1. Подготовить эскиз, чертеж, рисунок серег и отдельных их частей с указанием необходимых размеров.
Подготовить (подобрать) самоцветные камни или разноцветное стекло по величине и форме согласно рисунку, просверлить их по середине.
2. Взять квадратную проволоку сечением 2х2 мм ( из золота, серебра, мельхиора, меди), отрезать заготовку для внешнего элемента (оправы) серег, согнуть ее (методом гибки) по форме как требует чертеж.
3. Расплющить концы оправы серег.
Взять круглую проволоку диаметром 1,5 мм, отрезать требуемой длины заготовку для сборки вставок.
5. Закрепить (методом навивки) заготовку за одну сторону оправы серьги.
Нанизать вставки (самоцветные камни или разноцветное стекло) на проволоку.
6. Закрепить (методом навивки) проволоку за противоположную сторону оправы серьги.
Отрезать излишки проволоки с обеих ее концов, а оставшиеся свободные короткие отрезки запилить и заправить в отверстие вставок.
Взять круглую проволоку диаметром 1,5 мм, отрезать заготовку для крючка.
Урок Технологии — Технологическая документация на изделия.
7. Согнуть (методом гибки) заготовку по форме крючка.
8. Изготовить замковую часть.
9. Приклеить к завитку.
Произвести химическую очистку серег, промыть, просушить.
Бумага, карандаш, перо, тушь.
Сверло, настольный сверлильный станок.
Ножницы, кусачки, плоскогубцы.
Флакейзен, молоток, напильник.
Полировальные круги, паста ГОИ.
Источник: nsportal.ru
Разработка технологической карты и этапы изготовления набора ювелирных изделий с использованием каучука
Процесс механической обработки расчленяется на отдельные операции и их части — установки, позиции, переходы, проходы и рабочие приемы. Операцией называется часть технологического процесса механической обработки одной или нескольких деталей, выполняемых на одном рабочем месте одним рабочим или группой рабочих. [25]
Данные операции последовательно записываются в такой документ как технологическая карта. Для каждого изделия создается отдельная технологическая карта, которая учитывает все особенности изготовления данного изделия, в нашем случае серьги, подвески и кольца. В таблице 5 мы отобразили весь процесс изготовления ювелирного изделия.
Таблица 5 – Технологическая карта изготовления украшения из набора
| Наименование операции | Схематическое изображение | Материалы, инструменты и технологическое обеспечение |
| 1. Выбор материала | Нейзильбер, каучук | |
| 2. Разметка и выпиливание заготовок из листового металла | 
|
Листовой металл толщиной 0,5; 1; финагель, лобзик, надфили |
| 3. Обработка заготовок из листового металла |  |
Наждачная бумага плотностью Р 800 – 1500, напильники |
Как устроен сервис ювелирных украшений Gold Express
Продолжение таблицы 5
| 4. Изготовление звеньев и швензы украшения |   |
Ригель, круглая проволока Ø 0,8, плоскогубцы, надфиль |
| 5. Пайка элементов украшения |  |
Горелка, припой, пинцет, флюс |
| 6. Отбеливание изделия |  |
15-20% раствор серной кислоты, пинцет, щетка |
| 7. Обработка поверхности изделия | Полировальный станок с жесткой и текстильной щетиной, паста | |
| 8. Очистка изделия от полировальной пасты | Вода, мыло, щетка |
Окончание таблицы 5
| 9. Вставка элементов из каучука в изделие |  |
Пинцет, плоскогубцы, клей |
| 10. Готовое изделие |  |
Этапы изготовления украшений из набора схожи, это связано с единой композицией набора. Поэтому рассмотрим сначала общие этапы изготовления украшений набора, а именно центральных элементов, повторяющихся в трех изделиях, а затем – отличные этапы, к которым можно отнести изготовление крепления.
Общие этапы изготовления центральных элементов украшений набора
Создание изделия начинается с разработки эскиза и чертежа с указанными размерами. Далее мы приступаем к подбору материала.
1 этап. Заготовка материалов
В своей работе мы будем использовать листовой металл толщиной 0,5 и 1 и проволоку для изготовления звеньев и швензы 0,8 и 1 Ø (Рисунок 49).
Листовой металл мы прокатываем на вальцах до нужной нам толщины и между этапами производим своевременный отжиг для восстановления структуры металла и его пластичности.
Проволоку протягивают через фильеру до необходимого диаметра с междуэтапным отжигом.

