
1. Механический метод — оттиски клейм наносятся на изделие ударным способом (механическими пробирными клеймами при помощи молотка, либо на станках для массового клеймения). Оттиски наносятся как изнутри, так и снаружи. Так же используются специальные подставки — наковальни, подходящие по форме к изделию.
Является самым массовым способом (70-80% всех изделий клеймятся именно так).
ДОСТОИНСТВА: Оттиски четкие, стойкие, долговечные.
НЕДОСТАТКИ: При нанесении клейм, изделие может быть подвержено порче (некоторой деформации от удара молотком по клейму).

2. Электро-искровой метод — оттиски клейм наносятся на изделие медными клеймами-электродами при помощи электро-искровой установки. Оттиск выжигают искрой, бегущей по контуру клейма-электрода, в водной среде, под действием электрического тока.
Оказывается золотые TOUS не из золота!!!
Отличительной особенностью именника для электро-искрового клеймения должны являться перемычки сверху между контуром именника и его знаками, а так же заход электрода впереди сверху.
10-20% ювелирных изделий клеймятся данным способом (примерно 400 изделий в смену).
ДОСТОИНСТВА: Оттиски четкие, стойкие, долговечные. Изделия порче не подвергаются. Возможность нанесения на специфические формы, а так же полые и т.п. изделия.
НЕДОСТАТКИ: Единственный нюанс состоит в необходимости более тщательной подготовки площадки под оттиск пробы. Малейшие поры, шероховатости, дефекты литья или недостаточная полировка — и электро-искровой способ уже неприменим.
3. Лазерный метод — осуществляется при помощи лазерной установки. При этом используются клейма-маски. Контур клейма идет пунктиром. Поверхность должна быть тщательно подготовлена, отполирована.
10-20% ювелирных изделий клеймятся данным способом (примерно 600 изделий в смену).
ДОСТОИНСТВА: Оттиски четкие. Возможность нанесения на любую поверхность (выпуклую, вогнутую, полую).
НЕДОСТАТКИ: Не имеет, за исключением тщательной подготовки поверхности.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Источник: studopedia.ru
Клеймение ювелирных изделий

Ювелирные изделия российского производства должны иметьклеймение – оттиск пробирного клейма госинспекции пробирного надзора и оттиск именника изготовителя.

Государственное пробирное клеймо (проба) -это специальный знак, который чеканится на ювелирных изделиях государственными инспекциями пробирного надзора (рисунок 41). Существует три способа нанесения оттисков клейм Госинспекции Пробирного Надзора на ювелирные изделия: ударный (механический), электроискровой и лазерный. Он означает, что изделие проверено в государственной инспекции и имеет пробу не ниже указанной в клейме.
Рисунок 41 – Государственное пробирное клеймо
Проба сплавов благородных металлов, из которых разрешено изготавливать ювелирные и другие изделия, устанавливается законом и гарантируется государством. Государственное пробирное клеймо состоит из знака удостоверения и знака пробы, которые могут быть проставлены вместе (в одном изображении) или отдельно.
В России все изделия из драгоценных металлов обязательно проходят пробирный контроль и на них накладываются оттиски государственных пробирных клейм, цифры которых определяют чистоту пробы. Для клеймения в различных странах применяются пробирные клейма разнообразных форм и рисунков. В Беларуси — это изображение зубра, в России с 1994 года — женская голова в кокошнике.
Различают раздельные и совмещенные пробирные клейма. На совмещенном клейме проставляется женская головка в кокошнике, смотрящая вправо, или же пятиконечная звезда с серпом и молотом внутри. Эти оттиски представляют собой специальные знаки. Пятиконечная звезда с серпом и молотом внутри является устаревшим, но тем не менее допустимым вариантом.
Совмещенное клеймо находится врамке, в которой, кроме того, указывается цифровой знак пробы. Слева от знака удостоверения указывается, в какой территориальной госинспекции было нанесено клеймо (в виде буквенного обозначения).
Раздельное клеймо проставляется, как правило, на разъемных и легко разъемных ювелирных изделиях. На одну разъемную часть удостоверения наносится знак удостоверения, а на другую – оттиск пробы. При разъемном клеймении шифр госинспекции наносится в виде точек.
Именником называют символ производителя, который ставится юридическим лицом либо ИП на произведенной ими продукции (или после осуществления реставрационных работ). В нем зашифрована информация о том, когда и кем украшение было произведено, а также сведения о госинспекции, в которой зафиксирован производитель. Структура имеенника представлена на рисунке 42.
С 2001 года первым символом в каждом именнике является заглавная русская буква. Тогда это была буква «А», в 2002, соответственно, «Б» и так далее.

