Художественная обработка металла
История материальной культуры зафиксировала удивительные изделия из металла, выполненные мастерами прошлого: литые колокола и скульптурные монументы, кованые ограды и оружие, сосуды и светильники и многое другое. В каждый такой предмет вложен труд мастера-ремесленника, знающего приемы обработки золота и серебра, бронзы и железа, умеющего подчеркнуть в изделии особенности материала, необходимые для решения художественной задачи.
Современная технология заменила многие ручные приемы обработки металла промышленными способами. Но для изготовления уникальных и малосерийных изделий ручные способы обработки сохраняются и передаются новым поколениям мастеров и художников.
Промыслы художественной обработки металла начали формироваться в России в XVII в. Многие из них существуют и сегодня. Основные способы обработки металла следующие.
Литье — древний и очень распространенный способ изготовления изделий путем заливки расплавленного металла в специальные формы. Остывшую отливку зачищают и дорабатывают.
Технология обработки драгоценных камней и металлов
Ковка — один из способов обработки металлов давлением, связанный с кузнечным ремеслом. В отличие от драгоценных металлов, которые поддаются холодной ковке, железо требует нагревания до температуры более 1000 °С, когда его можно гнуть, деформировать, чтобы получить конструкцию или элементы орнамента заданных формы и размеров.
Ковке близка техника просечки, когда из тонкого листового металла (жести) вырубают ажурные орнаменты.
Чеканка — выбивание рельефа в тонком металлическом листе или пластине. Чеканку выполняют ударами молотка по специальному стальному стержню, получая необходимый объем на пластине или объемный предмет.
Скань (от др. -рус. скать — сучить, свивать) — оригинальная ювелирная техника создания узоров из гладкой или крученой проволоки (свитой в веревочки). Такой орнамент может стать накладным украшением предмета из металла, дерева, камня или из него можно изготовить ажурные вазочки, шкатулки, ювелирные украшения. Скань часто дополняют металлическими шариками (зернью), которые обогащают поверхность орнамента. Напаянная на поверхность предмета из металла скань образует контурный рисунок для перегородчатой эмали или вставки цветного камня.
Финифть, или живописная эмаль, — уникальная роспись металлических изделий эмалевыми красками по белому эмалевому грунту. Уникальность и сложность этой техники декорирования изделий определили ее ограниченное использование в центрах художественной обработки металлов. Стеклообразное покрытие, составляющее основу эмали, обеспечивает тонкий, блестящий слой поверхности расписных и обожженных пластин, закрепляемых в оправу из скани. Прозрачность, чистота и звучность эмалевых красок придают изделиям с финифтью нарядность и декоративность.
Чернение — один из традиционных видов декорирования серебра и золота — основано на вплавлении в резной, гравированный рисунок черни — сплава из серебра, меди, свинца или олова и серы. После обжига излишки черни снимают напильниками, поверхность изделия шлифуют и полируют. Сплав остается в гравюре, контрастно выделяясь на фоне светлого металла.
Огранку алмаза , делают так !!!
Великоустюгское черненое серебро. В Великом Устюге уже в XVI в. начали появляться различные ремесла, в том числе по обработке серебра, меди, железа. Славу Великого Устюга на долгое время составило черненое серебро, которое не только приобрело свой художественный почерк, но и оказало влияние на развитие черненого дела в Москве.
Великоустюгские изделия XVIII в. — это гравюры на металле, штрихи которой заполнены черным металлическим сплавом. Покрытый позолотой углубленный матовый фон подчеркивал глубину черненого рисунка на коробочках, табакерках, флаконах для духов. Тема оформления соответствовала назначению веши. Так, на табакерках изображали сцены охоты, военные баталии, на шкатулках для женских украшений — мотивы прогулок, торжественных выездов.
К началу XIX в. с переходом искусства к стилю «классицизм» формы изделий становятся проще, рисунок приобретает больше ясности. Мастера редко применяют позолоту, а на свободном поле светлого серебра черненую гравюру выполняют почти как рисунок на бумаге. На табакерки переносят вполне реалистические портреты, планы городов с большим числом надписей.
Современные мастера создают в основном черненые ювелирные украшения. На пластинах разной формы они гравируют розетку, развертывающийся бутон цветка или спиралевидный завиток орнамента, оставляя небольшое свободное поле серебра. Благодаря этому приему даже маленькие серьги приобретают декоративную выразительность, которая подчеркивается позолотой орнамента или обрамлением пластин.
