Пружинны й крючо к изготовляю т непосредственн о н а серьге .
Дл я этог о проволочну ю заготовк у сечение м 1,0. 1, 2 м м расчет —
но й длин ы припаиваю т к верхушк е ил и каст у аналогичн о на —
весном у крючку . Отмети в высот у крючк а (расстояни е о т вер —
хушк и д о колен а крючка) , котора я може т быт ь о т 2 д о 1 0 мм ,
ег о загибают . Есл и колен о должн о быт ь острым , проволок у
изнутр и всекаю т надфилем , зате м загибаю т и всечк у пропаивают .
Есл и образе ц допускае т плавно е колено , гибк у осуществляю т
плоскогубцам и ил и в специально м приспособлении . И в то м
и в друго м случа е уго л изгиб а долже н быт ь немноги м мене е
90° . Зате м отмечаю т общу ю длин у крючка , сначал а окол о 1 0 мм .
Коне ц крючк а слегк а плюща т с боко в и отмечаю т н а не м чисто —
ву ю длин у крючк а (расстояни е о т колен а д о зацепа ) —
Автор задачи по теме «Ювелирные изделия «Киэргэ»-Спиридонов Проня. 01. 01.22
7,5. 8, 0 мм . Н а мест е отметк и всекаю т крючок-заце п и обраба —
тываю т его .
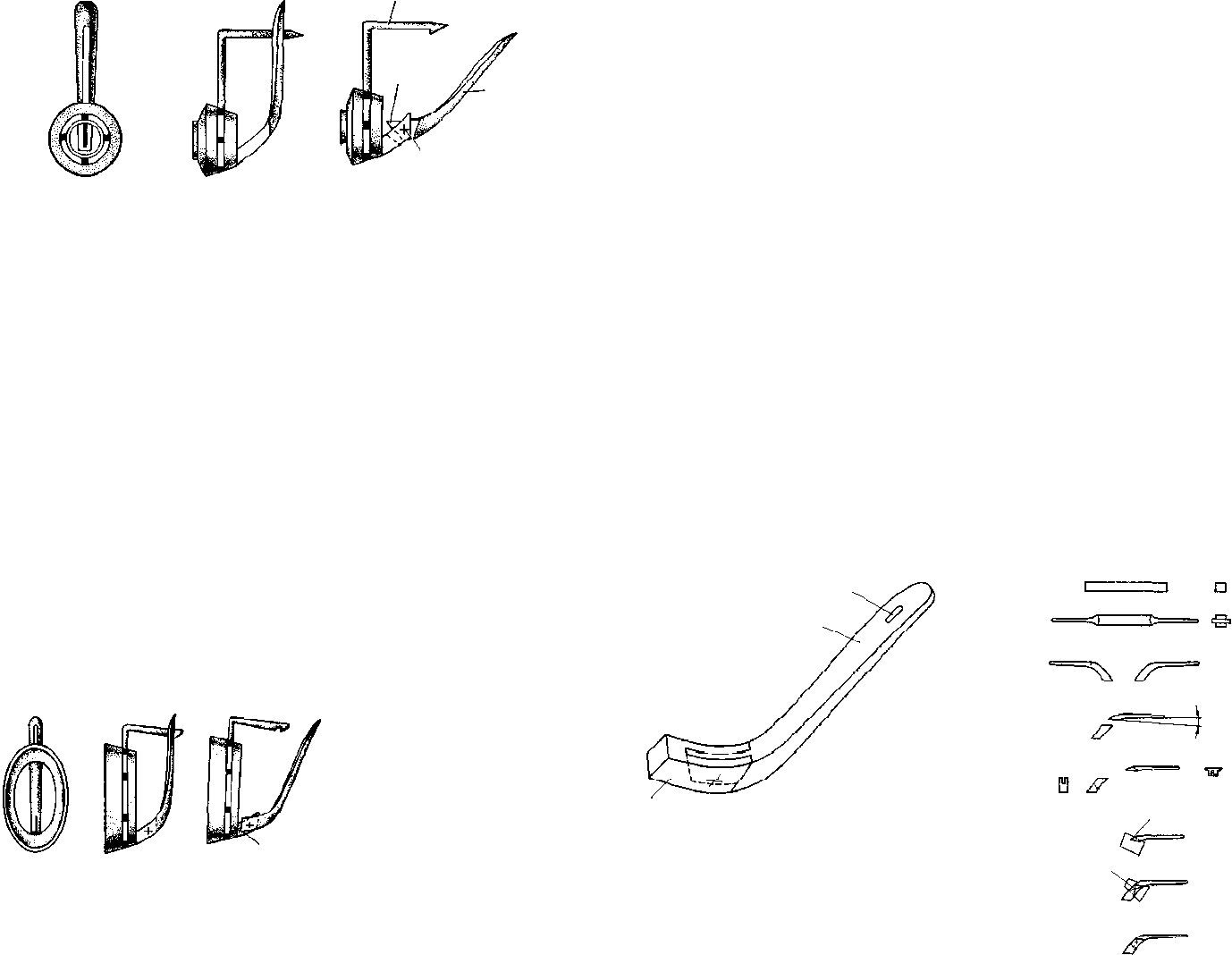
Сложно й деталь ю в серьг е считаетс я ювелирна я швенз а
(рис . 107) . Размер ы е е диктуютс я высото й верхушк и вмест е
Замковое отверстие
Рис . 107 . Ювелирна я швенз а
Рис . 108 . Схем а изготовлени я ювелирно й швенз ы
с крючко м (пр и естественно м положени и серьги) . Заготовко й
дл я швен з служи т прока т квадратног о профил я с о стороно й
2,2. 2, 5 м м и длиной , равно й расчетно й с учето м вытяжк и пр и
вальцовке . Обычн о швенз ы изготовляю т попарн о и заготовк у
беру т двойно й длин ы (рис . 108) . Швенз а состои т и з дву х смеж —
ны х деталей : клюв а и хвостовика , имеющи х штифтово е подвиж —
но е соединение . Клю в швенз ы нескольк о утолще н и являетс я
опорно й осново й дл я все й швензы , хвостови к утончаетс я к крюч —
ку . Поэтому , размеча я заготовк у дл я швенз , в середин е е е
