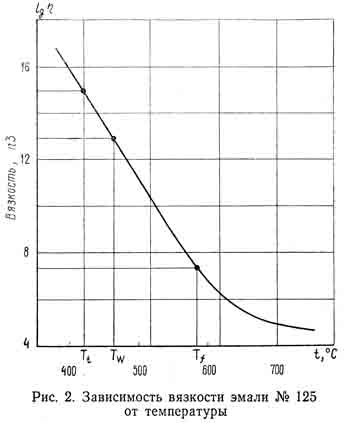
Экспериментально установлено, что данное значение вязкости еще не соответствует температуре вплавления деталей-накладок из металлических листов в эмаль. При температуре 580 — 600° С сцепление детали-накладки с эмалью недостаточно, и поверхность эмали покрывается трещинами. Это происходит вследствие возникновения в данном интервале температур процессов релаксации напряжений, которые имели место при более низких температурах. Скорость протекания этих процессов обратно пропорциональна вязкости, т. е. при повышении температуры скорость протекания релаксационных процессов в спаях возрастает [5]. Исходя из вышеизложенных предпосылок, экспериментально определяли область минимальных температур вплавления деталей-накладок из сплавов металлов в эмаль.
Самые популярные мифы про ювелирные изделия | Как проверить золото?
В результате установили, что при использовании одной и той же эмали температура вплавления деталей-накладок из разных металлов и их сплавов различна (табл 1).
| СрМ 875 | 0,2 | 125 | 670 |
| Медь | 0,2 | 125 | 670 |
| Л 90 | 0,2 | 125 | 690 |
| ЗлСрМ 583 | 0,2 | 125 | 720 |
| * Время вплавления 10 мин. | |||
Чрезвычайно эффектный прием эмалирования — витражная эмаль, вплавление эмали в сквозные отверстия в металле. Затягивание эмалевым расплавом отверстия в металле обусловливается вязкостью (η = 10 5 пуаз) ювелирной эмали в момент начала обжига. При этом сила поверхностного натяжения эмали должна быть ниже силы сцепления ее с металлом.
Растекаемость эмалей является сложной функцией вязкости, поверхностной энергии на границе фаз, поэтому она была положена в основу отрабатываемых режимов процесса вплавления витражной эмали. На примере эмали № 84 можно проиллюстрировать функциональную зависимость растекаемости от вязкости. Кривая температурной зависимости вязкости представлена на рис. 3.
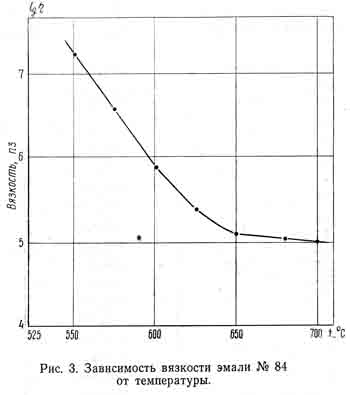
При температуре первичного обжига эмали (650 — 700° С) вязкость равна η = 10 5 пуаз, что соответствует растекаемости 1,58. На основании результатов исследования растекаемости и вязкости составлена таблица ювелирных эмалей (табл. 2), которые рекомендуется использовать для данного технического приема при изготовлении изделий из благородных металлов.
При разработке новых технических приемов эмалирования низкопробных сплавов золота и серебра немаловажную роль играет состав ювелирной эмали. Работами, проведенными ранее, установлено, что современные составы эмалей, применяемые для ювелирных изделий, не отличаются большим разнообразием цветов и оттенков. Большинство эмалей не обладает прозрачностью, глубиной, яркостью, чистотой тона. Эмали имеют высокую температуру обжига (800 — 820°С), узкий температурный интервал обжига и некоторые из них — низкую химическую устойчивость.
Литье ювелирных изделий – Профессия Ювелир
В настоящее время ювелирная промышленность использует широкий ассортимент металлов и их сплавов для выпуска ювелирных изделий с эмалью. Большинство эмалей некачественно прокладывается по сплаву золота 583 пробы и поэтому не могут быть использованы для новых технических приемов эмалирования. Поиски совершенных составов эмалей с улучшенными физико-химическими свойствами, а также эмалей новых цветов и оттенков позволят применять их при изготовлении изделий из различных сплавов благородных металлов, в том числе низкопробных, и для самых разнообразных приемов эмалирования.
