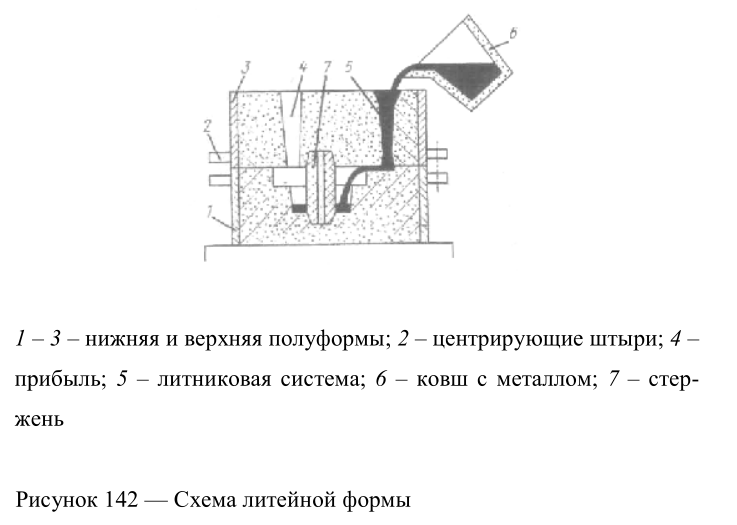
Для получения отливки жидкий металл заливают в форму. Внутренние очертания формы соответствуют внешним очертаниям отливки. Для того чтобы создать форму, ее набивают из формовочной смеси вокруг модели. В результате в формовочной смеси после выемки модели получают ее отпечаток, соответствующий наружной конфигурации изделия.
Отверстия или полости в детали формируют с помощью стержней. На рис. 142 представлена схема литейной формы.
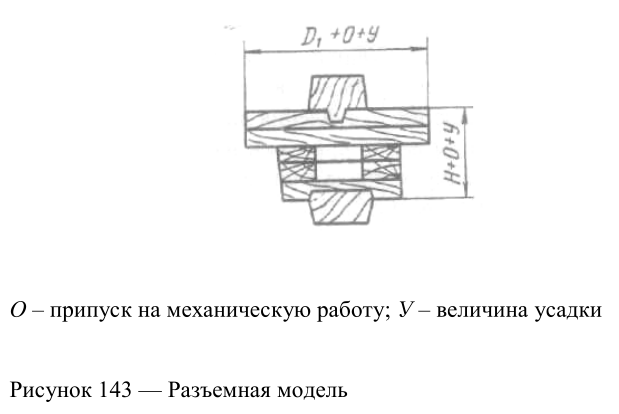
Модель в зависимости от конфигурации отливки может рыть цельной или разъемной. Модель имеет специальные выступающие части – знаки, которые образуют в форме углубления для установки стержней. Размеры модели должны иметь припуски на механическую обработку деталей и на усадку металла при кристаллизации, которая для стали составляет около 2%. Модель должна быть легкой и жесткой.
Для единичного и мелкосерийного литья модели делают из дерева. Дерево недорогой материал, легкий и достаточно прочный, легко обрабатываемый. Окрашенные деревянные модели имеют гладкую, чистую поверхность. Недостаток дерева – его гигроскопичность и недостаточная жесткость. Для изготовления моделей используют сосну, липу, ясень, дуб.
Крупные модели делают из сосны, средние и мелкие – из ольхи; бук и ясень применяют для производства моделей с повышенной прочностью. Разъемные модели изготовляют из нескольких отдельных частей, которые склеивают друг с другом и соединяют шпунтовыми или шиповыми соединениями. Готовую модель окрашивают масляной краской и покрывают лаком.
Для чугунного литья модели окрашивают в красный цвет, для стального – в серый, для цветного – в желтый. На рис. 143 показана деревянная разъемная модель.
Металлические модели используют при массовом производстве отливок. По сравнению с деревянными моделями металлические более долговечны, точны, имеют гладкую рабочую поверхность. Модели выполняют из чугуна, стали, бронзы, реже алюминия. Чугунные модели долговечны, имеют хорошую гладкую поверхность. Для изготовления небольших сложных отливок с высоким качеством поверхности применяют бронзовые и латунные модели.
Пластмассовые модели обладают высокой точностью, гладкой поверхностью, не подвержены коррозии. Для изготовления пластмассовой модели сначала изготовляют гипсовую форму, в которой отливают пластмассовую модель. Для изготовления моделей применяют эпоксидные и формальдегидные смолы, пенополистирол. Крупные модели делают пустотелыми для облегчения.
