Литье металла – это востребованный технологический процесс, который позволяет изготавливать металлические изделия нужной формы. Проводится отливка из разных сплавов, обладающих той или иной степенью жидкотекучести в расплавленном состоянии.
Такой способ выполнения позволяет выпускать качественную продукцию без применения громоздкого оборудования и огромного количества работников. На современном рынке эта технология пользуется огромным спросом, а также входит в десятку самых эффективных и применяемых в мире.
Общие сведенья
В процессе производства проводится заливка расплавленного материала в специальные формы. После охлаждения он принимает нужную форму и подвергается последующей обработке. Используются такие изделия в различных отраслях экономики:
- автомобилестроение;
- авиационная промышленность;
- машиностроение;
- стоматология;
- ортопедия;
- ювелирное производство.






Это Пизд#ц ))) Литье с камнями. Эксперимент
Для разных видов сплавов используется определенная технология литья, позволяющая добиться нужных качеств в готовом изделии и избежать брака. Для литейного производства используются разные виды компонентов. Они обладают высоким показателем жидкотекучести. Это свойство сплава определяется:
- химическим составом;
- структурой металлического сплава;
- температурой плавления.
Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.
Металлы для заливки
В нужную форму специалисты могут отлить любой подготовленный сплав в расплавленном состоянии. Проблема состоит в том, что каждый вид материала имеет свою особенную температуру плавления и разную степень жидкотекучести. Чаще всего в промышленном литье используются металлы с низкой температурой плавления.
Компоненты, пригодные для литья, разделяют на черные, цветные и редкоземельные.

К черным относятся сталь, литейный и ковкий чугун. Все остальные сплавы относят к цветным и редкоземельным.
Для каждого вида сплавов используются специальные методы литья, позволяющие изготавливать изделия из следующих материалов:
- стали;
- чугуна;
- алюминия;
- меди;
- латуни;
- золота;
- серебра;
- платины;
- никеля;
- титана;
- бронзы;
- магния.
За все время существования литейного производства было разработано много разных технологических решений с разными условиями отливки.

Это самый распространенный материал, который используется для промышленной заливки.
Методы литья деталей
Для производства деталей станков и иной продукции высокоточного машиностроения используется обычный ковкий чугун и чугун перлитный, обладающей хорошей пригодностью к обработке.
Литейный чугун, который используется в разных сферах производства, делят на четыре вида:
- белый;
- серый;
- отбеленный;
- половинчатый.
Его отливка отличается низкой себестоимостью, сам материал имеет небольшую прочность и обрабатывается при помощи обычного резания.
Более прочным материалом для оливки считается чугун, в состав которого входит шаровидный графит.

Широко применяются для заливки сплавы цветных металлов, прежде всего медь и алюминий. Они отличаются высокой устойчивостью к коррозии и стоят недорого.
Самой дорогой считается технология производства титанового сплава, требующая соблюдения особенных условий заливки и остывания. Такой редкоземельный сплав используется для высокотехнологичных отраслей экономики, таких как авиакосмическая индустрия или медицина.
Сплавы драгоценных металлов используются при отливке ювелирных, медицинских изделий или деталей для электроники.
Литьё металла
Способы отливки изделий из металлических сплавов
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Высокотехнологичные виды литья позволили создавать металлические изделия с определенными качествами при высокой производительности труда и минимальном браке.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
При выполнении статической заливки используются неподвижные формы, в которые разливают жидкий металл. Готовые изделия достают после того, как они остынут в неподвижной модели.
Производство титана
При введении технологии отливки под давлением применяется специальное оборудование, с помощью которого заполняют пресс-формы жидким металлом. Он подается под высоким давлением в диапазоне 7–700 МПа.
Такой способ производства выполняется машинами горячего или холодного прессования.

