К тугоплавким припоям относятся припои с температурой плавления выше 400-500°С.
В таблице 2. для примера представлены две группы таких припоев; 1) припои на медной основе; 2) серебряные припои.
Припои медно-цинковые вследствие хрупкости не могут применяться для спаивания деталей, подверженных ударным нагрузкам или вибрации. Эти припои применяют при «тонкой» пайке, когда требуется соединить детали, несущие лишь статическую нагрузку.
Для соединения стальных деталей наиболее доступными тугоплавкими припоями являются чистая медь и латуни Л62 и Л68 (табл. 3.). Соединения, паяные латунью, обладают более высокой по сравнению с паяной медью прочностью и пластичностью и могут подвергаться значительным деформациям. Перегрев латунных припоев вызывает испарение цинка, ухудшая механические свойства соединений.
Таблица 2.
Припои, свойства и назначение
Наименование и марка
Металлы, подвергаемые пайке
Назначение припоя (примеры применения)
Как паять твердыми припоями?
Для соединений, не подвергающихся ударам, вибрации и изгибу
Для паяния деталей в случаях, когда требуется прочность (при ударах, вибрациях), стойкость против коррозии, чистота спая
Таблица 3.
Латунные припои.
Марка припоя или латуни
Химический состав в %
Примесей не более, %
Температура плавления, ºС
В наиболее ответственных случаях для соединения деталей применяется серебряный припой ПСр-45. Этот припой ковок, вязок и жидкотекуч устойчив против коррозии, шов выдерживает удар и вибрацию. Припой ПСр-65 также обладает высокой прочностью и хорошей стойкостью при многократных перегибах и вибрациях, но дорог.
Для менее ответственных соединений применяются более дешевые припои ПСр-25 или ПСрК-20-5. Припой ПСр-70 применяется преимущественно для спаивания токонесущих частей, когда место спая не должно резко уменьшать электропроводность. Все рассмотренные серебряные припои имеют температуру плавления не ниже 700 °С. Во многих случаях встречается необходимость в твердых припоях с температурой плавления 400-500°С. В таблице 5.4. приведены для примера три таких припоя.
Таблица 4.
Серебряные припои с температурой плавления менее 550 ºС
Температура плавления, ºС
Однако, наряду с хорошей жидкотекучестью и высокой статической прочностью эти припои обладают низкой ударной вязкостью, что ограничивает их применение.
Припои могут быть изготовлены в виде прутков (проволоки), тонких листов (фольги) или гранул. Можно применять при паянии кольца или прокладки из фольги для более равномерного распределения припоя и более экономичного его использования. Размеры проволоки в зависимость от площади спая берутся обычно от 0,4 до 1,5 мм, а прокладки делаются из фольги толщиной 0,05-0,1 мм.
Виды паяния
По технологическому процессу пайку подразделяют на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку.
При капиллярной пайке (рис. 1,а) припой заполняет зазор между соединяемыми поверхностями и удерживается в нам за счет капиллярных сил. Такая пайка возможна, когда применяется соединение деталей с перекрытием.
Диффузионная пайка выполняется при длительной выдержке с целью упрочнения соединения за счет диффузии компонентов припоя и основного металла. Этот вид пайки характерен для металлов, образующих твердые растворы с припоем.
При контактно — реакционной пайке между соединяемыми металлами (или прослойкой другого металла) в результате контактного плавления образуется сплав, который заполняет зазор и при кристаллизации образует паяное соединение (рис. 5.1,6). Примером такой пайки могут служить соединения меди с серебром, стали или никеля с палладием.

