Рис. 1. Доля стоимости ингредиентов припоев Sn3Ag0,5Cu и Sn0,1Ag0,7Cu0,03Co
Паяльные пасты для SMT-монтажа
Припои для пайки волной
Применение припоев с НСС в пайке волной является более сложным делом по сравнению с SMT-процессом. К используемым материалам относятся Sn0,7Cu0,05Ni, Sn1Ag0,7Cu,
Sn0,7Cu0,3Ag, Sn0,7Cu0,3Ag0,03Ni
(JEITA) и Sn0,1Ag0,7Cu0,03Co. Поскольку более высокая температура плавления припоев с НСС может привести к деформации компонентов или плат большой толщины при пайке волной, температура этого процесса ограничиваются, что затрудняет заполнение отверстий припоем.
Ручная пайка
Пайка корпусов BGA/CSP
Для пайки корпусов BGA/CSP применяются те же припои, что и для паяльных паст. К этим материалам относятся: Sn1Ag0,5Cu, Sn0,3Ag0,7Cu, Sn0,1Ag0,7Cu, Sn0,1Ag0,7Cu0,03Co, Sn0,7Cu и Sn0,7Cu0,05Ni. Более высокая температура плавления этих припоев может привести к повреждению платы или компонентов.
Пайка волной
Припои, используемые в лудильных ваннах или разбрызгивающих устройствах, должны обеспечить хорошее заполнение отверстий и низкую растворимость меди. Эта материалы основаны на припоях, которые применяются в пайке волной: Sn0,7Cu0,05Ni, Sn0,7Cu0,3Ag0,03Ni (сплав JEITA) и Sn0,1Ag0,7Cu0,03Co. Поскольку эти припои характеризуются большей температурой плавления, чем
Олова куча Меланж серебра где припоя гора
Sn3-4Ag0,5Cu, необходимо, чтобы их применение не привело к повреждению платы и растворению медного покрытия в процессе пайки волной.
Припой-шарики для пайки
BGA/CSP
Стандарты пайки для припоев с НСС
Для пайки электронных плат с помощью припоев с НСС необходимы обновленные стандарты, о которых пойдет речь в следующих разделах.
Стандарты пайки оплавлением
Профили пайки оплавлением определяются типами используемых припоев следующим образом:
– свинцово-оловянный: время пайки при температуре выше 183°C: 30–90 с, макс.: 205–215°C;
– бессвинцовый (Sn3-4Ag0,5Cu): время пайки при температуре выше 217°C: 30–90 sec, макс.: 235–260°C;
– бессвинцовый (Sn0,3Ag0,7Cu): время пайки при температуре выше 227°C: 30–90 с, макс.: 240–270°C.
При пайке компонентов необходимо учитывать номинальные температуры в соответствии со стандартами IPC/JEDEC J-STD-020. Текущий стандарт J-STD-020 для Sn3-4Ag0,5Cu (температура плавления: 217°C) определяет номинальные значения температуры для компонентов в диапазоне 3x 245°C…3x 260°C (в зависимости от толщины сборки/объема) и дополнительное значение 1x 260°C для компонентов с матрицами выводов (BGA/CSP). Время обработки компонентов при температуре выше 217°C составляет 60–150 с.
Для припоя Sn0,3Ag0,7Cu (температура плавления: 227°C) указывается другой диапазон значений — 3x 255°C…3x 270°C и 1x 260°C для компонентов с матрицами выводов. Время обработки компонентов при температуре выше 227°C составляет 60–150 с.
Стандарт для пайки волной
Монтаж в сквозные отверстия платы производится в соответствии со стандартом JEDEC JESD-B106-D, в котором указано, что на первой стадии пайки волной с использованием свинцово-оловянного припоя компонент подвергается воздействию 260°C в течение 10 с. На первой стадии пайки волной с помощью бессвинцового припоя Sn3-4Ag0,5Cu компонент подвергается воздействию 270°C в течение 7 с. Этот стандарт определяет для бессвинцовой пайки компонентов в отверстия необязательную номинальную температуру величиной 270°C на 15 с.
Для припоя Sn0,3Ag0,7Cu, используемого на первой стадии пайки волной, указано другое значение этого параметра — 280°C в течение 7 с, а необязательное значение номинальной температуры для бессвинцовой пайки компонентов в отверстия составляет 280°C на 15 с.