Выполняется эта технология для заливки алюминиевых, медных, цинковых и оловянно-свинцовых сплавов. Все эти металлы обладают низкой температурой плавления, что увеличивает технологические характеристики изделий из них.
Холодные и горячие способы литья под давлением позволяют получать изделие с идеально точными размерами и ровной поверхностью, которую не нужно после завершения процесса дополнительно обрабатывать.
Такая технология позволяет повысить производительность труда. А также она сокращает время всего технологического цикла, упрощает изготовление металлического изделия. У нее имеются также недостатки, к которым относится невозможность производить продукцию сложной конфигурации, так как они могут при вынимании из пресс-формы деформироваться. Таким способом производят только металлическую продукцию, имеющую небольшой диаметр.
При центробежном литье применяются специальные вращающиеся в горизонтальной или вертикальной плоскости формы.

Действие центробежных сил обеспечивает равномерное заполнение всех полостей в отливочной форме. Внедряется такая технология отлива при производстве труб, втулок или металлических дисков. А также ее применяют при отливке ажурных ювелирных изделий.
Издержки процессов
Для уменьшения убыточности процесса обычные способы литья в одноразовые модели были модернизированы с созданием высокопрочных полимерных составов. Для этого стали производить отливку в оболочковые емкости, изготовленные из термореактивного порошкообразного полимера. Он при воздействии температуры превращается в твердую оболочку, формирующую жидкий сплав.
Таким способом отливаются радиаторы водяного и парового отопления, узлы автомобилей, станков, самолетов и других видов высокотехнологичных механизмов. Эта технология позволяет получать детали большого размера и любой сложной модификации.
Традиционной считается отливка в кокиль, когда используется прочная форма.

Из нее вытаскивается деталь после отвердения металла. Таким способом производят простые стальные изделия небольшого размера. Чаще всего в кокиль отливаются медные и алюминиевые сплавы с невысокой температурой правления.
Модель для них делается из жаропрочной стали или чугуна, имеющих боле высокую температуру плавления чем медь или алюминий.
К преимуществам такой технологии следует отнести:
- невысокую себестоимость производственного процесса и возможность его недорогой автоматизации;
- простоту исполнения;
- сохранность отливочных форм, которые используются неоднократно;
- точность параметров изготовленных изделий;
- качественную структуру металла, в которой не будет неметаллических частиц;
- гладкую поверхность изделия, которая получается при таком способе отливки.
Традиционная технология отливки по выплавляемым моделям сегодня усовершенствовалась благодаря появлению новейших материалов.
Если раньше модель для заливки сплава делали из дерева или иной органики, которая могла быть разрушена высокими температурами при выжигании, то сегодня используются легкоплавкие материалы, такие как парафин и стеарин.

Отливка по выплавляемым моделям применяется при отливке художественной продукции со сложной конфигурацией. Это затратная технология отлива, которая используется при создании памятников или иных художественных изделий.
Стальную емкость для такой заливки делают на основе моделей из легкоплавких материалов, она имеет точные размеры, а ее поверхность тщательно полируют.
Виды отливочных форм
Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. Многоразовые отливочные емкости делают из разных материалов:
- чугуна;
- жаропрочной стали;
- огнеупорной керамики;
- графита.

Отливочная форма из графита
Широко распространены чугунные кокили и изложницы. При изготовлении продукции из алюминия, меди и других цветных сплавов выполняют металлические формы из чугуна, меди и латуни.
Такое решение было принято давно, оно позволяет легко проводить подготовку материалов к основному процессу. Сам процесс длится недолго, модели выходят высокого качества. При выполнении этой технологии привлечение большого количества рабочих не требуется.
Металлические отливочные емкости бывают открытыми и закрытыми. Открытые – это изложницы, а закрытые – кокили. В закрытых емкостях имеется полость, повторяющая размеры выплавляемой детали. Заливка жидкого металла в них проводится через специальное отверстие.
Оболочковые отливочные емкости используются при заливке сплавов цветных и драгоценных металлов, а также изделий из стали. Для отливки сплавов цветных металлов их делают из порошкообразного диоксида кремния или гипса.