Ростовская финифть. Мастера г. Ростова Ярославской области первоначально расписывали эмалью иконки, кресты, пластины для украшения церковных книг и сосудов (потиров). На эмалевых пластинах изображали фигуры святых, библейские сцены, монастыри.
В XIX в. наблюдается переход к реалистическим изображениям. Большое место в творчестве мастеров занимает портрет, иногда написанный в одной тональности: эмалью коричневого или черного цвета.
Дальнейшее развитие искусства ростовской финифти пошло по пути активного восстановления цветочных и растительных композиций в декоре брошей, пудрениц, маленьких зеркал, туалетных коробочек. Мастера продолжали совершенствовать и сюжетную живопись. Пейзажи Москвы и своего родного города, архитектурные памятники, а затем и композиции тематического содержания все больше закрепляются в творчестве художников.
Совершенствование эмалевой живописи связано с использованием в композиции изделий скани (филиграни). Она стала полноправной и неотъемлемой частью ювелирных украшений. Подвески из скани дополняют серьги и кулоны, скань образует выразительную оправу брошей.
Красносельский ювелирный промысел. Этот промысел в Костромской области — наиболее крупный центр производства ювелирных изделий из цветных металлов разных видов обработки. Промысел получил развитие в конце XIX в.
Современное творчество красносельских ювелиров традиционно ориентировано на изготовление ювелирных изделий, а также посуды: кувшинов, стопок, чашечек. Среди многих работ наибольшей оригинальностью и многообразием орнамента выделяется филигрань. Ее используют для создания крупных кубков и ваз, декоративных тарелок и ювелирных украшений.
Казаковская филигрань. Казаковская филигрань сложилась в середине 1930-х гг. как самобытное направление обработки металла в с. Казаково Нижегородской области. В этой технике создают объемные предметы: подстаканники, конфетницы, тарелки для фруктов. Их конструкцию и орнаментальное убранство составляет ажурная филигрань.
В орнаменте казаковской филиграни прослеживаются изменение и развитие рисунка от геометрических зигзагообразных лент к мотивам растительного характера, умело переведенным в декоративные формы. Некоторое подражание кружевоплетению перешло в металлический узор, для которого типична упругость завитков и сочленений, связанная конструктивными тягами. Орнамент отличается чистотой и тщательностью отделки, что позволило дополнить ассортимент изделий коробочками, шкатулками, вазочками, которые украшает также растительный орнамент.
Мстёрский промысел. Мстёрский промысел развился в XIX в. Сначала из металла изготовляли чеканные оклады для икон.
В советское время мастера переключились на изготовление посуды из цветных металлов с последующим ее серебрением и золочением. Для украшения на подносах, подстаканниках, вазочках-конфетницах гравировали орнамент в виде скромных букетиков, веточек, розеток. Участки гравированного рисунка, как правило, золотили и полировали, остальная поверхность металла оставалась матовой.
Источник: znaytovar.ru
Методология межпредметной связи в рамках новой специальности 121400 «Технология обработки драгоценных камней и металлов» Текст научной статьи по специальности «Науки об образовании»
Похожие темы научных работ по наукам об образовании , автор научной работы — Емельянова М. А., Григорьева Е. Э.
Состояние и проблемы алмазопровода Якутии (интервью с президентом Якутского филиала НП «Алмазная Палата России» М. В. Николаевым)
Исследование проблем функционирования алмазно-бриллиантового комплекса в сфере подготовки кадров
Инновационный подход в образовательной системе отраслевой подготовки специалистов (на примере алмазогранильной промышленности)
Концепция подготовки в МГГУ специалистов по технологиям художественной обработки минералов
Профессиональные требования к специалисту ювелирной и гранильной промышленности
i Не можете найти то, что вам нужно? Попробуйте сервис подбора литературы.
i Надоели баннеры?
Вы всегда можете отключить рекламу.
Текст научной работы на тему «Методология межпредметной связи в рамках новой специальности 121400 «Технология обработки драгоценных камней и металлов»»
М.А. Емельянова, Е.Э. Григорьева
МЕТОДОЛОГИЯ МЕЖПРЕДМЕТНОЙ СВЯЗИ В РАМКАХ НОВОЙ СПЕЦИАЛЬНОСТИ 121400 «ТЕХНОЛОГИЯ ОБРАБОТКИ ДРАГОЦЕННЫХ КАМНЕЙ И МЕТАЛЛОВ»
На базе кафедры физики твердого тела физического факультета в 1994 г. была начата подготовка специалистов высшей квалификации по специальности 07100 «Материаловедение и технология новых материалов». Эта специальность была открыта в рамках подготовки специалистов по направлению 651700 «Материаловедение и технология материалов и покрытий». Однако в Государственном образовательном стандарте ВПО и в утвержденном учебном плане подготовки специалистов по специальности 071000 «Материаловедение и технология новых материалов» было несоответствие в количестве учебных часов, отводимых на подготовку специалистов по новой специальности. Кроме того, имелось не соответствие и в специальных дисциплинах.