Рисунок 42 – Структура именника
Первая буква символизирует дату производства, следующая – символ инспекции, затем идут буквы как знак мастера.
В 1918 году на все серебряной продукции проставляется один именник, а именно [Платин Прибор].
С 1923 года в течение трех лет на все ювелирные изделия были нанесен именник [МЮТ].
1936 год ознаменовался началом применения собственных именников.
1953 год был ознаменован прибавлением к именникам всевозможных знаков (чисел, букв, точек на разных участках), благодаря которым можно правильно установить дату производства российских украшений. Например, 1985 год обозначается так: [5ЯЦ], а 2000 так: [0ЯЦ].
С 1986 года абсолютно все изготовители украшений (учреждения и ИП) должны наносить свои личные именники на производимых ими изделиях. Знаки проходят регистрацию и утверждение Министерством финансов нашей страны (Пробирной палатой). Каждый год все изготовители украшений фиксируются в списке российских производителей.
Все символы именника должны находиться в пределах одного контура. Внешний вид контура (единый для всех производителей) и буквы устанавливает госинспекция. Его отпечатки и пробы, как правило, находятся внутри колец, на застежке клипс, брошек и цепей, на ушке кулонов.
Источник: megaobuchalka.ru
Технология электроискровой обработки металла
После распада Советского Союза в истории клеймения была открыта новая страница — начался очередной период введения государственных проб и клейм.
28 февраля 1992 года были официально утверждены шифры государственных инспекций, а также утвердили знак удостоверения пробирных клейм.
Примечательно, что за основу государственного пробирного клейма было взято дореволюционное изображение — профиль девушки в кокошнике, повернутый вправо. Подобное решение объясняется тем, что старый советский вариант в виде серпа и молота, вписанных в звезду, потерял свою актуальность при смене власти.

Президентский Указ об утверждении «Положения о пробах и клеймении изделий из драгоценных металлов в Российской Федерации» был подписан 2 октября 1992 году, однако по факту новые варианты клейм стали вводиться только с 1994 года.
Опробование и клеймение: действующее законодательство
На сегодняшний день простановку государственных пробирных клейм осуществляет Пробирная палата при Министерстве финансов РФ. Это государственное учреждение наделяется такими полномочиями в соответствии с Постановлением Правительства РФ №106 «О Российской государственной пробирной палате».
Абсолютно все изделия из драгоценных металлов, произведенные в России, должны соответствовать действующим пробам. Все пробы определены в Постановлении РФ №643 «О порядке пробирования и клеймения изделий из драгметаллов». Кроме того, все подобные изделия в обязательном порядке должны быть заклеймены государственным клеймом.
Схема электроискрового станка
Обработки металлов электроискровым способом очень распространена, поэтому очень сложно рассмотреть все виды оборудования и модели конкретных установок. Они все объединены общими конструктивными элементами:
- источником постоянного тока;
- конденсатором;
- вибратором;
- переключателем режимов.
Конструкция, работающая в электроискровом режиме, может отличаться рядом характеристик, допускающих работу с тем или иным материалом, но общие принципы построения рабочей схемы одинаковы.
Батарея конденсаторов согласована с механическим движением электрода, разряд происходит в момент максимального сближения рабочих поверхностей. Релаксационные генераторы импульсов определяют максимальный заряд конденсатора при максимальной амплитуде отклонения от точки сближения. После искрового разряда конденсатор успевает зарядиться в полном объеме.
Какая информация указывается на изделиях из драгоценных металлов?
На любых изделиях из драгоценных металлов современного отечественного производства должны стоять:
Специальный знак производителя, который проставляется юрлицом или ИП (частным мастером или заводом-изготовителем).
На именнике может содержаться следующая информация:
Знаки именников всегда должны регистрироваться и утверждаться Министерством финансов России.
На клейме указывается проба драгоценного металла и стоит «фирменное изображение» — профиль девушки в кокошнике.
Обратите внимание: пробирное клеймо государственной инспекции ставится не только на изделия, приобрести которые можно в России. Такие клейма проставляют также на экспортных изделиях из драгметаллов — эта процедура необходима для подтверждения соответствия государственному российскому стандарту и легальности торговли.
- Именник изготовителя Год выпуска изделия.
- Данные о государственной инспекции, к которой относится данный производитель.
- Различные индивидуальные знаки в виде цифр и букв, которые могут идентифицировать мастера конкретного изделия.