При изготовлении продукции из золота, платины и серебра пресс-форму делают из легкоплавкого материала, который заполняется ртутью, парафином или пластмассой, что позволяет создавать продукт сложной конфигурации небольшой толщины.
Настолько щепетильная работа требует от всего персонала высокой точности и квалификации. Каждый этап производства проводится в оптимальных условиях, способствующих выходу только качественной продукции.
Видео: Отливка деталей в песчаные формы на заводе Амурский металлист
Источник: promzn.ru
Литье металла: процесс, способы
Профессия ювелира требует не только творческого подхода. Ювелир должен быть аккуратен и терпелив. В этом деле множество нюансов, соблюдение которых требует предельной точности. Ювелир работает с высокими температурами и раскаленным металлом, опасность этой профессии требует выдержки и физической силы.
Мастер ювелирного дела — это не только дизайнер, придумывающий эскизы и работающий напильником под ярким светом лампы. Это еще и работник литейного цеха, управляющийся с раскаленными печами и расплавленным металлом, поднимающий тяжелые гипсовые формы и следящий за соблюдением технологии.
В арсенале мастера ювелирного дела полно необычных приспособлений, о которых простой обыватель даже не слышал. Например, опока. Что такое опока и для чего используется это приспособление? Об этом расскажет наша статья.

Опока в ювелирном деле
Несмотря на все новшества и высокий уровень технологии изготовления украшений, многие методы работы ювелира остаются неизменными с древних времен. Процесс литья колец, например, мало чем изменился.
Чтобы ответить на вопрос о том, что такое опока, следует узнать, как происходит процесс литья ювелирных изделий. Чтобы сделать кольцо из драгоценного металла, ювелир использует специальный огнеупорный цилиндр, в который заливается раскаленный металл, формовочная масса и помещаются восковые заготовки. Это и есть опока.
Это приспособление служит для того, чтобы удерживать формовочную смесь при ее уплотнении в процессе получения литейной формы, в которую заливается драгоценный металл. Изготовить опоку можно самостоятельно, главное — чтобы она была из огнеупорного материала. Некоторые умельцы делают опоку из обрезка трубы или сворачивают ее из листа железа. На фото представлена современная опока из металла.

В эту опоку уже залита формовочная масса, внутри которой находятся восковые заготовки. Следующий шаг — прокалка опоки в раскаленной печи, эта процедура происходит в литейном цехе.
Что такое опока? Ювелирные опоки, их назначение в ювелирном искусстве
Назначение ювелирных опок
В данной статье хочу поговорить об ювелирных опоках, какие они бывают и для чего предназначены. Когда я первый раз услышал этот термин, конечно, не понял в чём дело. Что ещё за опоки, подумал я. Однако, когда я стал серьёзно заниматься ювелирным искусством, то всё стало понятно.

На фото процесс заливки металла в одноразовую китайскую опоку
Опока представляет собой, некий цилиндр из железа, который предназначен для литья ювелирных украшений. Внутри этого цилиндра имеется застывший гипс, а уже внутри этого гипса содержится пустота, в виде, какого – нибудь кольца или серёжек.
Виды ювелирных опок
Опоки бывают одноразовые и многоразовые. Одноразовые опоки производят китайцы, поэтому, как вы догадались, качеством не блещут. Очень часто изделия из таких опок выходят с дефектами, которые приходится исправлять, а иногда заново заливать в другую опоку.

На фото одноразовая китайская опока
В то же время, кроме китайцев, никто больше их не производит, поэтому – они молодцы. Стоимость такой одноразовой опоки колеблется от 50 до 100 рублей. Её можно приобрести в любом специализированном магазине ювелирного инструмента. С их помощью хорошо увеличивается скорость выполнения работы, так как не приходится тратить время на её изготовление.