Для пайки компонентов волной, например нижней части SMT-компонентов с помощью свинцово-оловянного припоя, стандарт JEDEC JESD22-A111 определяет температуру 260°C на 15 с. Следует заметить, что этот стандарт не был пересмотрен для бессвинцовой пайки волной. Для пайки волной с помощью сплавов
Sn3-4Ag0,5Cu и Sn0,3Ag0,7Cu можно воспользоваться следующими номиналами температур:
– 270°C на 10 с (Sn3-4Ag0,5Cu);
– 280°C на 10 с (Sn0,3Ag0,7Cu).
Номинальная температура платы
В спецификации основных материалов для изготовления плат (IPC4101) указано, что время отслоения ламината на печатных платах при 288°C (T288) должно быть не менее 5 мин в случае применения припоя Sn3-4Ag0,5Cu. В случае припоя Sn0,3Ag0,7Cu это время составляет 10 мин при 288°C или 5 мин при более высоких температурах. Температура разрушения ламината (Td) у свинцово-оловянного припоя Sn3-4Ag0,5Cu должна быть не менее 325°C. У Sn0,3Ag0,7Cu этот показатель равен 335°C.
Стандарты на коробление плат и компонентов
Производственные испытания припоев с НСС
Испытания на стойкость припоев с НСС

Рис. 2. Увеличение толщины интерметаллического слоя при пайке оплавлением с использованием бессвинцовых припоев Sn3Ag0,5Cu, Sn0,3Ag0,7Cu, Sn0,1Ag0,7Cu0,03Co и Sn0,7Cu0,05Ni
У чип-резисторов типоразмера 0805 трещины в паяных соединениях возникли после термоциклирования в результате использования припоев Sn0,3Ag0,7Cu (сплав JEITA) и Sn0,7Cu0,05Ni. Применение сплава Sn0,1Ag0,7Cu0,03Co сопровождалось меньшим процентом брака, как и Sn3Ag0,5Cu (см. рис. 3).

Рис. 3. Испытания ATC паяных соединений чип-резисторов 0805 в диапазоне –40…125°C для припоев Sn3Ag0,5Cu, Sn0,3Ag0,7Cu, Sn0,1Ag0,7Cu0,03Co и Sn0,7Cu0,05Ni
В эксперименте с различными значениями максимальных температур оплавления и времени было установлено, что хорошие паяные соединения чип-резисторов 0805 обеспечивались при температуре 240°C с применением паяльной пасты Sn0,1Ag0,7Cu0,03Co. Рекомендуется использовать профили оплавления при 240°C и выше с 30-с выдержкой после достижения точки плавления. Визуальный осмотр, изучение поперечного сечения и рентгеноскопический контроль соединений, полученных с помощью припоя Sn0,1Ag0,7Cu0,03Co, позволили сделать вывод о хорошем качестве пайки корпусов QFN, BGA и чип-резисторов.
Стандарты надежности
Источник: russianelectronics.ru
Физико-химические свойства и температура плавления серебряного припоя
Серебряный припой позволяет спаивать заготовки из серебра. Кроме того, он подходит для пайки других металлов и сплавов, от меди до нержавейки. Шовный материал прочен и отличается высокой электропроводностью и теплопроводностью. Это делает материал популярным в электронике, электротехнике, ювелирном деле и производстве медицинской техники.
Разновидности

Серебросодержащие припои подразделяются на группы, исходя из доли содержащегося в них серебра.
Составы, содержащие до 40% основного металла, применяют при соединении деталей из сталей и цветных сплавов. Прочностные характеристики такого материала позволяют паять заготовки не толще 3 мм.
Припои, в которых присутствует 40-60 % Ag, годятся для паяния меди, никеля и стали в конструкциях, подвергающихся сильным постоянным и переменным нагрузкам.
Физико-химические свойства и состав
Химический состав паяльного материала определяется ГОСТ и влияет на его физико-химические параметры. Для изменения свойств в состав включают такие элементы, как медь, цинк, олово, сурьма и другие.