отмечаю т участок , равны й длин е дву х клюво в (окол о 2 0 мм) ,
а оставшиес я конц ы заготовк и отвальцовываю т в плоски х
валка х в длин у д о толщин ы 1,0. 1, 2 мм . Зате м общу ю заготовк у
разрезаю т попола м н а дв е отдельны е заготовк и дл я швенз .
Уго л загиб а клюв а долже н компоноватьс я с формо й каст а
ил и верхушк и и быт ь ка к б ы продолжение м угл а каст а ил и
рант а ил и соответствоват ь образц у серьги . Заготовк у с загнуты м
клюво м прикладываю т к каст у ил и рант у верхушк и с противо —
положно й сторон ы о т крючк а в то м положении , в како м он а
буде т припаяна . В собранно м вид е хвостови к швенз ы долже н
быт ь параллельны м основани ю каст а ил и ранта . Швенз у рас —
членяю т лобзико м н а клю в и хвостови к по д таки м углом , чтоб ы
образоват ь больши е площадк и и х соприкосновени я и обеспечит ь
Быстрый ремонт золотых сережек
свободно е переламывани е швенз ы наруж у пр и штифтово м соеди —
нении . Пр и разделени и швен з н е следуе т смешиват ь детал и
одно й швенз ы с деталям и другой , чтоб ы площадк и смежны х
детале й н е подгонят ь дру г к друг у заново .
Н а каждо й и з смежны х детале й с о сторон ы площадк и толсто й
(0,5. 0, 6 мм ) пилко й лобзик а по д определенны м угло м делаю т
долевы е прорези , в которы е подгоняю т плоскопрокатанну ю
пластинку . Плотн о посаженна я в прорез ь хвостовик а пластинк а
припаивается , а свободна я е е част ь (флажок ) подгоняетс я
в прорез ь клюв а так , чтоб ы детал и швенз ы совместилис ь бе з
зазоров . В тако м вид е и х скрепляю т шеллаком , нагре в д о темпе —
ратур ы плавлени я шеллака . А посл е затвердевани я ег о в клюв е
швенз ы просверливаю т отверсти е диаметро м 0,6. 0, 8 м м так ,
чтоб ы он о прошл о чере з середин у вставленног о в клю в участк а
пластины . И подогнанны м по д отверсти е штифто м детал и зашти —
фтовывают . Посл е этог о швенз ы полность ю обрабатывают : пра —
вят , опиливают , шабруют .