Так выглядит каталог китайских опок
Для того, чтобы самому её сделать, необходимо выполнить много операций. Китайцы также создали каталоги готовых изделий и под них продают опоки. Человек выбирает модель будущего изделия из каталога, а ювелир заказывает нужную опоку и заливает золото или серебро, вставляет при необходимости драгоценные камни, полирует, моет и отдаёт заказчику.

На картинке многоразовые перфорированные ювелирные опоки различных размеров
На первый взгляд может показаться всё очень просто, однако, на каждом этапе свои трудности. Поэтому к данному виду деятельности следует относиться очень серьёзно.
Одноразовые опоки следует хранить в сухом месте, так как повышенная влажность разрушает гипс внутри формы. Ещё их не стоит бросать или сдавливать, чтобы не испортить внутреннюю форму будущего изделия.
Многоразовые ювелирные опоки
Многоразовая опока представляет собой такой же металлический цилиндр, только больше размером и с приделанным кольцом, как юбка. Она нужна для удерживания опоки при заливке в литейной машине. Многоразовые опоки используют все профессиональные ювелиры, а также крупные производители.
На фото многоразовая опока уже залитая металлом
Чтобы создать форму из гипса для будущего украшения в многоразовой опоке, необходимо будет выполнить определённое количество процессов. В магазинах ювелирного инструмента, вместе с одноразовыми китайскими каталогами, продаются каталоги моделей из воска будущих изделий.
То есть приходит клиент, выбирает модель изделия из такого каталога и мастер заказывает будущее кольцо или серьги из воска. Чтобы подробнее ознакомиться с процессом изготовления опоки, я сделал небольшую видео инструкцию, которую вы можете посмотреть тут.

На фото восковая модель кольца и уже отлитое кольцо из металла
Такая восковая модель стоит от 40 до 200 рублей. После чего ювелир устанавливает эту восковку в пустую опоку и заливает специальным гипсом, который ещё имеет название формомасса.
Пока формомасса, находится в жидком состоянии, опока помещается на специальный вибро — стол и накрывается специальной стеклянной колбой. Стол вибрирует, а из колбы отсасывается воздух и создаётся вакуум.

На картинке изображён вакуумный вибро-стол для ювелирных опок
Таким образом, из гипса в опоке выходит весь воздух, и он хорошо трамбуется. Эту процедуру необходимо выполнять, чтобы избежать крупных пор, иногда сквозных, в будущем украшении.
После этого гипс застывает и теперь необходимо вытопить восковую модель из опоки. Её помещают в муфельную печь, нагревают и воск вытекает, оставляя пустоту для золота, серебра или платины. И вот только теперь опока готова к литью. Такая вот разница между многоразовой опокой и одноразовой. Кстати, ниже посмотрите моё видео, которое поможет вам понять данный процесс ещё лучше.
Какой сложной не была бы работа ювелира, всё равно она очень интересна, увлекательна и высокооплачиваемая, главное — это желание, стремление и не стоит бояться трудностей. Поэтому эта работа сделает любого человека счастливым.
Одноразовые опоки