Каучук, который мы будем использовать с изготовлении украшений, не требует подготовительных операций. [10]
Рисунок 49 – Листовой металл, проволока и каучуковый шнурок 2 этап. Выпиливание заготовок из листового металла
Для создания элементов из листового металла мы будем использовать металл толщиной 0,5 и 1. Для этого эскиз переносят на бумагу и делят его на части – будущие элементы листового металла. Части эскиза клеят на лист металла с помощью клея БФ-6. С помощью лобзика и пилочек выпиливают заготовки по контуру рисунка (Рисунок 50). [13]
 |
3 этап. Обработка заготовок

Края элементов обрабатываем напильником и наждачной бумагой обрабатываем поверхность до гладкого состояния, постепенно переходя от более жесткой наждачной бумаги (Р 800) до более мягкой (Р 1500) (Рисунок 51).
Рисунок 51 – Обработка наждачной бумагой 4 этап. Пайка элементов украшений
При помощи пайки соединяют металлические детали, находящиеся в твердом состоянии, посредством расплавленного металла, так называемого припоя, имеющего более низкую температуру плавления, чем соединяемый материал (Рисунок 52).
Пайка осуществляется для прочного и неразъемного соединения элементов филиграни при помощи припоя. Припой мы использовали следующего состава: серебро 68,4 %, медь 22,9 %, цинк 8,7%. [5]

Рисунок 52 – Процесс пайки
5 этап. Изготовление звеньев элементов украшения

Для изготовления звеньев необходимо взять ригель Ø 1,5 и круглую проволоку Ø 0,8. Проволоку плотно навиваем на ригель до получения спирали по необходимому количеству витков. Сняв спираль с ригеля, пропаиваем ее, после чего отбеливаем и распиливаем на завитки. Каждый завиток – это колечко, которое в последующем процессе будет являться элементами украшения (Рисунок 53). [23]
Рисунок 53 – Изготовление звеньев 6 этап. Отбеливание элементов украшения
Отбеливание осуществляется в 15—20 % растворе соляной кислоты (Рисунок 54). Положим в него на несколько минут заготовку. После этого

хорошо промоем изделие в воде. Даем просохнуть и обрабатываем щеткой со всех сторон, очищая от припоя и других загрязнений.
Рисунок 54 – Отбеливание в соляной кислоте 7 этап. Обработка поверхности элементов украшения
Подготовим для этого мотор, закрепив на нем щетинную дисковую щетку. Полируем со всех сторон, крепко держа изделие руками.
Заднюю часть изделий мы матируем с помощью крацовки. Во избежание возникновения рисок на отполированных элементах листового металла мы клеем молярный скотч или пластырь на те места, которые не должны матоваться.
После этого следует сменить круг на матерчатый и продолжить полировать изделие (Рисунок 55). Затем плоской (можно обыкновенной зубной) щеточкой и мылом тщательно чистим изделие от пасты.