| 41 | Синий | 700 — 880 | 1,82 |
| 124 | Синий | 720 — 840 | 1,46 |
| 120 | Синий | 720 — 840 | 1,63 |
| 66 | Голубой | 720 — 820 | 1,68 |
| 18 | Голубой | 740 — 860 | 1,34 |
| 122 | Голубой | 700 — 820 | 1,82 |
| 114 | Светло-зеленый | 740 — 880 | 1,62 |
| 84 | Зеленый | 700 — 880 | 1,58 |
| 175 | Зеленый | 700 — 860 | 1,69 |
| 83 | Зеленый | 720 — 840 | 1,45 |
| 101 | Зеленый | 720 — 860 | 1,58 |
| 103 | Зеленый | 720 — 840 | 1,78 |
| 102 | Зеленый | 720 — 880 | 1,56 |
| 116 | Фиолетовый | 720 — 880 | 1,30 |
При подборе состава основы эмалей учитывали определяющие требования, предъявляемые к ювелирным эмалям: химическую устойчивость, растекаемость, температуру обжига. Для исследования физико-химических свойств и получения прозрачных эмалей новых оттенков был взят трехкомпонентный состав, вес.%: SiO2 — 40,0; PbО — 44,0; К2О — 16,0.
При замене в исходном составе К2О на Na2О (не более 6 вес.%) не происходит заметного изменения свойств. При замене К2О на Na2О до 4 вес.% химическая устойчивость возрастает, растекаемость эмали резко увеличивается и остается постоянной при дальнейшем увеличении содержания окиси лития.
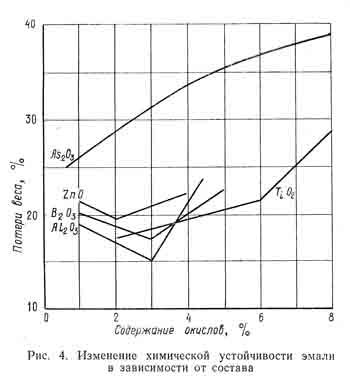
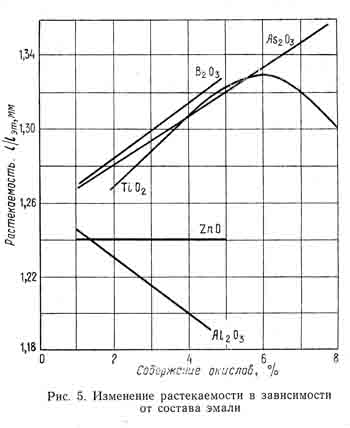
Борный ангидрид, добавленный к эмали в небольших количествах (1 — 3 вес.%), повышает ее химическую устойчивость. При дальнейшем увеличении количества борного ангидрида в составе эмали химическая устойчивость снижается. Растекаемость эмали при этом увеличивается.
Окись алюминия влияет на химическую устойчивость подобно борному ангидриду — при содержании в составе эмали не более 3 вес.% А12О3 химическая устойчивость повышается, при введении окиси алюминия более 3 вес.% химическая устойчивость понижается. Растекаемость эмали при введении в ее состав окиси алюминия уменьшается.
В небольших количествах (0,5 — 2,0 вес.%) целесообразна добавка окиси цинка, которая увеличивает химическую устойчивость эмали, не ухудшая ее растекаемости. Добавка окиси цинка, превышающая 2 вес.%, снижает химическую устойчивость.
Целесообразно принять следующие концентрации этих окислов: 0,5 — 4% Na2O; 0,5 — 2% Li2О; 1 — 6% TiO2; 1 — 3% В2О3; 1 — 3% Аl2О3; 0,5 — % Р2О5; 0,5 — 2% ZnО; 1 — 6% Аs2О3.
На основании вышеизложенного материала были разработаны и исследованы эмали, физико-химические свойства которых приведены в табл. 3, пригодные для нанесения на золото 583 пробы и серебро 875 и 916 проб, а также разработаны технологические процессы вплавления металлических деталей-накладок в эмаль и технологические процессы прокладывания витражной эмали. Дальнейшие работы по изучению свойств и составов ювелирных эмалей позволят повысить качество и расширить ассортимент ювелирных изделий.
| Исходная | 22,30 | 800 — 860 | 1,30 |
| № 2 | 7,53 | 740 — 840 | 1,36 |
| № 27 | 30,40 | 760 — 820 | 1,53 |
| № 104 | 11,20 | 720 — 860 | 1,25 |
| № 105 | 25,43 | 720 — 820 | 1,60 |
ЛИТЕРАТУРА
1. Наsenohr К. Эмаль. Изд. 2-е. Лейпциг, 1964.