Узнав, что такое опока и как она используется, проще вникнуть в тонкости процесса. Он уже не кажется таким уж сложным, скорее, интересным и простым. Современные технологии позволяют попробовать самостоятельно изготовить ювелирное украшение практически в домашних условиях. Китайский рынок предлагает широкий ассортимент одноразовых опок с уже готовыми формами.
Все что нужно для работы с такой формой, — это необходимое количество драгоценного металла и возможность его расплавить. Ими пользуются как ювелиры, не имеющие собственного литейного цеха, так и свободные мастера, изготавливающие украшения на заказ.
Литейные опоки (ГОСТ 2133-75).
>
Их классифицируют (ГОСТ 2133—75) на типы, виды, категории и группы.
В зависимости от способа изготовления опоки делят на типы:
I — цельнолитые из стали, чугуна и легких сплавов;
II—сварные из стандартного и специального проката или стальных литых элементов;
III—свертные из стали и чугуна.
По конфигурации (контуру в свету) бывают опоки трех видов: прямоугольные (или квадратные), круглые и фасонные.
Рис. 23. Ручная (а) и крановая (б) опоки
Ручные опоки (рис. 23, а), имеющие массу без формовочной смеси до 30 кг, относят к 1-й категории; комбинированные — массой до 60 кг с устройствами для ручного и кранового подъема —ко 2-й категории; опоки массой свыше 60 кг крановые (рис. 23, б) —к 3-й категории.
Опоки, предназначенные для вертикальной заливки, в боковых или торцовых стенках имеют прорези для выполнения каналов литниковой системы и специальные устройства (скобы, цапфы) для поворота опок под заливку. Такие опоки используют и для горизонтальной заливки форм.
Для удержания смеси в крупных и средних опоках делают ребра (крестовины), а также отбортовки и ребра на боковых и торцовых стенках. Крестовины выполняют со стороны набивки опоки формовочной смесью.
Для вывода газов из формы при заливке их расплавом, а также для уменьшения массы на боковых и торцовых стенках опок делают круглые или овальные отверстия, располагаемые в шахматном порядке.
Для центрирования опок имеются ушки с центрирующими втулками или штырями; для подъема и перемещения — скобы, цапфы, ручки.
Размеры и конструкция опок нормализованы (табл. 90).
90. Размеры нормализованных опок, мм
Ориентировочные данные по массе нормализованных опок с формовочной смесью и без нее приведены в табл. 91.
91. Ориентировочные данные по массе литейных опок
Размер опоки в свету, мм
| Высота опоки, мм | Масса опоки, кг | Масса полуформы с формовочной смесью, кг | ||
| верхней или нижней | верхней или нижней | верхней | нижней | |
| 450X350 | 150 150 | 22 22 | 45 | 45 |
| 800X650 | 300 300 | 200 200 | 460 | 460 |
| 1200X900 | 250 600 | 250 350 | 690 | 1390 |
| 1400Х1000 | 250 450 | 380 500 | 940 | 1540 |
| 1500X1000 | 300 400 | 550 620 | 1270 | 1410 |
| 1500Х1000 | 300 500 | 550 675 | 1270 | 1650 |
| 1550X1200 | 450 600 | 625 850 | 1950 | 2625 |
| 1600X1600 | 350 500 | 1275 1575 | 2400 | 3200 |
| 1800Х1000 | 300 450 | 600 725 | 1640 | 2150 |
| 2200X2200 | 400 500 | 2850 3400 | 5850 | 7300 |
| 2800X1200 | 350 500 | 1200 1350 | 2200 | 2500 |
| Диаметр 3000 | 350 500 | 3000 4800 | 6500 | 9300 |
| 3000X1500 | 350 700 | 1650 2750 | 4500 | 8500 |
| 3000X2500 | 450 600 | 5000 6200 | 10500 | 13500 |
| 3500X1200 | 450 600 | 3600 4550 | 6500 | 8450 |
| 3500X1500 | 400 700 | 4450 5700 | 8300 | 12400 |
| 4500X2000 | 450 600 | 6400 7700 | 12900 | 16400 |
| 6000X1600 | 450 700 | 6500 8000 | 12700 | 17500 |
Спаривание и центрирование опок выполняют с помощью штырей (см. эскиз к табл. 96, формовка по неразъемной модели), которые бывают съемными и закрепленными на опоке. Штыри должны обеспечивать плавность соединения опок и не допускать перекоса. Для легкого и правильного сопряжения одну втулку опоки делают круглой, вторую — овальной. Втулки и штыри должны быть закаленными и не иметь дефектов.
Опоки периодически осматривают и ори наличии дефектов ремонтируют или бракуют.
Перейти вверх к навигации
Источник: b2b-instrument.ru
ПРЯМЫЕ МЕТОДЫ ЛИТЬЯ
Модели необходимы не для всех отливок, а питейные формы в некоторых случаях настолько необходимы, что этот термин едва ли к ним применим. Методы питья, описанные в этой главе, как правило, являются первобытными как в историческом, так и в эстетическом смысле. Они бопее простые, чем литье с использованием формовочной смеси, для них требуется меньше оборудования и они состоят из меньшего количества стадий.
Литейный ковш