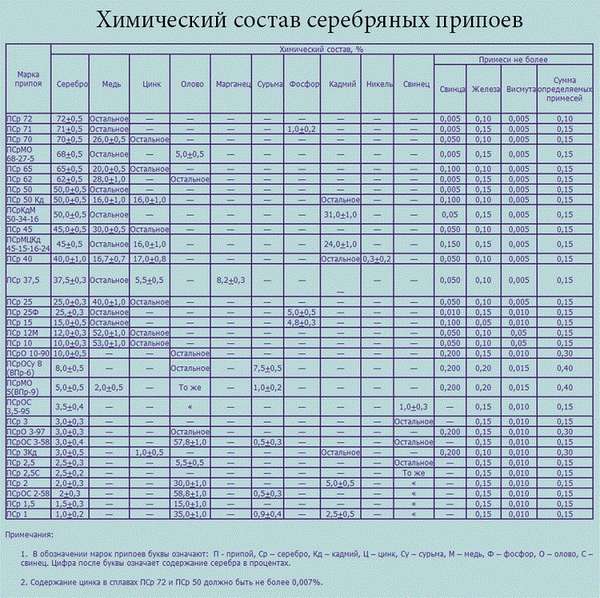
Норматив содержания добвако в различных марках припоев.
Для снижения стоимости состава при пайке менее ответственных соединений серебро разбавляют дешевыми относительно серебра оловом, свинцом, цинком.
Технические характеристики
Физико-механические параметры определяются формулой вещества.
Из таблицы видно, что электропроводность улучшается с повышением содержания серебра.

Физические свойства различных марок.
Особенности выбора
Правильный подбор паяльного материала является залогом высокой прочности и долговечности паяного шва. При выборе марки следует учитывать также технические и эксплуатационные требования:
- статические и динамические нагрузки на соединение,
- температурный режим,
- химическая активность среды, в которой будет работать шов,
- плановая себестоимость шва.
Так, для создания высокотемпературных швов в состав добавляют медь, поскольку олово и цинк имеют низкую температуру плавления и ослабят соединение.
Достоинства
Серебро плавится при 962оС. Чистый серебряный припой позволяет создавать соединения с высокой пластичностью. Основными их преимуществами считаются:
- отличная текучесть в расплавленном состоянии,
- прочность,
- устойчивость к коррозии,
- возможность соединять разные металлы и сплавы,
- высокая электропроводность и теплопроводность.
Температура плавления понижается с понижением доли серебра. Параллельно снижается время и затраты энергии на единицу расплавляемого объема.
Доля основного металла в серебряном припое определяет тепло- и электропроводность материала.
Низкое
Такие оловянно-серебряные припои, содержащие от 1,5% Ag, популярны в электротехнической отрасли, производстве трубопроводов и сосудов, они позволяют быстро и эффективно соединять заготовки, контакты и другие детали. Низкое сопротивление, высокая текучесть и доступная цена позволяют широко применять состав.
Среднее
Доля серебра в 40-60% позволяет паять высоконагруженные соединения. Однако материалы, содержащие олово и серебро не рекомендованы для работы в условиях высоких температур. Они пригодны для работы в условиях вибрационных нагрузок и химически активных сред.
Высокое
Эти составы используют для самых сложных и ответственных соединений. Так, состав ПСр65, содержащий 2% Cu и 14% Zn, используется для напайки пильных полотен. Он способен противостоять разрывным и изгибающим усилиям.
ПСр70 применяется в производстве мощных генераторов, где сопротивление играет решающую роль.
Какие флюсы подходят?

Для создания прочного соединения необходимо правильно подготовить поверхности к пайке. Для этого их зачищают механическим способом. Серебряный припой используют с флюсом для пайки жидкостью или пастой, разрушающей пленку окислов и облегчающей пайку, повышая жидкотекучесть расплава.
Широко применяется бура в порошке. Ее разводят в небольшом количестве воды, нагревают и перемешивают до образования паяльной пасты.
С таким составом можно паять от 490 до 910оС
Широко представлены на рынке и готовые паяльные жидкости и пасты. Начинающему мастеру лучше использовать покупные материалы. Самостоятельное приготовление флюсов требует навыков обращения с сильнодействующими химикатами.
Технология создания в домашних условиях
Приготовление припоя для пайки серебра своими руками позволяет сэкономить заметные суммы, но требует наличия плавильно-литейного оборудования и определенных навыков.
Сделать его можно в следующей последовательности:
- измельчить лом ножницами по металлу,
- измельчить присадочный материал,
- удалить из них железную пыль мощным магнитом,
- точными весами отвесить порции шихты по 20 граммов,
- добавить 10% буры и тщательно перемешать,
- положить навешенную порцию в плавильную ложку и нагревать горелкой до полного расплавления,
- прогреть литейную форму, называемую «ингус»,
- в один прием вылить ложку с расплавом в ингус,
- охладить форму под проточной водой,
- выколотить готовый припой из формы.