Открытие в 2000 г. новой специализации «Технология ювелирного дела» позволило нам по другому подойти к выбору направления в подготовке по специальности 071000 «Материаловедение и технология новых материалов». Поэтому нами было выбрано более близкое направление 121200 «Технология художественной обработки материалов», в рамках которой была открыта новая специальность 121400 «Технология обработки драгоценных камней и металлов». Учебный план этой специальности в соответствии с государственным стандартом ВПО включает 53 дисциплины, которые распределены по четырем блокам: ГЭС, ЕН, ОПД, СД и ДС.
По ГОС ВПО 2 поколения учебная нагрузка в 8100 часов по подготовке инженеров-технологов по обработке драгоценных камней и металлов распределялась между аудиторными часами и часами, отведенными на СРС [1].
Для успешного обучения студентов по этой специальности, на наш взгляд, значительное место должно занимать учебно-методическое обеспечение всех дисциплин в электронном виде. Это позволит широко осветить лекционный материал, даст возможность отражать важные аспекты, новые достижения науки и технологии и даст
возможность студентам самостоятельно работать с научной и учебной литературой. Содержание соответствующих дисциплин должно отражать требования подготовки специалистов, согласно ГОС ВПО.
Дисциплины специализации тесно связаны со специальными дисциплинами, а те, в свою очередь, с общеобразовательными дисциплинами и естественными науками, что видно на примере курса «Ценообразование ювелирных изделий» (табл.).
Процесс оценки ювелирных изделий основан на ряде принципов, которые следует четко уяснить, так как они служат ключом к пониманию, от каких факторов зависит ценность ювелирного изделия. Детальное изучение свойств ювелирных камней и драгоценных металлов, которые использованы для изготовления ювелирного изделия, позволяет объективно оценить стоимость изделия. Поэтому для успешного прохождения данного курса студент должен достаточно хорошо разбираться не только в экономике, проводить маркетинговые исследования, но иметь навыки диагностики драгоценных камней и металлов, опираясь на их физические, химические и механические свойства.
Экономические дисциплины. Предмет «Экономика», согласно учебному плану, читается в I семестре третьего курса. На этом же курсе, но в течение двух семестров студенты проходят «Экономику алмазно-бриллиантового комплекса (АБК)» и «Рыночную экономику». Эти дисциплины студенты проходят по своему выбору. Из блока ОПД на этом курсе вводится преподавание курса «Менеджмент и маркетинг АБК».
Информатика. Большое значение в обучении будущих технологов имеет компьютерное образование. Так как, согласно учебному плану, на информатику выделено 70 часов, что явно недостаточно, и мы это восполнили введением в раздел дисциплин по выбору (блок ЕН) «Компьютерное моделирование» и «Введение в компьютерный
М.А. Емельянова, Е.Э. Григорьева. МЕТОДОЛОГИЯ МЕЖПРЕДМЕТНОЙ СВЯЗИ В РАМКАХ НОВОЙ СПЕЦИАЛЬНОСТИ 121400 «ТЕХНОЛОГИЯ ОБРАБОТКИ ДРАГОЦЕННЫХ КАМНЕЙ И МЕТАЛЛОВ»
Схема межпредметной связи на примере дисциплины специализации «Ценообразование ювелирных изделий»
ГСЭ | 11 I 12 I 21 I гг 311 321 411 421 61
Дисциплина по выбору |
2 Экономика А6К % — ■ Г “ < * •
Источник: cyberleninka.ru
Вузы России со специальностью технология художественной обработки материалов – 29.03.04
29.03.04 – Технология художественной обработки материалов отделение Факультет геологии и геофизики / Кафедра технологии и техники разведки месторождений полезных ископаемых егэ 1 русский язык 2 математика 3 информатика и ИКТ или физика
очно 4 года
места 2022–3
баллы егэ 2021–2
стоимость 2022–3
143 000 / год
ранг в РФ | рейтинг
29.03.04 – Технология художественной обработки материалов очно конкурсные группы – 1
29.03.04 – Технология художественной обработки материалов отделение Подразделение ЮФУ в Таганроге егэ 1 математика 2 физика или информатика и ИКТ 3 русский язык
Источник: vuzoteka.ru
Современные методы плавки и литья драгоценных металлов
В связи с бурным развитием электротехники, электроники, радиотехники, химии резко возросло потребление драгоценных металлов для промышленных изделий.
