Глава 21. Горизонтально-фрезерный станок
§ 1. Устройство горизонтально-фрезерного станка
На фрезерных станках обрабатывают детали, имеющие плоские поверхности, а также сочетание плоских и фасонных поверхностей. Фрезерные станки относятся к 6-й группе металлорежущих станков. По своему устройству они могут быть самыми различными. Наибольшее распространение имеют горизонтально-фрезерные станки.
Их название говорит о том, что один из основных узлов этих станков—шпиндель — расположен горизонтально в отличие, например, от вертикально-фрезерных станков, где шпиндель расположен вертикально. Школьные учебные мастерские оборудуются горизонтально-фрезерными станками типа НГФ-110 Ш4 (рис. 145). Буквы и цифры в названии станка НГФ-110 Ш4 означают: H — настольный, Г — горизонтальный, Ф — фрезерный, 110 — наибольший диаметр применяемых на станке фрез (мм), Ш — широкоуниверсальный, 4 — четвертая модель.

6Р81 меняет шпонку и ищет серьгу
Рис. 145. Общий вид и основные узды горизонтально-фрезерного станка НГФ-110Ш4:
1 — стойка (станина) с коробкой скоростей; 2 — консоль; 3 — стол; 4 — хобот с серьгой; 5 — шпиндель с оправкой; 6 — основание; 7 — экран защитный; 8 — тиски; 9 — светильник местного освещения.
Остановимся подробнее на устройстве станка. Основание 6 является фундаментом станка и служит опорой для станины 1 и консоли 2. На станине 1 монтируются другие части и механизмы станка. Она имеет коробчатую форму и разделена на два отсека. Верхний отсек является коробкой скоростей, а в нижнем отсеке размещен электродвигатель. Передняя часть станины представляет собой вертикальные направляющие, по которым движется консоль 2, верхняя — горизонтальные направляющих, служащие для перемещения хобота 4.
Коробка скоростей сообщает главное вращательное движение шпинделю с оправкой 5 и закрепленной на ней фрезе. Она обеспечивает необходимую частоту вращения шпинделя (а вместе с ней и оправки с инструментом). Хобот 4 с серьгой служит для поддержки переднего конца оправки 5. Хобот может вручную перемещаться по верхним направляющим станины и закрепляться в требуемом положении. Серьга, в свою очередь, может перемещаться по направляющим хобота и также закрепляться в нужном положении, что обеспечивает жесткость установки оправки с фрезой. Один конец оправки закрепляется в конусном отверстии шпинделя, а другой опирается на подшипник серьги.
Консоль 2 служит опорой для стола 3. На ней смонтированы механизмы перемещения стола в вертикальном, поперечном и продольном направлениях.
Стол 3 предназначен для установки и закрепления обрабатываемых заготовок в тисках или без них.
Техническая характеристика станка НГФ-110 Ш4
| Частота вращения шпинделя, мин -1 | 125. 1250 |
| Число ступеней частот вращения шпинделя | 6 |
| Внутренний конус шпинделя | Морзе 3 |
| Диаметр фрезы, устанавливаемый на станке, мм, не более | 110 |
| Размер рабочей поверхности стола, мм | 400х100 |
| Расстояние от оси шпинделя до стола, мм | 30. 200 |
| Перемещение стола, мм, не менее: продольное поперечное вертикальное |
250 85 170 |
| Цена одного деления лимбов, мм: продольной и поперечной подачи вертикальной подачи |
0,05 0,025 |
| Размер станка, мм | 685×640×925 |
| Мощность электродвигателя, кВт | 0,55. 0,75 |
| Масса станка, кг | 240 |
Серьга готова
Краткие исторические и другие дополнительные сведения
Слово «консоль» французского происхождения и означает строительную конструкцию или ее часть, выступающую за опору.
Вопросы для самоконтроля
1. К какой группе металлорежущих станков относятся фрезерные станки?
2. Что означает марка станка НГФ-110 Ш4?
3. Из каких основных частей состоит горизонтально-фрезерный станок?
4. Какие данные о фрезерном станке нужно знать, чтобы определить, заготовку каких габаритных размеров можно на нем обрабатывать?
5. Для чего служит консоль станка?
Источник: xn—-7sbbfb7a7aej.xn--p1ai
Серьги для фрезерного станка

Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Войти
Уже есть аккаунт? Войти в систему.
Подписчики 0
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- IPS Theme by IPSFocus
- Политика конфиденциальности
- Обратная связь
- Уже зарегистрированы? Войти
- Регистрация
Главная
Активность
- Создать.
Важная информация
Мы разместили cookie-файлы на ваше устройство, чтобы помочь сделать этот сайт лучше. Вы можете изменить свои настройки cookie-файлов, или продолжить без изменения настроек.
Источник: www.chipmaker.ru
Оправки для фрезерных станков