Рис. 1. Схема образования шва:
а — при капиллярной пайке; б — при контактно-реакционной пайке; I — перед пайкой; II — после пайки.
Реакционно-флюсовой называют пайку, при которой припой образуется за счет реакции вытеснения между основным металлом и флюсом. Например, при пайке алюминия с флюсом, содержащим большое количество хлористого цинка, при нагревании протекает реакция:
Восстановленный цинк является припоем.
Пайку-сварку можно сравнить со сваркой плавлением, но в качестве присадочного материала применяется припой.
Способы паяния.
Паяние-металлов осуществляется различными способами в зависимости от используемых источников нагрева и оборудования.
Пайка в печах обеспечивает равномерный нагрев соединяемых деталей. Используются печи электросопротивления, с индукционным нагревом и газопламенные. В этих печах для предохранения от окисления можно создать специальную газовую атмосферу.
Индукционную пайку выполняют с нагревом токами высокой или промышленной частоты. Необходимое тепло выделяется за счет тока, индуктируемого непосредственно в подлежащих пайке местах.
Пайка сопротивлением происходит за счет тепла, выделяемого при прохождении электрического тока через паяемые детали и токопроводящие элементы, и осуществляется с помощью электроконтактных аппаратов.
Пайка погружением осуществляется путем нагрева деталей в ваннах с расплавленными припоями. Этот способ широко применяют при изготовлении автомобильных и тракторных радиаторов, твердосплавного инструмента и т.д.
При газопламенной пайке местный нагрев деталей и припоев производится за счет тепла, выделяющегося газовым пламенем горелки. Питание газовых горелок горючим газом осуществляется от баллонов, газовой сети или газовых генераторов. В полевых условиях и ремонтных мастерских для пайки можно применять паяльные лампы. Существуют и другие методы, но широкое распространение в различных областях техники и в быту получила пайка паяльником.
Особую группу составляют паяльники специального назначения: ультразвуковые с генератором ультразвуковой частоты (УП-21); с дуговым обогревом; с вибрирующими устройствами и др.
Паяльник представляет собой определённой формы кусок меди, закреплённый на железном стержне с деревянной рукояткой на конце.
Электрические паяльники (рис. 2.) применяют широко, так как они просты по устройству и удобны в обращении. При их работе не образуются вредные газы, и нагреваются быстро – в течение 2…8 мин., что повышает качество пайки. Электрические паяльники бывают (а)- прямыми и (б)- угловыми Нагрев основного металла и припоя осуществляется за счет тепла, аккумулированного в массе металла паяльника, который предварительно или в процессе пайки подогревается. Паяльники применяют для пайки черных и цветных металлов при температурах ниже 300-250°С.
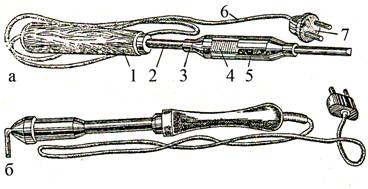
Рис. 2. Электрические паяльники
а – прямой, б – угловой
1 – рукоятка, 2 – стальная трубка, 3 – хомуты, 4 – нагревательный элемент, 5 – накладные боковины, 6 – шнур, 7 – штепсельная вилка.
Паяльники бывают с периодическим нагревом, с непрерывным нагревом, ультразвуковые и абразивные.
В ультразвуковых паяльниках колебание ультразвуковой частоты используется для разрушения окисной пленки на поверхности паяемого металла. Это дает возможность осуществления бес флюсовой низкотемпературной пайки.
Абразивные паяльники применяются для обслуживания алюминия и его сплавов без флюса. Окисная пленка удаляется трением паяльника по облуживаемой поверхности.
Выбор того или иного метода нагрева зависит в основном от серийности спаиваемых деталей, от их размеров, конструкции и требований, предъявляемых к стыку дотацией в отношении чистоты шва и заполнения зазора припоем.
Во многих случаях наилучшие результаты дает нагрев индукционными токами. Нагрев изделий по этому способу производится посредством специальных катушек-индукторов (рис.3.), соединенных с источником энергии — машинным или ламповым генератором высокой частоты. В зависимости от материала и размеров нагреваемых изделий индукторы делаются одновитковыми или многовитковыми. Отличные результаты получаются при паянии с нагревом токами высокой частоты, т.к. нагрев происходит только в месте паяния и само паяние протекает очень быстро в течение нескольких секунд, что уменьшает окисление спаиваемых изделии.