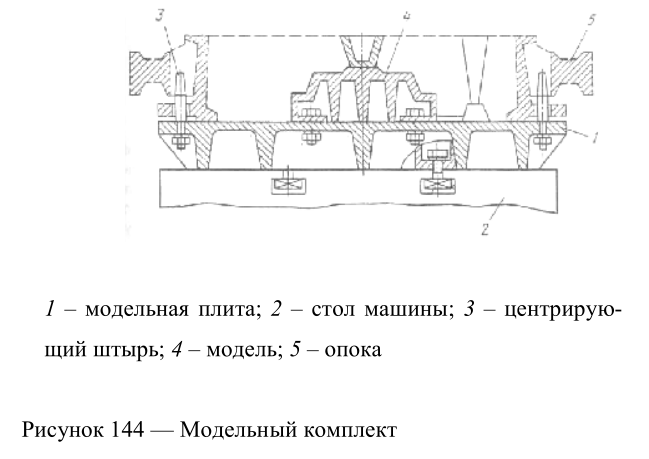
Для машинной формовки применяют модельные плиты с одной или несколькими моделями на одной плите. Плиты могут быть односторонними для раздельной формовки верхней и нижней полуформ или двухсторонними, когда части модели расположены на обеих сторонах плиты. На рис. 144 показана односторонняя модельная плита с прикрепленными к ней модельными вкладышами.
Стержни
Если отливка имеет внутренние отверстия или полости, которые невозможно сформировать с помощью модели, то в эти места устанавливают стержни. На рис. 145 показана отливка детали с внутренним отверстием. Это отверстие будет образовано стержнем 7, который вставляется в форму, образовавшуюся после выемки модели. Стержень удерживается в форме с помощью знаков.
Стержни изготавливают отдельно и устанавливают в форму при ее сборке. Для изготовления стержней применяют смеси из песка и связующих материалов.
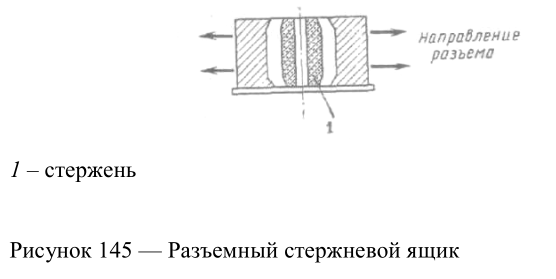
Стержни набивают в специальных стержневых ящиках. Ящики могут изготовляться из дерева и могут быть неразъемными, когда набитый в них стержень вытряхивается, или разъемными, разбирающимися для выемки стержня. На рис. 145 представлен деревянный разъемный ящик. Стержни набивают вручную, на встряхивающих машинах, пескострельным способом.
Опоки
Набивку формы вокруг модели производят в металлической раме или опоке. Опоки изготовляют из стали, чугуна или алюминиевых сплавов. Для удержания формовочной земли внутри крупная опока имеет ребра. Как правило, формовку производят в двух парных опоках. В одной набивают нижнюю часть формы, в другой – ее верхнюю половину.
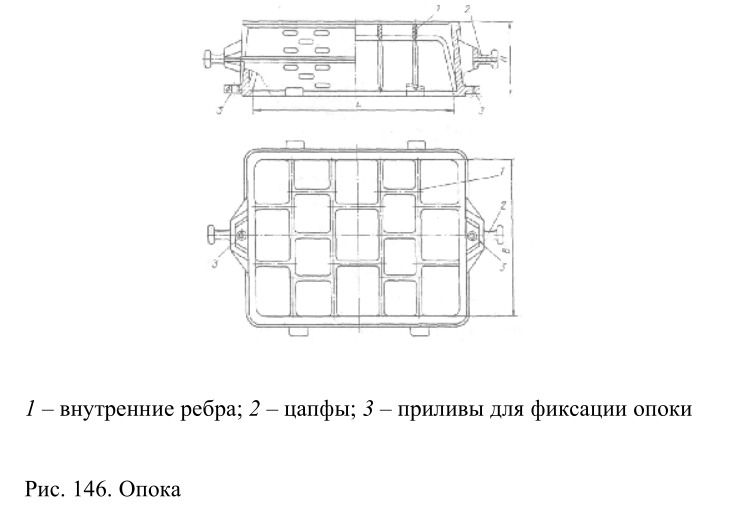
Для облегчения выхода газов при заливке металла в форму в стенках опоки делают вентиляционные отверстия. Опоки соединяются друг с другом центрирующими штырями и скрепляются скобами, или сверху на опоку ставят груз, чтобы предотвратить возможный подъем опоки заливаемым металлом. Так как набивка в опоки формовочной смеси происходит при повышенном давлении, опоки должны быть прочными. На рис. 146 представлена металлическая литая опока.
Источник: metallurgist.pro