Актуальными стали вопросы разработки новых технологических процессов, новых материалов с использованием драгоценных металлов, экономии и рационального их использования, повышения качества изделий из них.
Плавильным и литейным агрегатам по производству драгоценных металлов и сплавов присущи, с одной стороны, практически все основные черты и закономерности, характерные для пирометаллургического производства других металлов и сплавов, а с другой — особые черты и закономерности, характерные лишь для пирометаллургии драгоценных металлов и сплавов, а именно:
- значимость и незаменимость драгоценных металлов в ряде сфер общего и специального назначения для удовлетворения непрерывного возрастающих нужд технического прогресса;
- повышенная и высокая термохимическая стойкость к воздействию многих элементов и их соединений, входящих в состав огнеупоров и флюсов;
- малотоннажность, доходящая до миниатюризации пирометаллургических и других производств.
Драгоценные металлы обладают довольно широким диапазоном относительно высоких температур плавления от 960,5 до 3050 °С, плотностей от 10500 до 22650 кг/м 3 , большой растворимостью в них водорода, кислорода и другими специфическими свойствами, от которых зависит выбор тех или иных способов плавки и литья. Вследствие небольших масс получаемых слитков (от нескольких грамм до нескольких десятков килограмм) технологию плавки и литья драгоценных металлов можно отнести к области микрометаллургии.
Современные требования, предъявляемые к качеству деформированных профилей из драгоценных металлов и их сплавов, определяют необходимость качественного заготовительного литья. Одними из наиболее эффективных, в условиях мелкосерийного производства профилей из ДМ, являются метод вертикального непрерывного литья заготовок. Многофункциональные установки вертикального непрерывного литья (УВНЛ) хорошо зарекомендовали себя на отечественных предприятиях, выпускающих продукцию из ДМ. Использование такого оборудования существенно повышает выход годного готовой продукции, снижает потери ДМ и себестоимость изделий.
Металлографическими исследованиями серебряных сплавов установлено, что металл профилей, отлитых на установке вертикального непрерывного литья, является плотным, без пор и инородных включений. Диоксида меди в медьсодержащих сплавах не обнаружено. Морфология структурных составляющих сплавов в непрерывнолитых заготовках отличается от заготовок, разлитых в металлические кокили наполнением, дисперсностью выделений и их ориентацией в соответствии с направленным фронтом кристаллизации при непрерывном литье (рис. 1). Различий в фазовом составе изучаемых сплавов, отлитых в металлические кокили или на УВНЛ, не обнаружено. Макро- и микроструктура сплавов в непрерывнолитых
заготовках характеризуются технологически благоприятной морфологией структурных составляющих для дальнейшей обработки давлением. Результаты металлографических исследований подтверждаются результатами испытаний механических свойств серебряных сплавов.

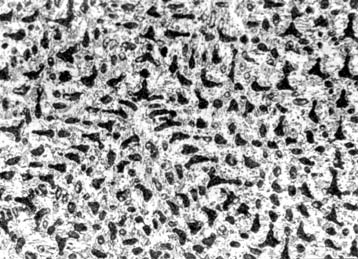
а) – литье в металлический кокиль, б) – непрерывное литье
Рисунок 1 – Микроструктура сплава ПСр-45.
Холодная и горячая обработки давлением непрерывнолитых заготовок из серебра и его сплавов имеют значительные преимущества перед заготовками, отлитыми наполнительным литьем в металлические кокили. В результате использования заготовок, полученных методом непрерывного литья, улучшается качество готовой продукции, существенно увеличивается выход годного, снижаются потери драгоценных металлов. Кроме того, использование метода непрерывного литья заготовок из драгоценных металлов и их сплавов позволяет сократить маршруты по переделу обработки давлением, уменьшить количество промежуточных операций термических обработок. Все это в целом положительно влияет на технологические и экономические показатели производства.
Кроме того, использование малогабаритных и много функциональных установок непрерывного литья позволяет сделать технологический процесс производства заготовок из драгоценных металлов и их сплавов более простым и экологически благоприятным.