Замково е отверсти е в хвостовик е швенз ы делают , определи в
п о крючк у ег о уровень , зате м швенз у устанавливаю т н а сво е
место , застегиваю т крючком , и основани е клюва , заране е при —
пасованное , припаиваю т к каст у ил и рант у верхушки . Пр и пайк е
шелла к и з щеле й подвижног о соединени я выгорает , и швенз а
приобретае т сво е рабоче е состояние . Полность ю собранны е серь —
г и подвергаю т окончательно й обработк е — заправк е паяны х со —
единени й и шабрению .
Дл я повышени я производительност и труд а и сокращени я
безвозвратны х потер ь драгоценны х металло в заготовительны е
отделени я ювелирны х пред —
прияти й заготовляю т полуфаб —
рикат ы ювелирны х швен з раз —
личны х размеров , с различны м
угло м загиб а клюв а и плю —
щены м хвостовиком . Получа я
тако й полуфабрикат , ювелир ы
избавляютс я о т необходимост и
заготовлят ь швенз ы и з прутко в
ил и слитк а и выполняю т толь —
к о монтировочны е работы .
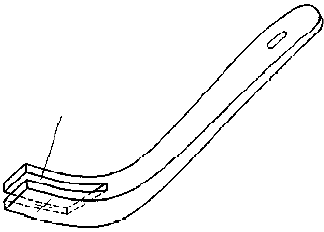
Галантерейны е швенз ы
(рис . 109 ) внешн е похож и н а
ювелирные , н о имею т боле е постоянны е размер ы и уго л загиб а
клюв а и несравненн о прощ е п о конструкции . Есл и ювелирна я
швенз а открывается , «переламываясь » н а границ е клюв а и хвос —
товика , т о галантерейна я откидываетс я целиком , а опорно й осно —
во й е й служи т стойк а (см . рис . 106 , б), одни м концо м впаянна я
в кас т ил и рант , а други м — подвижн о заштифтованна я в про —
рез и клюв а швензы . Монтиру я серьг и серийног о производства ,
ювели р получае т швенз ы почт и в готово м вид е — хвостови к
швенз ы имее т замково е отверстие , выполненно е пробивочны м
штампом , а клю в прореза н по д стойк у дисково й фрезо й н а спе —
циально й прорезно й установке . Глубин а прорезе й определяетс я
образцом , а ширин а — толщино й стойк и (0, 6 мм) . Стойки , вы —
полненны е вырубны м штампом , поступаю т в комплект е с о швен —
Работ у на д серьгам и с галантерейным и швензам и ювели р на —
чинае т с пружинног о крючка , подгоня я ег о п о высот е по д замко —
во е отверстие . Зате м в прорезь , сделанну ю в каст е ил и рант е
проти в крючка , вставляе т и припаивае т стойку . П о высот е стойк у
обрезаю т н а глубин у прорез и швензы , припаива я и х дру г к друг у
бе з зазоров . Швенз у фиксирую т н а серьг е в закрыто м состояни и
шеллаком , а клю в швенз ы просверливаю т вмест е с о стойко й дл я
последующе й и х штифтовки . Подогнанны м по д нужны й разме р
штифто м заштифтовываю т швенз у с о стойкой , и стойк у опили —
ваю т заподлиц о с о швензой . Окончательна я обработк а сере г
заключаетс я в и х заправк е и шабрении .
7.5 . ИЗГОТОВЛЕНИ Е БРОШЕ Й И КУЛОНО В
Броши . Вн е зависимост и о т большог о разнообрази я типо в
брош и состоя т и з дву х частей : лицево й и замково й (рис . 110) .