2. Пупарев А. А. Художественные эмали. М., КОИЗ, 1948.
3. Селезнев В. А. Очерк происхождения и развития эмалевого мастерства в связи со стеклоделием и керамикой. Л., 1926.
4.Рехсон С. М. Контроль согласованности спаиваемых материалов и выбор оптимального режима отжига спаев. Л., Ин-т химии силикатов АН СССР, 1971.
5. Засухина Л. 3., Обухова И. Б. — Сб. трудов ВНИИювелирпром, Вып 1, Л., 1972

http://jewelpreciousmetal.ru/technology_enamel_enamelling.php» target=»_blank»]jewelpreciousmetal.ru[/mask_link]
Ювелирные украшения: отличия штамповки от ручной работы
Сегодня существует масса способов производства подобной продукции. Наиболее явно выраженные категории:
- ручное изготовление;
- промышленная штамповка.
Изделия ручной работы максимально ценятся в любых кругах. Такие ювелирные украшения разрабатываются по уникальному индивидуальному дизайну и производятся ограниченными партиями. Естественно, такие изделия стоят в несколько раз дороже, но их красота не сможет сравниться с чем-то другим. Также такое изделие имеет лучшие прочностные характеристики, так как продумано и изготовлено в индивидуальном порядке. Например золотые кольца, изготовленные по индивидуальному заказу, широко востребованы у молодожёнов, которые хотят видеть на руках друг у друга настоящие произведения искусства.
Промышленная штамповка используется для ювелирных изделий низкой ценности, то есть в таком производстве не используют лучшие бриллианты или качественное золото. Естественно, такая продукция имеет меньшую цену, но и не отличается своей индивидуальностью, а также общими прочностными характеристиками.
Дизайн украшений
У каждого производителя есть своя тематическая линейка украшений. Сложно найти такие ювелирные аксессуары, которые производились бы вне каких-либо коллекций. Особенно это относится к украшениям, изготовленным вручную.
Работу по созданию образа новой коллекции выполняют специальные дизайнеры, которые воплощают свои идеи в драгоценном металле. Зачастую тематическая коллекция включает в себя все виды ювелирных украшений:
- кольца;
- серёжки;
- цепочки на шею;
- браслеты на руку;
- кулоны и так далее.
Покупка украшений
Многие думают, что в цену ювелирных украшений в большей степени закладывается стоимость драгоценного металла или камней, используемых в нём. На самом деле это правило актуально только для изделий, которые выполнены методом штамповки. Стоимость ручных украшений приблизительно разбивается пополам на цену металла и цену дизайна с производством.
Источник: dzen.ru
Декоративная обработка поверхности ювелирного изделия «фактуровка»
В настоящее время ювелиры все чаще для создания необычных украшений используют фактуровку. Необычная декоративная обработкам ювелирного украшения в этом случае может достигаться несколькими технологиями:
Фактурованная поверхность служит фоном ручной и алмазной гравировки, выделения рельефного изображения, участков с глянцевым контуром, а также для внутренних труднодоступных поверхностей тыльной стороны ювелирных изделий.
Фактуровка — вид обработки изделия, когда поверхность металла отличается от полированного и имеет интересную фактуру: мелкоямочную, мелкоштриховую, матовую. Чаще всего используется эффект комбинированной поверхности с полированной.
Участки фактурной поверхности можно получить: используя литьевую корку изделия (заформовав соответственно подготовленное изделие; используя штампованную поверхность; травлением в различных кислотных составах, получая разные оттенки и фактуру окисленной поверхности; матированием механически (штихелем, молотой пемзой, крацеванием).
Крацевание — очень старый и распространенный способ получения фактурной поверхности. На серебряных изделиях крацевание часто окончательный вид обработки. Крацуют поверхность на полировальных станках проволочными щетками. Проволока на щетках стальная или бронзовая, ровная или волнистая, различная по сечению и длине. В настоящее время можно купить в магазинах для ювелиров большое разнообразие металлических щетов разных размеров, которые используются для работы на бор машине.
Матировка чеканами позволяет получить крупнозернистую поверхность, если она подвергалась шерохованию ударами молотка по соответствующему чекану. Необходимо учесть что эта обработка делается в ручную.

В этом гарнитуре, который называется «Месторождение» необычная поверхность. На готовые заготовки наплавлялись опилки.
Мне кажется еще много есть возможностей для экспериментирования в этом направлении.
Если вы знаете какие –то методы, поделитесь с нашими друзьями, всем будет интересно.
Источник: dronova-nona.livejournal.com