Рис. 3. Типы индукторов, применяемых для высокочастотного нагрева деталей при пайке.
Прочность шва при правильном процессе паяния серебряным припоем зависит от марки самого припоя, от площади и формы поверхности стыка деталей и от зазора между ними. Как и при паянии мягкими припоями, следует избегать вследствие малой прочности соединений деталей встык, как это показано на (рис. 3.,а).
Узел А (рис. 4.,6) представляет плохую конструкцию, т. к. здесь не только само соединение слабо, но и взаимное расположение деталей не фиксировано, что затрудняет паяние. Соединение Б уже несколько лучше, а соединение В обеспечивает максимальную прочность спаиваемых деталей. Наилучшим же следует признать соединение Г, т.к. оно дает возможность локализовать тепло в месте спая, Аналогично этому при спайке трубы с торцовой заглушкой соединения типа Ж и 3 прочнее и удобнее в работе, чем соединение Д и Е.
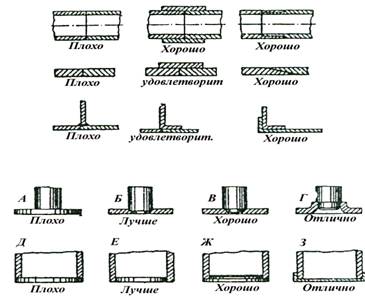
Рис. 4. Примеры соединения деталей паянием.
На рис. 5. показаны различные способы размещения серебряного припоя (проволочного кольца) при соединении двух трубчатых деталей. В случае А припой при нагреве потечет вниз в зазор между трубами. В случае Б после расплавления припоя и затекания его в зазор между трубами последние сдвигают до плотного соприкосновения внутренних торцов. Иногда припой размещают в кольцевых канавках (случай В), что улучшает качество заполнения зазора припоем.

Рис. 5. Способы размещения серебряного припоя при соединении двух трубчатых деталей.
При конструировании паяных соединений из разнородных металлов следует учитывать коэффициенты линейного расширения каждой из соединяемых частей. На рис. 6. дан пример спаивания детали из латунной и стальной частей. Латунь имеет больший коэффициент расширения, чем сталь.
Поэтому узел б сконструированы правильно, т.к. при остывании деталей после паяния наружная латунная деталь плотно обожмет стальную. А при остывании узла а внутренняя латунная деталь, сокращаясь более стальной, стремится ослабить и разорвать шов..