Оправки являются оснасткой для фрезерного станка и предназначаются для передачи вращающего момента шпинделя инструменту. Они используются во фрезерных станках всех типов. Конструкция фрезерной оправки зависит от типа станка и используемого инструмента.
Оправка для фрезерного станка имеет такие основные элементы:
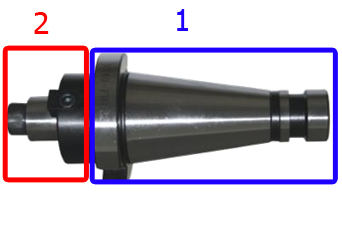
1. Конический хвостовик используется для установки оправки в коническое отверстие соответствующего размера шпинделя станка, в зависимости от типа зажима оправки и типа конуса шпинделя на станке, существует большое количество вариантов исполнения.
Конуса фрезерных оправок стандартизированы для удобства подбора инструмента. Весьма популярные в отечественных станках оправки фрезерные 7:24 выполненные по ГОСТ 24644-81 эти оправки имеют зарубежные аналоги, такие как ISO, CAT, BT и т. д. которые различаются только размерностью и вспомогательными элементами. Также часто используется конус Морзе и HSK. Последний вариант применяется на станках с высокой скоростью вращения шпинделя — 15000 об/мин и выше. Если конус оправки не совпадает с конусом шпинделя, то можно использовать переходные втулки.
2. Часть оправки для закрепления инструмента. В зависимости от типа инструмента, существую различные версии этой части.
Основные виды фрезерных оправок:
Примечание: конструкции оправок могут отличаться от указанных ниже, т.к. здесь приведены лишь наиболее популярные виды.
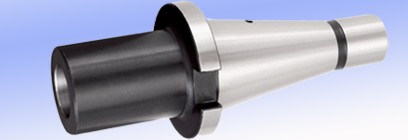
1. Для торцевых фрез

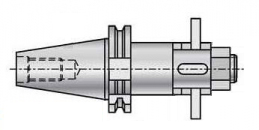
Торцевые фрезы, а также некоторые дисковые, устанавливают на оправках которые имеют короткую цилиндрическую часть. На торце оправки имеются два направляющих сухаря, который защищает фрезу от проворачивания на оправке. Затяжка фрезы производится винтом, вкручиваемым в торец оправки.
2. Для цилиндрических фрез
К фрезам этого типа также относятся дисковые, прорезные, отрезные, фасонные и угловые фрезы, поэтому их крепление выполняется таким же образом. По способу крепления эти фрезы называют насадными, поскольку они надеваются на оправки.
Оправки этого типа могут иметь различную длину части, на которой закрепляются фрезы. В большинстве случаев для защиты инструмента от проворота, посадка на валу оправки осуществляется с помощью шпонки в пазу, который фрезеруют на всю возможную длину установки фрезы. На конце оправки нарезана резьба, на которую накручивается поджимная гайка.
Для установки фрезы в нужной части оправки используются втулки, набор которых входит в комплект фрезерного станка. Втулки имеют разную ширину, и путем их подбора фреза размещается в требуемом месте. Для установки удобны регулируемые втулки, которые изменяют свою длину при вращении корпуса.
Длинная оправка для горизонтально фрезерного станка закрепляется вторым концом в серьге хобота. Это обеспечивает достаточную жесткость и позволяет установить на оправку более одного инструмента.
3. Для концевых фрез и сверл
При выборе патрона необходимо определить для каких целей он будет использоваться:
- для зажима концевой фрезы, сверла, метчика или
- для обработки стали, чугуна, нержавейки или цветных металлов
- для черновых, получистовых или чистовых работ
- большой объем производства или небольшими партиями
- без применения СОЖ, наружная подача СОЖ через трубки или подача СОЖ через инструмент под давлением
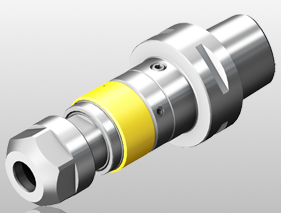
Концевые фрезы имеют меньший диаметр, чем оправка, поэтому они крепятся не поверх нее, а в отверстии. Закрепление фрез и сверл с цилиндрическим хвостовиком диаметром до 20 мм удобнее всего производить в цанговых патронах ER. При больших нагрузках, у цанговых патронов есть вероятность вытягивания фрезы из патрона, однако достаточно неплохая точность по биению и гибкость делает их универсальным патроном для сверления и чистового и получистового фрезерования.
Для чернового фрезерования используют специальные усиленные цанговые патроны с цилиндрической цангой.

Для сверл с цилиндрическим хвостовиком небольшого диаметра так же применяются универсальные сверлильные патроны, в которые можно зажимать инструмент в очень широком диапазоне диаметров, но только сверла, т.к. данные патроны не воспринимают радиальную нагрузку. Усилие зажима у этих патронов меньше чем у цанговых, вследствие меньшей площади контакта с хвостовиком фрезы, а следовательно и вероятность проворота больше. Для выполнения точных работ применяются прецизионные сверлильные патроны.