Это простой ковш, состоящий из керамического тигля и стальной ручки, который можно приобрести у многих производителей литейного оборудования, перечисленных в конце книги Для каждого отпиваемого металла следует иметь отдельный ковш.
Литейные ковши могут служить долго, но в конце концов трескаются, поэтому я советую вам иметь один про запас. Отбитые края не представляют никакой угрозы, но при первых признаках трещин в центре вы должны выбросить тигель. Безопасность лучше, чем сожаления.
Между использованиями храните тигли в плотно закрытом пластиковом.
мешке, чтобы они не потощали влагу. При нагревании влажного тигля вода превратится в пар, что может привести к растрескиванию тигля. Перед первым использованием оглазируйте тигель бурой, чтобы закрыть его поры и перекрыть доступ кислорода к металлу снизу.
Чтобы сделать это, поместите тигель на огнеупорную поверхность и нагрейте пламенем горелки до ярко-красного свечения. Перемещая пламя по стенкам тигля, посыпайте его изнутри бурой, пока вся внутренняя поверхность не покроется стекловидным слоем. Дайте тиглю остыть на воздухе в безопасном месте.
САМОДЕЛЬНЫЙ ПЛАВИЛЬНЫЙ ТИГЕЛЬ.
Литейщики, обладающие исследовательской жилкой, могут делать свои собственные тигли из формовочной смеси. Если вы незнакомы с этим гипсоподобным материалом, смотрите его описание в главе 3.
Придайте комку глины полусферическую форму, соответствующую форме внутренней поверхности ковша. Поместите глину на плоскую поверхность и окружите стенкой из глины, пластика или картона, затем затворите формовочную смесь, как было описано ранее. Чтобы придать тиглю мропрочность, подмешайте порошок пемзы в количестве от 1/3 до 1/2 по отношению к оормовочной смеси. Залейте эту смесь в зорму и постучите по её стенке, чтобы даопъ пузырьки воздуха. Оставьте тигель ахнуть до следующего дня, затем уберите ьости Формы и обожгите при 300 С. Дайте ему медленно остыть на воздухе — и он готов «работе
Литейный ковш из огнеупорного кирпича.
ной полостью, что дает возможность делать заливку просто наклоняя форму, когда металл расплавится.
Вместо обычного плавильного тигпя можно использовать огнеупорный кирпич с углублением, прикрепив к нему ручку ипи зажав его в щипцах.
В некоторых литейных формах можно вырезать углубление рядом с литей-
Ручки ковшей могут быть изготовлены из любой жесткой металлической полосы. В хозяйственных магазинах продаются алюминиевые полосы около 2,5 см шириной и Змм толщиной, которые хороши тем, что их легко гнуть и сверлить в них отверстия под болты. Можно также использовать круглый пруток (например, сварочный электрод), но я бы посоветовал плоско расковать его в области рукоятки, чтобы обеспечить уверенный захват.