Рисунок 55 – Полирование изделия
8 этап. Вставка элементов из каучука в конструкции украшения
Так как каучук не подвергается обработке, его мы крепим в последнюю очередь, когда изделие уже отполировано. Каучуковые шнурки мы изгибаем по траектории полукруга и, плотно прижимая их, крепим в каст с помощью клея — космофена. В центр каста припаиваем зернинку. Ободок из каучука вдеваем в колечки по краю центрального элемента из листового металла. Каучуковую подвеску, предварительно сделав в ней круглое отверстие сверлом, крепим с помощью звена в нижнюю часть серьги. [3]
Изготовление крепления серег с каучуком
Подвесные серьги будут иметь швензу без застежки (Рисунок 56). Для этого мы изгибаем проволоку диаметром 1 до нужной нам формы. Конец проволоки, который будет вдеваться в ухо, заостряем и опиливаем. Другой конец будет крепиться к серьге с помощью звеньев – для подвижного соединения. Место соединения швензы и звена спаиваем. [11]

Рисунок 56 – Прикрепленная к серьге швенза
Изготовление крепления подвески с каучуком
Крепление подвески будет осуществляться с помощью отверстий в деталях изделия. Для того, чтобы просверлить отверстие в металлических деталях, мы используем бормашину с насадкой для сверления отверстий (Рисунок 57). [4]