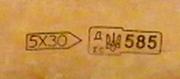
5S5 проба золота — что это такое?

Все очень просто! Проба 5S5 — это официальная государственная проба золота 585, поставленная на изделие в Государственной пробирной палате электроискровым клеймом!
В России существуют 3 способа нанесения пробы на изделие:
- Нанесение механическим способом (выдавливание)
- Нанесение электроискровым способом (выжигание электродом)
- Нанесение лазерным (масочным) методом
Давайте остановимся подробнее на каждом методе клеймения отдельно и рассмотрим их плюсы и минусы.

- Нанесение механическим способом. Наиболее устаревший способ нанесения пробы на изделие. Сегодня практически не применяется из-за того, что во время нанесения такой пробы можно повредить или даже раздавить ювелирное изделие. Такая проба наносится металлическим клеймом. Для примера приведем фотографии клейма 585 Российской Федерации и советского клейма 583. Как видите, такие клейма представляют собой «выдавленный» на поверхности изделия знак.
- Нанесение электроискровым способом (5S5). Один из самых современных методов и один из самых защищенных от подделки. Такие клейма наносятся специальным электродом, который абсолютно невозможно изготовить в кустарных условиях. Такие электроды находятся под строжайшим контролем и производятся только по заказу государства. Под воздействием электрического тока данный электрод выжигает на ювелирном изделии клеймо пробы. Проба получается четкая, глубокая и хорошо читаемая. Специфика данного метода в том, что такие клейма всегда имеют разомкнутый контур. Линии не должны замыкать друг друга. Каждая цифра, буква и символ девушки в кокошнике прикреплены к внешнему контуру самого клейма. Цифра 0 в таком клейме 750 пробы имеет разомкнутый контур, цифра 8 в таком клейме 585 пробы также имеет разомкнутый контур ( похожа на латинскую «S» — отсюда и «5S5»! ). Цифра 9 в таких клеймах пробы также имеет разомкнутый контур. Также приведем несколько фотографий.



Если какое-либо изделие не соответствует заявленной производителем пробе — пробирная палата НИКОГДА НЕ ПОСТАВИТ НА НЕГО ПРОБИРНОЕ КЛЕЙМО И ВЕРНЕТ ЕГО ПРОИЗВОДИТЕЛЮ! Продать такое изделие будет нельзя и оно будет переплавлено.
В редких случаях, если изделие долго стоит на витрине или изменялся его размер, либо производилась полировка изделия пробирное клеймо может быть немного стертым. Это не повод паниковать и бежать из ювелирного магазина! Такое клеймо является полноценным и изделие с таким клеймом также проходило пробирную палату.
Поздравляем Вас! Теперь Вы знаете практически все о государственных пробирных клеймах в России. Можете использовать данную страницу при походе в ювелирный магазин или ювелирную мастерскую. Вы сможете убедиться, что в каждом ювелирном магазине Вы увидите на изделиях точно такие же пробы.
То же самое касается изделий, сделанных на заказ: на Ваших заказанных изделиях будут стоять точно такие же пробы. Каждая ювелирная компания борется за своего потребителя, свою репутацию, старается сделать свою продукцию более качественной и доступной, чем у конкурентов. А государство строго следит за качеством выпускаемых ювелирных изделий. Покупайте ювелирные изделия Российских производителей, носите их, наслаждайтесь ими и пусть ничто не омрачает Ваш шоппинг! Желаем Вам всего самого доброго и хорошего дня!
Способы клеймения изделий из драгоценных металлов
Существует три современных способа клеймения изделий из драгоценных металлов:
Ударный или механический способ относится к самым древним метода клеймения, но до сих пор популярным.
Клеймение осуществляется с помощью молотка либо специальных станков для массового клеймения. Иногда применяются особые наковаленки, которые подходят по форме к изделию.
Преимущества ударного метода: получение четких оттисков, которые отличаются высокой стойкостью и долговечностью.
Недостатки ударного метода: при недостаточном опыте или нарушении технологии клеймения или изготовлении изделия, оно может деформироваться или возможно образование трещин в металле.
Отличительная особенность этого метода — нанесение оттиска клеймами-электродами из меди с помощью электро-искрового оборудования.
Клеймо выжигается искрой, поэтому такой способ позволяет наносить даже сложные изображения.
Определить, что клеймо было нанесено электро-искровым методом очень просто: между контурами именника и его знаками хорошо заметны тонкие перемычки. Это уникальная отличительная особенность такого способа клеймения.
Преимущества электро-искрового метода: оттиски получаются очень четкими и долговечными.
Недостатки электро-искрового метода: поверхность изделия, на которую будет наноситься клеймо, должна быть идеально подготовлена — быть чистой, гладкой и ровной.
Самый современный метод клеймения, при котором используется лазерная установка и особые клейма-маски. Как и при электро-искровом методе важно, чтобы поверхность изделия, на которое будет наноситься клеймо, была идеально ровной, чистой и гладкой.
Преимущества лазерного метода: четкие оттиски и возможность клеймения изделий любой формы и с любой поверхностью — полой, вогнутой, выпуклой.
Недостатки лазерного метода: такой способ почти не имеет недостатков, кроме необходимости тщательно готовить поверхность изделия для последующего клеймения. Пожалуй, единственным недостатком такого клейма является его недолговечность. В процессе носки царапины неизбежно появляются на украшении, клеймо становится нечетким. При полировке такие клейма полностью исчезают с поверхности изделия.
Аппарат электроискрового клеймения AMG-1