Во время работы следует соблюдать осторожность, пользоваться средствами индивидуальной защиты, вытяжкой и не оставлять горелку без внимания.
Материалы и инструменты для изготовления

Для работы домашнему мастеру понадобится:
- лом серебра,
- добавки: цинк, медь и другие по рецепту,
- бура,
- точные весы,
- горелка, установленная на устойчивое основание,
- ложка для плавления,
- ножницы по металлу,
- чаша и мешалка для перемешивания компонентов,
- наждачная бумага,
- ингус.

Рабочий стол должен быть из негорючего материала. Делать припой следует под вытяжкой.
Старинный рецепт варки
В рецептуру входит советский серебряный полтинник чеканки 1924 года и медный пятак чеканки 1961 года.
Последовательность действий следующая:
- измельчить монеты ножницами,
- расплавить в ложке серебро,
- добавить в плавильную ложку медь,
- плавными кольцевыми движениями руки перекатывать расплав по ложке до полного перемешивания,
- вылить расплав в ингус и охладить.
Поученный припой для пайки серебра будет приблизительно 900 пробы. Точная проба зависит от степени износа монет.
Источник: greendom74.ru
Серебряный припой

Серебряный припой обладает уникальными качествами. С его помощью можно спаивать самые разнообразные металлы и сплавы. В зависимости от содержания серебра и других ингредиентов свойства припоя можно подобрать под требуемую задачу. Основным достоинством серебряных припоев является высокая прочность, долговечность и электропроводность получаемых соединений.
Разновидности
Серебряные припои делятся на несколько разновидностей в зависимости от содержания в них серебра.
Физико-химические свойства и состав серебряного припоя
Свойства того или иного серебряного припоя определяются его составом. Серебряный припой, которым осуществляют многоэтапную пайку, должен иметь достаточно высокую температуру плавления. Это необходимо для того, чтобы во время наплавки следующего слоя предыдущий не расплавился и не вытек в паяльный зазор. Средняя температура плавления составляет 600 °С.
Химический состав серебряных припоев Свойства серебряных припоев
Повышение содержания серебра до 50% позволит повысить текучесть расплава и способность паяного шва выдерживать статические и динамические нагрузки. Его также можно будет применять для пайки в несколько слоев, однако потребуется особая аккуратность и осторожность.
Технические характеристики
В состав наиболее распространенных серебряных припоев входят такие элементы, как Ag, Cu, Zn, Sn, Mn, P, Cd.
Особенности выбора
Пайка ювелирных изделий
При создании швов, предназначенных для эксплуатации при повышенных температурах, не подходят составы, содержащие свинец или олово. Из-за своей низкой температуры плавления они будут ослаблять все соединение. В этом случае выбирают серебряно-медные паяльные материалы.
Достоинства
Температура плавления чисто серебряного припоя составляет 962 °С, шов получается пластичным и мягким. Для экономии драгоценного металла и получения более прочных соединений в припой добавляют другие металлические элементы.
От состава и процентного содержания присадок зависят достоинства конкретного припоя.
Общими достоинствами серебряных припоев являются:
- высокая жидкотекучесть;
- прочность;
- коррозионная стойкость;
- пригодность для работы с широким диапазоном материалов;
- низкое сопротивление электрическому току.
Содержание серебра в серебряном припое влияет также на другие физические характеристики, такие, как теплопроводность и электропроводность.
Применяются они и в электротехнике — состав, содержащий всего 2% Ag, 62% Sn и 36% Pb весьма популярен при электро- и радиомонтаже.
Он отличается высокой проводимостью и повышенной жидкотекучестью, что облегчает процесс пайки.
Средний процент серебра
Швы, паяные с применением ПСр40, отличаются не только высокой прочностью, и пластичностью, но и способностью выдерживать высокие динамические и периодические нагрузки.
Припой ПСр40 Припой ПСр45
ПСр45 применяется при работе со стыками толщиной до 3 мм. Также стоек к вибрации и агрессивным средам.
Высокий процент серебра
Припой ПСр65, в который добавлено 2% меди и 14% Zn, специально разработан для пайки лезвий ленточных пил. Он имеет повышенную прочность на разрыв и на изгиб.
Состав ПСр70 обеспечивает отличную проводимость, используется для пайки ответственных соединений электрокомпонентов и проводов. Минимальное сопротивление соединения важно как в микроэлектронике, так и в мощных электроустановках промышленного назначения и на генерирующих станциях. Высокая цена сдерживает его широкое применение.