Лицево й часть ю брош и може т быт ь кас т по д камен ь большог о
размер а и гемм а ил и верхушк а Верхушк и брошей , подобн о
верхушка м други х изделий , бываю т сборным и и вырезными , и
принци п и х изготовлени я остаетс я таки м же . Однак о броши , изо —
бражающи е ветки , листь я растений , птиц , животны х и насеко —
мых , делаю т бе з рантов . Замкова я част ь брош и состои т и з зас —
Рис . 109 . Галантерейна я швенз а
Источник: www.studmed.ru
Изготовление серег
Среди всех женских ювелирных украшений наиболее популярны серьги. По объему выпуска серьги уступают только кольцам, а по разнообразию-материалов изготовления и видов декора занимают ведущие позиции.
Пример процесса изготовления фантазийных серег
- Подготовить эскиз, чертеж, рисунок серег и отдельных их частей с указанием необходимых размеров (эскиз 1)
- Подготовить (подобрать) самоцветные камни или разноцветное стекло по величине и форме согласно рисунку, просверлить их посередине
- Взять квадратную проволоку сечением 2×2 мм (из золота, серебра, мельхиора, меди), отрезать заготовку для внешнего элемента (оправы) серег, согнуть ее (методом гибки) по форме как требует чертеж (эскиз 2)
- Расплющить концы оправы серег (эскиз 3), а затем скруглить их (эскиз 4)
- Полировать оправу

- Взять круглую проволоку диаметром 1,5 мм, отрезать требуемой длины заготовку для сборки вставок
- Закрепить (методом навивки) заготовку за одну сторону оправы серьги (эскиз 5)
- Нанизать вставки (самоцветные камни или разноцветное стекло) на проволоку
- Закрепить (методом навивки) проволоку за противоположную сторону оправы серьги (эскиз 6)
- Отрезать излишки проволоки с обеих ее концов, а оставшиеся свободные короткие отрезки запилить и заправить в отверстие вставок
- Взять круглую проволоку диаметром 1,5 мм, отрезать заготовку для крючка
- Согнуть (методом гибки) заготовку по форме крючка (эскиз 7)
- Изготовить замковую часть (эскиз 8), приклеить к завитку (эскиз 9)
- Произвести химическую очистку серег, промыть, просушить
Пример процесса изготовления серег со вставкой и элементами декора в виде полосочек
- Подготовить эскиз, рисунок, чертеж серег и отдельных их деталей с указанием необходимых размеров (эскиз 1)
- Взять полоску (заготовку) листового проката (из золота, серебра, меди, мельхиора), выправить, отжечь, разметить — нанести на заготовку рисунок основания и декорирующих элементов, вырезать два основания серег и шесть декорирующих элементов
- Подогнуть согласно разметке (по вставке) закрепочные буртики основания серег (эскиз 2), опилить острые края
- Опилить декорирующие элементы, просверлить отверстия в них, запилить места сверления (эскиз 3)

- Взять круглую проволоку диаметром 0,5 мм, отрезать заготовку для крючка, согнуть по форме чертежа (эскиз 4)
- Изготовить из круглой проволоки диаметром 0,5 мм (путем гибки-навивки) шесть разъемных колечек (эскиз 5)
- Соединить (продевая) колечки с декорирующими элементами (эскиз 6)
- Припасовать (сделав всечку) крючок и элементы декора к основанию (разъемами колечек к месту пайки), паять к основанию сначала элементы декора, а затем крючок (эскиз 7)
- Отбелить, промыть, просушить
- Зачистить места пайки
- Гравировать лицевую сторону элементов декора (эскиз 8)
- Закрепить вставку
- Полировать серьги (кроме вставок)
- Произвести химическую очистку серег, промыть, просушить

Узнать стоимость написания
Источник: tepka.ru
Ювелирные техники: филигрань, скань, зернь и чернение
Названия этих техник многим знакомы, но не все могут с уверенностью рассказать, в чем выражаются особенности каждой из них и как они появились.
При создании ювелирных изделий мастера используются большое количество самых разных техник и приемов: благодаря им каждый предмет приобретает свое неповторимое настроение, ценность и значимость. И, в первую очередь, именно от мастерства и опыта ювелира зависит качество исполнения украшения, ведь такие техники, как, например, филигрань или зернь, требуют огромной концентрации, точности движений и упорства в своей работе.
Реклама — Продолжение ниже
Предлагаем поподробнее узнать о разных ювелирных техниках и их истории.