Розничная цена: 25.500 руб Дилерские цены оговариваются отдельно. Аппарат электроискрового клеймения AMG-1 применяется в ювелирной промышленности для клеймения изделий. С помощью аппарата можно наносить устойчивые клейма на любую электропроводящую поверхность. В отличие от механического клеймения изделие не деформируется. Оттиск затрагивает только поверхность.
Клеймо может быть обработано самим аппаратом для точного прилегания к поверхности сложного профиля. Особенно хорошо такой способ клеймения себя проявляет при работе с мелкими и пустотелыми изделиями. Видео по работе и запуску: Youtube Установка выполнена в виде отдельного блока, включающего в себя электрическую и механическую части.
Механическая часть аппарата электроискрового клеймения выполнена для комфортной работы с любыми ювелирными изделиями. Для мелких изделий предусмотрен зажимной столик. В аппарате предусмотрен таймер для удобства в условиях поточного производства.
В приборе использован электроэрозионный метод обработки токопроводящих материалов, основанный на разрушении металла изделия, преобразуемой в тепло энергией электрических разрядов. Управление процессом электроискрового клеймения осуществляется при помощи встроенного микропроцессора, позволяющего получить более быстрый и качественный результат.
Интелектуальная система обработки информации позволяет измерять параметры эрозионного процесса в реальном режиме времени, что позволяет избегать механических осцилляций электродержателя, которые было бы необходимо гасить вручную точной настройкой. Прибор автоматически находит оптимальный рабочий режим в рамках установленного максимального рабочего тока.
Текущий рабочий ток индицируется миллиамперметром на лицевой панели. В рабочей жидкости автоматически поджигается электрическая дуга между клеймом и изделием. После этого выходное напряжение падает и микропроцессор, собрав данные о выходном токе прибора, настраивает и поддерживает искровой промежуток.
При срыве эрозионного процесса из-за загрязнения или попадания электролита в искровой промежуток (грязной воды, пробоя внутри образовавшейся пены) процессор заново начинает процедуру поджига дуги и сбора данных. Данный процесс хорошо различим на слух.
Для получения стабильных и качественных результатов необходимо пользоваться качественной дисциллированной водой и обеспечить непрерывную подачу рабочей жидкости. Качественной является вода, полученная с помощью дистиллятора или купленная в аптеке, а не приобретенная в магазине автозапчастей. Питание схемы и выходное напряжение организовано через гальванически развязанный импульсный преобразователь, это позволяет создать нужную выходную характеристику и защитить оператора. Выходная характеристика прибора оптимизирована под эффективный эрозионный процесс. В качестве рабочей жидкости рекомендуется использовать смесь дистиллированной воды и спирта (спирта 10-15% от общего объема смеси).
Источник: zolotoe-runo-sl.ru