Рисунок 57 – Сверление отверстия в листовом металле
Таким образом мы поэтапно выполнили изделия, основные этапы изготовления которых одинаковы, что связано с единым дизайном набора украшений с каучуком.
Понравилась статья? Не забудь поделиться с друзьями:
Источник: studopedia.ru
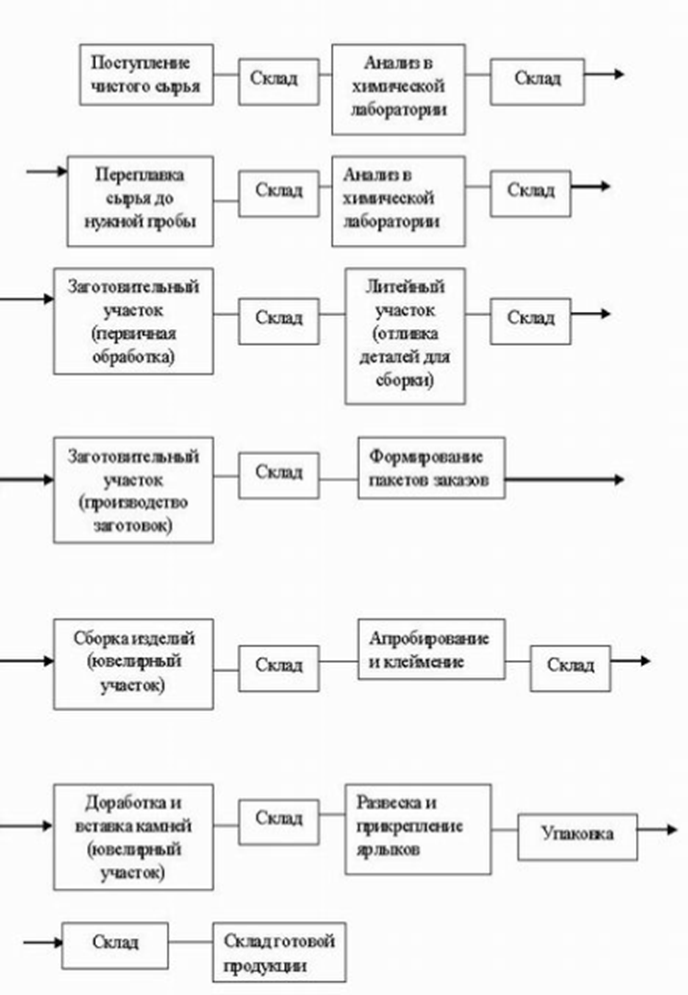
Технологическая схема производства.
Так как компания «Феникс М» представляет собой предприятие с замкнутым циклом производства: от эскизов и разработки новых моделей до их изготовления и реализации примерно так выглядит технологическая схема производства ювелирных изделий и их упаковки на предприятии.
Молодежная линия украшений в стиле casual.
Как раз к моменту прохождения моей практики, управление компании решило расширить ассортимент производимых ювелирных изделий и дизайнеры приступили к созданию концептуально новой линии украшений средней ценовой категории.
Э изящные золотые украшения с бриллиантами, предназначенные для повседневной носки. Доступная цена в сочетании с традиционно высоким качеством и экологичностью производства – вот, что по замыслу стало основными преимуществами новой линии украшений.
Как мне стало известно в ходе работы, в течение четверти века формировался профессиональный коллектив художников-ювелиров, способных создавать украшения высочайшего класса. Литейный цех возглавляют мастер из династии литейщиков. Благодаря именно многолетнему опыту в области металлообработки здесь отливают украшения, которые отличаются высокой плотностью, отсутствием пор и дефектов.
Полировкой и глянцеванием изделий занимаются специалисты с бывшего оборонного предприятия «Уральский оптико-механический завод», где на протяжении многих лет они занимались полировкой оптики для ракетных систем наведения. Закрепщики предприятия более 20 лет работают с изделиями класса «Люкс», что определяет высокую точность и качество закрепки даже самых миниатюрных вставок. Все бриллианты крепятся под профессиональными стереоскопическими микроскопами с использованием современных крепежных инструментов.
Чтобы придать золоту большую твердость, в Ф.м добавляют в него палладий и получают гипоаллергенное золото. Наличие палладия, делает изделие экологически чистым и пригодным для повседневной носки. При этом золото обладает высочайшей химической стойкостью и не вызывает аллергических реакций. Придерживаясь принципов экологичности, они не используют при изготовлении ювелирных изделий вредных веществ, загрязняющих окружающую среду.
Все бриллианты в ювелирных изделиях настоящие и высокого качества. При закрепке использовались небольшие бриллианты с 17 гранями. Использование такой огранки наиболее выигрышно, так как позволяет лучшим образом раскрыть естественный блеск небольших бриллиантов. Кроме того область крепления бриллиантов на золотых украшениях была покрыта белым родием, позволяющим добиться максимально насыщенного сияния бриллиантовых дорожек.
Ф.м гарантирует качество ювелирных изделий. Все изделия имеют государственное пробирное клеймо, именник, опломбированную бирку с детальным описанием характеристик. Эта компания, как производитель ювелирных изделий несет полную ответственность за подлинность и достоверность информации, заявленной на бирке. Они дают пожизненную гарантию на все производимые ювелирные изделия.
Ф.м – это еще и удобная красивая упаковка. А обратная сторона гарантийного талона, выполненная в виде открытки, позволяет написать теплые слова близкому человеку. Некоторые из изделий, с которыми я работала, можно увидеть в приложении к отчету.
Во время практике я наблюдала за каждым этапом производства данной линии, начиная от создания 3D модели и заканчивая конечной упаковкой изделий. Обрабатывала родием, этот процесс называют родированием, используется для повышения отражательной способности, коррозионной стойкости, жаростойкости, обеспечения постоянства контактной электропроводности, а также для придания защитно-декоративных свойств изделию.
Чистила в ультразвуке. Ультразвуковая очистка изделий от загрязнений производилась в специальных ваннах, заполненных моющей жидкостью. Такие установки имеют на дне и (или) стенках ванны источник ультразвуковых колебаний. Очищаемые изделия я помещала в ванну в специальных корзинах и на подвесках.
Результатом воздействия ультразвука на жидкость являлась так называемая кавитация, которая обеспечивала очищающий эффект. Сочетание различных моющих сред и ультразвуковых волн обеспечивали высокую степень очистки от самых различных загрязнений, в том числе в узких щелях, углублениях и отверстиях.
СХЕМА ЮВЕЛИРНО-ЛИТЕЙНОГО ПРОИЗВОДСТВА.
Итак, в ходе производственной практики, я наблюдала и даже поучаствовала в следующих этапах ювелирного производства:
Изготовление образца (мастер-модели или прима-модели) для размножения литьем —► изготовление резиновой пресс-формы —► изготовление восковой модели —► изготовление литейной формы —► выплавление восковой модели и прокалка опоки с литейной формой —► заливка металла в формы.
Источник: studfile.net