Филигрань и скань
Техника филиграни заключается в создании орнамента путем спаивания между собой элементов из тонкой проволоки драгоценных и недрагоценных металлов. Получаемое кружево может напаиваться на какую-либо основу (напайная филигрань) или образовывать воздушный узор (ажурная филигрань).
Сам термин «филигрань» произошел от двух латинских слов: filum, что значит «нить», и granum — зерно. На Руси данная техника обрела название «скань» от древнерусского «съкати», то есть «вить», «скручивать». Русская техника скани зародилась в еще X — XII веках, а к XIX веку она уже обрела статус искусства. Сканью выполнялись украшения, вазы, шкатулки, декоративные панно.
Реклама — Продолжение ниже


Суть филигранной техники довольно проста, но требует высокого уровня художественного и ювелирного мастерства, так как весь процесс представляет собой исключительно ручную работу.
Сначала на бумаге в натуральную величину изображается эскиз будущего узора. Затем из гладкой или заранее скрученной проволоки создаются его элементы, которые приклеивают на бумажный эскиз — они должны в точности повторять рисунок. Под действием пламени специальной горелки детали спаиваются в единый узор, а бумага полностью сгорает.
Мокуме гане. Ювелирная техника феодальной Японии
Центром современного сканного искусства стало село Казаково, расположенное в Нижегородской области. Первая мастерская открылась здесь в 1939 году, а сегодня это уже крупный завод ЗАО «Казаковское предприятие художественных изделий».
Реклама — Продолжение ниже
Ассортимент выпускаемой продукции невероятно широк: украшения, элементы декора, ордена и медали, предметы церковно-религиозного направления. Благодаря высокому качеству и художественной ценности, продукция завода пользуется успехом на отечественном рынке и за рубежом.
Зернь


В русском ювелирном искусстве техники скани и зерни неразрывно связаны между собой. Зернью обычно дополняют сканные узоры, придавая им более полный и законченный вид. Нехитрое название техники полностью отражает ее суть.
Зернь — это орнамент, созданный из маленьких, диаметром 0,3−0,4 мм, золотых, серебряных или платиновых зернышек. Шарики устанавливаются в предварительно подготовленные углубления в узоре на тончайший слой припоя, который в пламени горелки сплавляет их с основанием. Важно, чтобы припой смог надежно закрепить рисунок, но не нарушал его четкости, растекаясь за пределы углубления. На Руси для этих целей использовали сусальное золото, смешенное с ртутью, в процессе пайки ртуть выгорала, а золото быстро плавилось, образуя надежное сцепление.
Реклама — Продолжение ниже
Другим условием создания качественного узора является одинаковый размер всех зернышек. Для их получения тонкую проволоку нарезают на небольшие отрезки, которые кладут на куски древесного угля, где рядами расположены углубления, заданного диаметра, расплавленная проволока стекает в них, образуя маленькие шарики, которые в дальнейшем уже отправятся на украшение.
Чернение

Техника чернения — также достаточно старый ювелирный прием. Состав для чернения наносится на поверхность изделия в соответствии с рисунком, затем в специальных печах чернь плавится, образуя контрастный узор. Рецепт смеси для чернения у каждого мастера свой, от ее состава зависит цвет и прочность покрытия, его толщина и плотность.
Часто для придания орнаменту четкости и фактуры чернят филигранные и зерненные изделия. Также объемный рисунок может наноситься методами выдалбливания, чеканки, гравировки.
Реклама — Продолжение ниже

Среди всех металлов наиболее распространено чернение серебра, так как при этом изделие не только приобретает более богатый и благородный вид, но и становится устойчивым к химическим и механическим повреждениям. Золото и платина используются реже только ввиду того, что качественную чернь в дальнейшем удалить с поверхности практически невозможно, и такое украшение уже не подлежит переплавке.
Ювелирный туризм. Россия
Надеемся, что информация оказалось для вас интересной и полезной. Предлагаем вам также познакомиться со сложной, но приобретающей все большую популярность, техникой работы с металлами — мокуме гане, зародившейся еще в XVII веке в Японии.
Борокко, рококо, ар деко — каких сталях создавались украшения на протяжении истории читайте в этой статье.
Подписывайтесь на Jewellery Mag в Telegram, VK и Google Новости, чтобы первыми узнавать о новых публикациях.
Источник: jewellerymag.ru