В настоящее время широкое применение во многих областях промышленности нашли серебряные припои. Они выпускаются в виде проволоки, гранул и полосы, используются для пайки драгоценных металлов (сплавов), меди, сплавов меди (латуни и бронзы), никеля (ковар, нейзильбер) и др.
Если плавка и литье золота и серебра известны с древнейших времен и, в основном, не представляют трудностей, то плавка и литье платиновых металлов и сплавов, имеют много особенностей. В первой половине прошлого века изделия из платины изготавливали методом порошковой металлургии, разработанным впервые в России.
Следующим этапом в металлургии платины явилась плавка платины водородно-кислородным пламенем в печи, сделанной из блоков обожженного известняка. С изобретением высокочастотной индукционной печи типа «Аякс» фирма «Джонсон Матей и К°» (Англия, 1920 г.) впервые использовала ее для плавки платины. Тигель для печи изготовляли из очищенного оксида циркона (песок); компания тигля составляла до 50 плавок платины с единичной массой плавки порядка 3 кг. В настоящее время (2009 г.) масса плавки платины достигла 25…30 кг и более, стойкость отдельных тиглей доходит до 150…200 плавок, при плавке в вакууме стойкость тиглей резко снижается до 40…50 плавок, рис. 2.
В настоящее время в промышленности используется более десяти различных способов плавки и литья драгоценных металлов и их сплавов. наиболее распространенным печными агрегатами являются индукционные тигельные печи, которые питаются от высокочастотных источников тока.
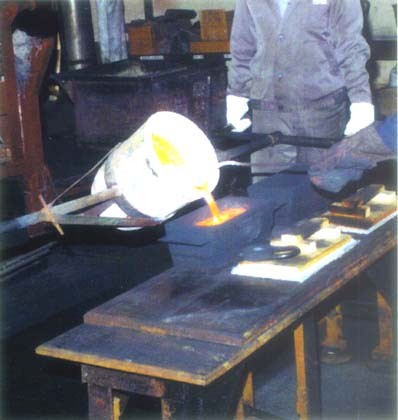
Рисунок 2 – Разливка платины в слитки на медеплавильном заводе (г. Кыштым, Россия).
На рис. 3 представлена тигельная индукционная печь объемом 50 кг по серебру. Питание печи производится от преобразователя с частотой 3000 Гц.

Рисунок 3 – Тигельная индукционная печь, объемом 50 кг по серебру.
Тигельная индукционная печь, допускает вести циклический режим работы (с прерыванием процесса), что весьма важно при мелкосерийном производстве и литья по выплавляемым моделям.
Дальнейшее распространение литья ДМ получили установки непрерывного литья: горизонтальные, вертикальные вниз или вверх. На таких установках льют полосу, прутки (проволоку) и полые заготовки.

1 – блок индукционной тигельной печи с возможностью литья в защитной атмосфере, вместимостью 20 кг по Ag; 2 – тянущая клеть; 3 – отлитая полоса серебра 99,99 %, размер по сечению 5×120 мм
Рисунок 4 – Установка вертикального непрерывного литья СС-3000 (ФРГ).
Вместе с тем перспективными для плавки платиновых металлов и сплавов являются современные высокоэффективные новые методы плавки: плазменно-дуговая, электроннолучевая, левитационная. В этих плавильных агрегатах отсутствует огнеупорный плавильный тигель и связанные с ним проблемы неметаллических засоров, включений, загрязнения расплава платины металлами, которые восстанавливаются из оксидов находящихся в составе огнеупоров. Как отмечалось выше, плавка платиновых металлов и сплавов на их основе производится, в основном, в индукционных высокочастотных печах, обеспечивающих высокую производительность, стабильный химический состав, возможность создания простой системы защитной среды или вакуумирования. Для плавки платиновых металлов вакуум 13,3…106,4 Па является оптимальным и достаточным для получения плотных слитков. Более глубокий вакуум 1,3(10 -1 …10 -3 ) Па необходим для плавки сплавов, в состав которых входят легко окисляющиеся элементы: вольфрам, рений, молибден, хром, цирконий и др.
Существенное влияние на качество выплавляемого металла наряду с защитной средой в т.ч. вакуумом оказывает материал огнеупорных тиглей; для их изготовления используют оксиды магния, алюминия, бериллия, кремния, иттрия, циркония, кальция, тория и др. Наиболее подходящим материалом, удовлетворяющим большинству требований, является оксид магния (электроплавленый периклаз) максимальной чистоты с добавками оксидов иттрия или кальция. На рис. 5 представлен внешний вид индукционной печи с тиглем из плавленого периклаза.