Так же существует гидравлический цанговый патрон, в которым зажим цанги осуществляется за счет давления специальной жидкости – гидропласта, необходимое давление достигается путем поджима винтом мембрану внутри оправки. Гидравлическая мембрана обеспечивает высокое усилие зажима и точность по биению. Патрон очень прост в обращении и не требует отдельного оборудования, но имеет довольно высокую стоимость.

Другим вариантом зажима инструмента с цилиндрических хвостовиком является патрон с термообжимом. Отверстие в патроне немного меньше, чем диаметр хвостовика, для смены инструмента патрон нагревают индукционной катушкой, чтобы он расширился. Точность по биению очень хорошая при усилии зажима от среднего до высокого.
Необходимо различное тепловое расширение держателя и хвостовика инструмента, поэтому патроны с термообжимом используются в основном для цельных твердосплавных инструментов. Для смены инструмента необходимо специальное нагревательное оборудование, каждый патрон предназначен только для одного диаметра хвостовика и подвода СОЖ. Поэтому термообжим лучше всего подходит для специального производства с инструментальным участком для смены инструмента.

Для более высоких крутящих моментов используются инструменты имеющие хвостовик с лыской, для их зажима используются два типа патрона: патрон для сверл с хвостовиком ISO9766 и патрон Weldon для инструмента с хвостовиком DIN 6535-HB. Лыски обеспечивают сопротивление крутящему моменту и повышают надежность от вытягивания, но радиальное биение инструмента в данных патронах значительно выше чем в цанговых, что предопределяет их использование в основном для черновых работ.
Патрон для сверл с хвостовиком ISO9766 отличается от патрона Weldon лыской во всю длину хвостовика а не короткой, и шлифованной внутренней поверхностью.

Для зажима концевых фрез и сверл с коническим хвостовиком используются специальные патроны с внутренним Конусом Морзе. Для фиксации сверл в таких патронах используется паз под лапку на торце сверла, а для фиксации фрез используется болт заворачивающийся в торец фрезы.

4. Для нарезания резьбы метчиком
Для нарезания резьбы применяются патроны с посадкой под квадратный хвостовик метчика.
Существует довольно много конструкция патронов для нарезания резьбы но можно выделить основные.
На современных фрезерных станках существует два варианта нарезания резьбы метчиком:
А) Обычное резьбонарезание без синхронизации частоты вращения шпинделя с подачей по оси Z
Жесткое нарезание резьбы с синхронизацией частоты вращения шпинделя с подачей по оси Z
При первом варианте нарезания резьбы необходимо использовать специальные компенсирующие погрешность шага по оси Z патроны.
При втором варианте в теории использовать патроны с компенсацией не обязательно, для этого можно применять цанговые патроны с зажимом квадрата метчика четырьмя винтами

но на практике рекомендуют использовать метчиковые патроны типа SynchroFlex, со встроенным гибким элементом
или использованием резиновых цанг

Для нарезания резьбы в глухих отверстиях необходимо использовать патроны с предохранительной муфтой, которая защищает оправку от превышения крутящего момента.
Так же используются оправки с быстросменным держателем, которые идут с набором патронов под каждый размер метчика. В таких оправках обычно предусмотрена осевая компенсация, но так же применяются и предохранительные муфты. Иногда предохранительная муфта предусмотрена в конструкции самого патрона цанги.


Для универсальных фрезерных станков предусмотрены патроны с реверсом, для вывода метчика из отверстия.

5. Для растачивания
Для растачивания на станках применяются два основных вида оправок
А) Модульная или сборная система – представляет собой оправку с фланцем на который крепятся различные расточные головки (с одним резцом, с двумя, для чернового растачивания и т.д.)
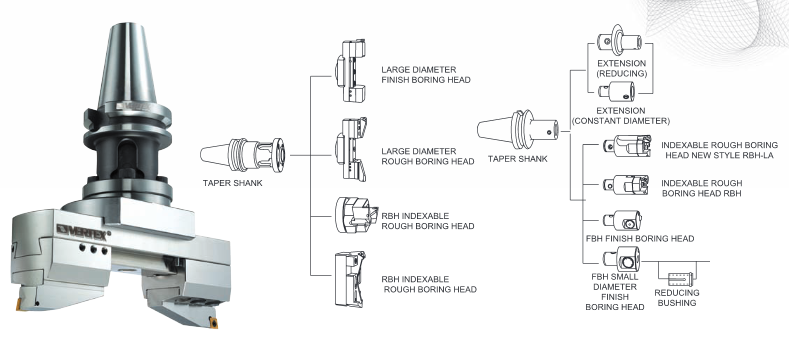
Б) Оправки с интегрированными револьверными головками
Револьверная головка в большинстве случаев представляет из себя оправку с закрепленной на торце, на направляющих, блок (или несколько блоков), с поперечным и продольным креплением резца, который можно смещать в перпендикулярном направлении относительно оси вращения оправки для регулирования вылета резца.
Источник: stankomach.com