Рис. 6. Соединение паянием двух трубчатых деталей из разнородных металлов.
Технология паяния
Паяние включает комплекс выполняемых операций; подготовка поверхности соединяемых деталей; сборка; пайка; обработка после пайки.
Подготовка поверхности к пайке заключается в тщательной очистке от загрязнений и окисных пленок. Смазку с поверхности удаляют обезжириванием, т.е. погружением их в водные растворы щелочей с последующей промывкой водой и сушкой. Стальные детали обезжиривают 10%-ным раствором едкого натра при 70-80°С. Детали из меди и ее сплавов обезжиривают раствором более сложного состава (например, 50г тринатрийфосфат, 50г кальцинированной соды, 15г жидкого стекла, 1л воды). Для обезжиривания возможно применение ацетона, бензина, трихлорэтилена.
Окисные пленки удаляют механическими или химическими средствами: обрабатывают шлифовальной брагой, кругами инструментом, металлической щеткой травят в растворах соляной или серной кислоты и т.д. После травления необходима тщательная промывка изделия и сушка.
В некоторых случаях перед пайкой на поверхности детали наносят покрытия из меди, никеля, серебра и др. металлов для улучшения смачивание сплошности, предотвращения взаимодействия основного металла с припоем и т.д.
Перед пайкой детали собирают и фиксируют для устранения возможности их смещения при нагреве. При сборке между кромками наносят флюс .и размещают припой,
Пайку выполняют одним из способов в зависимости от технических требований, конструкции и материала паяемой детали, применяемого припоя, наличия оборудования. Большое значение имеет величина зазора между соединяемыми кромками. При его уменьшении улучшается проникновение жидкого припоя за счет действия капиллярных сил и увеличивается прочность соединения. Для серебряных припоев рекомендуется зазор 0,05—0,15 мм, для медных 0,1-0,2 мм.
Очень важен температурный режим пайки. Температура нагрева должна обеспечить хорошее растекание флюса и припоя и не ухудшать свойства исходных материалов. Скорость нагрева определяется теплопроводностью материала. Выдержку пайки определяют экспериментально; необходимо обеспечить заполнение зазора припоем. Режим охлаждения назначается таким, чтобы предупредить появление трещин.
При высокотемпературной пайке (выше 500°С) в условиях ремонтных мастерских для нагрева чаще используют газовые горелки о
Паяльники применяют при низкотемпературной пайке (ниже 400°С). Рабочая кромка паяльника должна быть запилена под углом 40-45° и облужена припоем. При пайке паяльник всей рабочей поверхностью касается места соединения, предварительно покрытого флюсом к нагретому месту подводят припой, который плавится и затекает в зазоры’
После пайки необходимо с детали удалить остатки флюса, зачистить наплывы припоя и проверить качество соединения.
Контрольные вопросы
1. Что представляет собой процесс паяния?
2. Что такое флюсы? Назначение, виды флюсов.
3. Что представляют собой припои? Их марки и назначение
4. Какие бывают виды пайки?
5. Методы спаивания и выбор метода.
6. Технология паяния, последовательность операций при паянии.
Дата добавления: 2018-05-12 ; просмотров: 2986 ; Мы поможем в написании вашей работы!
Источник: studopedia.net
Припои для пайки разных марок: состав и свойства, назначение и применение

Пайка – способ получения неразъемных герметичных соединений, широко применяемый в различных сферах промышленности и в быту. Он незаменим при монтаже радиодеталей и починке электроники, бытовой техники, различного оборудования. Припой – один из необходимых атрибутов пайки. Обсудим, что это такое, какие его разновидности существуют, и от чего зависит выбор марки материала.

- 1. Припой и флюс: что это такое и для чего они нужны?
- 2. Разновидности и марки припоев, их состав, назначение и применение
- 2.1. Тугоплавкие припои
- 2.1.1. Из меди и цинка (ПМЦ-42, ПМЦ-53 и др.)
- 2.1.2. Из серебра (ПСр-70, ПСр-45, ПСр-25 и др.)
- 2.1.3. Из латуни (ЛОК-59-1-03, ЛОК 62-06-04)
Припой и флюс: что это такое и для чего они нужны?
Припой – легкосплавный или твердосплавный металл или сплав на основе олова, меди, свинца, цинка, никеля, кадмия, сурьмы и других составляющих, благодаря которым состав приобретает те или иные свойства. В процессе нагревания он переходит в жидкую форму. Припоем смазывают поверхности элементов, затем их соединяют между собой.
Он смешивается с основным материалом и после остывания твердеет, образуя прочное соединение. Температура плавления у припоя ниже, чем у материала соединяемых деталей, поэтому при его нагревании они не плавятся. Сплавы для пайки выпускают в виде проволоки, порошков, трубок, прутков, лент.

Важное условие получения прочного шва – качественная обработка соединяемых поверхностей. На них не должно быть жиров и оксидов металлов. Флюс – смесь жирных и органических кислот, масел и парафинов, которая удаляет загрязнения и обеспечивает надежную адгезию припоя к материалам детали. Он также препятствует образованию окислов непосредственно во время пайки, способствует равномерному распределению припоя, уменьшая поверхностное натяжение при его нанесении. Также флюс защищает соединяемые поверхности от воздействия окружающей среды.