Рисунок 5 – Тигельная индукционная печь (тигель из плавленого периклаза) для плавки драгоценных сплавов
Качество тиглей из высокоогнеупорных материалов оксидозависят от чистоты применяемых оксидов, качества их предварительной обработки (грануляция, фракционный состав и т.п.). В состав огнеупорной массы вводят добавки для улучшения спекания, получения более плотного изделия, повышения термостойкости, для уменьшения смачиваемости расплавами, предупреждения разложения в вакууме, уменьшения скорости испарения, устранения значительных усадочных явлений в процессе обжига тиглей.
Электронно-лучевая плавка (ЭЛП) является единственным высокоэффективным методом получения тугоплавких платиновых металлов высокой чистоты. Она сопровождается снижением содержания газов, неметаллических включений и примесей с высокой упругостью пара; после этой плавки наиболее высоки пластические свойства металлов.
К настоящему времени разработаны методы выращивания монокристаллов всех металлов платиновой группы вплоть до осмия, а также некоторых двойных сплавов. Чистота монокристаллов в значительной мере зависит от чистоты исходного материала. Оценку чистоты монокристаллов, кроме масс-спектрального анализа, косвенно проводят по изменению величины остаточного сопротивления. Многократным зонным рафинированием получены монокристаллы с величиной остаточного сопротивления, Ом: Ru – 2500, Оs – 2400, Rh – 2400.
Монокристаллы ЭЛП более пластичны по сравнению с поликристаллами; так, пластичность иридия возрастает от нескольких процентов до 70…100 %. На установках электронно-лучевой зонной плавки возможно выращивание монокристаллов платиновых металлов диаметром до 40 мм. Такие монокристаллы могут быть использованы для дальнейшей обработки давлением (получения листа, проволоки).
Обработка давлением. Из восьми драгоценных металлов золото, серебро, платина и палладий являются наиболее пластичными металлами, обработка которых в холодном или горячем состоянии не вызывает особых затруднений. Из остальных платиновых металлов осмий и рутений наименее пластичны. Пластичность платиновых металлов в большой степени зависит от концентрации в них примесей, особенно это относится к рутению, иридию, родию.
Рутений. Поликристаллический рутений — практически недеформируемый металл, с трудом поддающийся пластическому деформированию при температуре выше 1500 °С. При холодной обработке спеченного рутения допустимая величина обжатия за проход между отжигами не превышает 10%, а максимальное суммарное обжатие — 50%. Зоннорафинированный монокристаллический рутений пластичен уже при комнатной температуре (выдерживает изгибы более чем на 90 °).
Родий. В холодном состоянии родий с трудом поддается пластическому деформированию, его можно ковать при температуре 1200…1500 °С и протягивать в проволоку диаметром до 0,5мм при температуре 800…1000 °С, родий в виде листа толщиной 0,7…1,0 мм прокатывают в горячем состоянии при температуре 1000…1200 °С. После горячей обработки родий становится достаточно пластичным для холодной прокатки или волочения с промежуточными отжигами.
Монокристаллы родия, полученные электронно-лучевой зонной плавкой, можно деформировать в холодном состоянии с общим обжатием на 90 % без промежуточных отжигов.
Палладий. Палладий легко поддается ковке, штамповке, прокатке в тончайшие листы, волочению в тонкую проволоку, он отлично полируется и сваривается. При холодной деформации палладий значительно упрочняется; так, при деформации на 50 % временное сопротивление разрыву и твердость возрастают в 2…2,5 раза.
Осмий. Осмий практически не деформируется; имеются сведения, что горячая обработка давлением осмия при использовании оболочки из молибдена не дала положительных результатов.
Иридий. При комнатной температуре иридий с трудом поддастся пластической обработке, при температуре 1500…2000 °С его можно ковать, прокатывать в лист, при температуре около 1000 °С из иридия можно изготовить проволоку диаметром до 0,5 мм. Дальнейшая прокатка и волочение выполняются при комнатной температуре с многократными промежуточными отжигами. Зоннорафинированные монокристаллы иридия пластичны при комнатной температуре, выдерживают обжатия до 25 % и более.
Платина. Платина — самый пластичный металл платиновой группы, легко поддается всем видам обработки металлов давлением как в горячем, так и в холодном состоянии. Платина может быть прокатана в фольгу толщиной от 2 до 1 мкм, протянута в проволоку диаметром 1…2 мкм. Платина с трудом поддается полировке обычными механическими методами, при обработке резанием наблюдается значительный износ режущего инструмента.
Источник: extxe.com