Припой ПСр60 Припой ПСр70
Какие флюсы подходят
Чтобы получить высококачественный и долговечный шов, требуется перед пайкой обработать поверхности заготовок флюсами. Эти вспомогательные материалы очищают поверхность от химических загрязнений и оксидной пленки, предотвращая ее повторное возникновение.
Флюсы также способствуют увеличению текучести расплава и смачиваемости поверхности заготовки серебряным припоем.
Один из наиболее популярных среди пайщиков флюсовых материалов — это бура.
Паяльную пасту можно приготовить следующим образом:
- Порошок буры высыпать в термостойкую емкость для смешивания.
- Тонкой струей добавить воду, тщательно размешать.
- Нагреть до достижения полной прозрачности.
- Слить жидкую фазу, осадок растереть до консистенции сметаны.
Паста подходит для серебряных припоев с температурой плавления от 490 до 910 °С.
Применяется также состав, содержащий:
- 35% борного ангидрида B2O3;
- 43% KF;
- 22% K₂B₄O₇.
Фторид калия прокаливают в течение 3-4 часов, далее все составляющие тщательно перемешивают, нагревают до расплавления. После охлаждения материал дробят и растирают до состояния мелкодисперсного порошка. Держать его следует в герметичной таре, поскольку он активно поглощает водяные пары, содержащиеся в воздухе, теряя при этом свои рабочие качества.
Для пайки пористых материалов применяют флюс на основе тетрафторбората калия. Для того чтобы получить такой состав, потребуется использовать чрезвычайно сильную и опасную плавиковую кислоту.
Если нет достаточных навыков обращения с сильнодействующими химикатами, состав надежнее купить в магазине.
Технология создания серебряного припоя в домашних условиях
При создании припоя своими руками потребуется сначала расплавить серебро и другие компоненты, а потом отлить получившийся расплав в специальную емкость — ингус.
Процесс начинают с подготовительной фазы. На дно плавильной ложки кладут картонный квадратик, на нем размещают лист таким образом, чтобы его края обернулись вокруг краев ложки. Это делается для ускорения процесса расплавления.
Нарезание серебряного припоя
С применением ювелирных или лабораторных весов навешивается шихта, ее делят на порции по 18-20 г. На одну порцию берут 6 г серебра 875 пробы и 40% чистого металла. Из смеси посредством сильного магнита удаляют железную пыль.
Далее следует добавить мелко нарезанную медь. Ее берут из расчета 1 часть меди на 3 части серебряной смеси. Флюсом будет служить порошок буры, его добавляют 10% от общего объема.
Следующий этап — плавление. Следует зажечь горелку и отрегулировать режим горения. Плавильную ложку помещают в верхнюю, самую горячую часть пламени горелки. Шихта начинает плавиться и скапливаться на дне плавильной ложки.
Ингус следует заранее покрыть тонким слоем воска, прогреть и держать наготове рядом с горелкой.
Как только вся шихта расплавилась, можно приступать к завершающему этапу — отливке.
Ложку снимают с огня и без малейшего промедления, не давая расплавленному металлу остыть, единым плавным движением выливают ложку в ингус. Ингус охлаждают струей воды. После того, как отливка окончательно остыла, и процессы кристаллизации завершились, ее извлекают из ингуса, перевернув его и постучав при необходимости.
При самостоятельном изготовлении припоя следует соблюдать следующие меры предосторожности:
- Проводить работы в хорошо проветриваемом помещении.
- Использовать средства индивидуальной защиты: очки или прозрачный щиток, защитные перчатки из спилковой кожи или брезента.
- Проводить работы на огнеупорном основании.
- Сразу по окончании нагрева и отливки выключить горелку.
- Не оставлять оборудование без присмотра.
Приготовление серебряного припоя своими руками работа не слишком сложная, но требующая сосредоточенности и определенного навыка.
Материалы и инструменты для создания припоя
Для самостоятельного изготовления серебряного припоя следует подготовить следующие материалы и оборудование:
- Серебряный лом.
- Присадочные материалы (Zn, Cu, бура в качестве флюса и другие по рецептуре).
- Лабораторные или ювелирные весы.
- Газовая горелка, закрепленная на подставке, исключающей опрокидывание.
- Плавильная ложка.
- Ножницы по металлу.
- Емкость и лопатка для смешивания ингредиентов.
- Абразивная бумага.
- Ингус.
Стол, на котором будут проводиться работы, должен иметь огнеупорное покрытие.
Источник: n-pogodi.ru