Припои и флюсы различаются по назначению, химическому составу, рабочей температуре и другим свойствам, поэтому подбираются в каждом конкретном случае отдельно. Существуют также специальные паяльные пасты – смеси, сочетающие припой и флюс, а также пластификаторы и связующие вещества (органические смолы, разбавители).
Разновидности и марки припоев, их состав, назначение и применение
Существует множество разновидностей припоя, имеющих различный состав, характеристики и назначение. В соответствии с основной классификацией они подразделяются на тугоплавкие или твердые, и легкоплавкие или мягкие. Основное их различие заключается в температуре плавления, чем и обусловлена разница в сферах применения.
Тугоплавкие припои
Тугоплавкие припои, которые плавятся при 450–500°С, позволяют получать очень твердое соединение. Они представляют собой сплавы на основе меди, цинка, серебра, латуни, золота, алюминия, магния и никеля. Твердые припои используются, когда производится пайка материалов с высокой температурой плавления.
Из меди и цинка (ПМЦ-42, ПМЦ-53 и др.)
Такой припой используется для соединения медьсодержащих сплавов методом высокотемпературной пайки. Он высокопластичен и прочен, устойчив к коррозии, обладает высокой тепло- и электропроводностью. Температура плавления прямо пропорциональна содержанию в нем цинка. Самые распространенные типы такого припоя: ПМЦ-36, ПМЦ-42, ПМЦ-48, ПМЦ-54. Их сравнительные характеристики даны в таблице:

| Разновидность | Температура плавления, °C | Применение |
| ПМЦ-36 | 800 | Пайка бронзовых, медных, латунных деталей, не требующая высокой точности. |
| ПМЦ-42 | 830 | Пайка бронзы и латуни, в составе которой 60–68% меди |
| ПМЦ-48 | 865 | Пайка томпака и полутомпака, медных сплавов с концентрацией не менее 69%. |
| ПМЦ-53 | 870 | Пайка стали, меди, бронзы, томпака, полутомпака |
| ПМЦ-54 | 880 |
Из серебра (ПСр-70, ПСр-45, ПСр-25 и др.)
Серебряные припои, отличающиеся высокой температурой плавления и хорошей смачиваемостью, применяются для пайки стали, меди, серебра и других тугоплавких металлов. Они обозначаются аббревиатурой ПСр и цифрой, соответствующей содержанию драгметалла в составе (1–72%).
Чем больше число в маркировке, тем более прочным получится соединение. От него зависит и цена: высококонцентрированный припой обойдется недешево. В качестве дополнительных составляющих применяют никель, медь, цинк, свинец, олово. Для большинства таких сплавов характерна высокая прочность, вязкость и текучесть, стойкость к коррозии и окислению.
Из латуни (ЛОК-59-1-03, ЛОК 62-06-04)

Латунный припой позволяет получить высокопрочное, не боящееся перепадов температур, влажности и органических кислот соединение, однако работа с ним требует профессионализма и применения специальных инструментов, поэтому в домашних условиях им не пользуются. Он широко применяется при пайке латуни, нержавейки, стали, меди, никеля и других твердоплавких металлов на различных производствах. Для него характерна высокая температура плавления (900°C) и текучесть.
Наиболее востребованы латунные припои ЛОК 59-1-03 и ЛОК 62-06-04. Первый содержит 58–60% меди, около 1% олова и 0,2–0,4% кремния, остальное – цинк. Он применяется для газовой сварки латуни, пайки твердосплавных пластин, паяного режущего инструмента, наплавки углеродистых сталей. Разновидность ЛОК 62-06-04 (цифры также соответствуют проценту содержания меди, олова и кремния) широко используется в различных отраслях промышленности. Она незаменима при проведении сварочных работ, производстве трансформаторов, для изготовления латунной сетки.
Легкоплавкие припои из олова и свинца: ПОС-61 и другие
По сравнению с тугоплавкими припоями механическая прочность легкоплавких невысока. Несмотря на это, они часто используются при электро- и радиомонтажных работах. Они плавятся уже при температуре в 183–280°С. Мягкие припои производятся на основе олова и свинца в различных пропорциях с добавлением кадмия, висмута, сурьмы, цинка, таллия и других металлов.