ЛИТЬЕ В ВОДУ.
Выливая расплавленный металл в воду, можно получить некоторые интересные эффекты. Результаты будут различными в зависимости от:.
• температуры металла.
• глубины и температуры воды.
• вида используемого металла.
• количества отливаемого металла.
• скорости и способа литья.
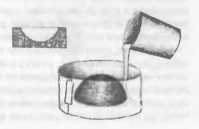
Расплавьте металл в литейном ковше или кирпиче с углублением, раз или два добавив флюс. Глубина воды должна быть достаточной для того, чтобы металл полностью остыл прежде, чем упасть на дно. Если ведро слишком мелкое, металл прилипнет к металлическому дну или расплавит пластмассовое.
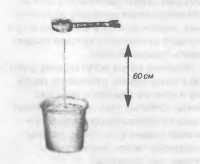
Держите питейный ковш на расстоянии, по меньшей мере, 60 см над поверхностью воды и лейте расплавленный металл в воду, экспериментируя с большими и малыми порциями, с движением тигля во время литья. Добивайтесь различных эффектов, меняя расстояние между тиглем и водой. Рассортируйте полученные отливки отберите наиболее интересные формы, остальное переплавьте.
Можно попробовать лить в воду со льдом, в насыщенный раствор соли, в движущуюся воду, в кипящую воду и так далее. При литье в холодную спокойную воду получаются характерные для этого метода «зерна воздушной кукурузы». Их можно использовать в качестве деталей ювелирных изделий, но не рекомендуется использовать как гранулированный металл для отпивки, поскольку из-за большой площади поверхности они могут сильно окислиться при переплаве.
Чтобы делать гранулированный металл, лучше просверлить сверлом несколько небольших отверстий в дне нового ковша. Нагревайте металл, пока он не начнет капать через отверстия, добавляя по мере расходования новые порции Металл должен падать в горячую вращающуюся воду с высоты не менее 60 см. При этом получаются небольшие сферические гранулы, которые легко переплавлять.
Никогда не лейте расплавленный металл в горючие жидкости.
НЕКОТОРЫЕ СРЕДЫ ДЛЯ ЛИТЬЯ.
• каменная соль.
• шероховатое дерево.
• мягкая земля.
• расплавленный сахар.
Важная особенность всех этих материалов то, что их частицы, попавшие в металл, могут быть удалены, обычно растворением или выжиганием. Можно например, лить металл на крупный песок или гравий, но если какой-то камешек попадет внутрь отливки, его невозможно будет извлечь.
Литейные формы из резного камня.
Навахо и другие племена коренных американцев издавна делали отпивки в слежавшийся вулканический пепеп, так же называемый известковым или вулканическим туфом. Этот камень распространен во всем мире. Он настолько мягок, что его можно пилить плотницкой пипой и обрабатывать с помощью гвоздей, старых напильников или деревянных инструментов. Иногда он бывает в продаже у поставщиков литейного оборудования.
В качестве заменителя можно использовать легкие огнеупорные кирпичи. Некоторые из них похожи на губку с большими порами, что сделает отливку бугристой, а получение качественного изделия — практически невозможным. Работайте только с мелкопористым кирпичом.
Лучший выбор — блоки прессованного древесного угля Самый большой их недостаток — цена, которая высока, особенно если отливки будут большими. Однако для небольших изделий, когда несколько штук может быть отлито в одном блоке, цена вполне приемлема. Прессованный уголь труднее резать, чем туф, но он будет отлично воспроизводить текстуру.
Изготовление блоков для литейных форм
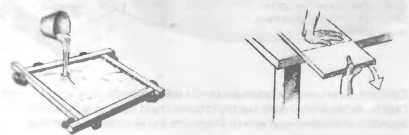
Сушка блоков для литья.
Дайте заготовкам для формы хорошо просохнуть. Их можно просушить на воздухе ипи ускорить процесс, поместив их на солнце ипи под пампу, или в муфель при минимальной температуре. Однако они обязательно должны быть СУХИМИ! Даже небольшое количество влаги при контакте с расплавленным металлом превратится в пар, и этот пар будет создавать встречное давление на металл не давая ему заполнить литейную полость.
Кроме того, это может привести к «выплевыванию» металла из полости, что небезопасно.
В зависимости от сложности и размеров отпивки и, разумеется, при отсутствии поднутрений в такой форме можно получить до десятка отливок. Детали формы будут постепенно разрушаться так что каждая отливка будет немного более искаженной или потребует более тщательной отделки, чем предыдущая.
Источник: juwelir.info