Припои оловянно-свинцовые (наиболее распространенные) имеют марку ПОС, если в составе присутствует также сурьма (она повышает прочность) – ПОССу. Бывают также оловянно-свинцово-кадмиевые (ПОСК), оловянно-цинковые (ОЦ) и бессвинцовые припои. Самые распространенные марки:
- ПОС-10. Используется для пайки и лужения контактных поверхностей электроники (починка электроприборов, реле).
- ПОС-40. Отличается широкой областью применения. Применяется для операций, не требующих высокой точности. Используется при работе с оцинкованным металлом, электроаппаратурой и радиоэлектроникой, детали которой нельзя подвергать высокотемпературному воздействию. С помощью ПОС-40 устраняют дефекты в трубах и радиаторах, им паяют медные провода.
- ПОС-61. Еще один популярный вид припоя, который широко используется как в промышленности, так и в быту. ПОС-61 незаменим при ремонте радиокомпонентов, пайке печатных плат и других деталей, чувствительных к перегреву, починке радиаторов. Оптимален для пайки проводов.
- ПОС-90. Отличается самой высокой температурой плавления (220–265°С). Применяется при ремонте медтехники и пищевой посуды, пайке обмоток.
Как самостоятельно определить или расшифровать марку припоя?
В большинстве случаев расшифровать марку припоя несложно. Буква П обозначает слово «припой», другие – входящие в него компоненты (Ср –серебро, К – кадмий, М – медь, А — алюминий, Кр – кремний и т. д.). Если в материале присутствуют драгоценные и редкие металлы, маркировка начинается с них, даже если их доля составляет всего 1%. Далее следует цифра, соответствующая процентному содержанию компонента. Например, ПМЦ-36 содержит 36% меди, ПОС-61 – 61% олова.

В обозначении многокомпонентных сплавов при маркировке часто используется следующая схема: сначала идут буквы, обозначающие компоненты, затем – цифры, соответствующие их процентному содержанию (расшифровка марки МНМц 68-4-2: 63–68% меди, 4–5% никеля и 1,5–2,5% марганца). Бессвинцовые сплавы, набирающие популярность благодаря отсутствию токсичного элемента, маркируются по наименованию компонентов на латыни с указанием их содержания после соответствующих букв: Sn95,5Ag3,8Cu0,7 (трехкомпонентный олово-серебряно-медный сплав).
Как выбрать нужный припой и флюс?
При выборе сплава для пайки руководствуются его температурой плавления, видом соединяемых материалов, размером деталей, требуемыми характеристиками (прочностью, коррозионной стойкостью и т. д.), методом соединения и его сложностью. При пайке алюминия используют сплавы на основе серебра, олова, цинка, меди и кремния (ЦОП-40, ПОС, 34А, АВИА-1, АВИА-2, ВПТ-4, 34-А, П250А, П300Б и т. д.).

Если нужно соединить стальные детали, подойдет латунный (Л-62, Л-68), оловянно-свинцовый (ПОС-41) или чисто медный припой. Для работы с нержавейкой рекомендуется использовать сплавы на основе олова и цинка с добавлением свинца и кадмия, например, марок П-81 и HTS528.
Для пайки медных деталей берут как мягкие, так и твердые припои. Для починки радиодеталей больше подойдут первые, для пайки жил, фитинга на трубах могут применяться как легкосплавные (1S и Rosol 3), так и твердосплавные (Rolot 2). Серебряные сплавы отличаются высоким качеством и используются для получения соединений при работе с медью, латунью или серебром. Они применяются тогда, когда через шов должно проходить электричество.
Не менее важен и правильный выбор флюса. Самый доступный вариант – канифоль. Она лучше всего подходит для пайки в быту. Ее используют при ремонте радиодеталей, плат, соединении небольших медных, латунных, железных, никелевых деталей. Для пайки этих и более крупных элементов подойдет также глицерин-гидразиновый флюс, канифоль-гель «Актив» и ЛТИ-120.
Последний активно используется при пайке проводов.
При работе с алюминием крайне важна качественная обработка поверхности флюсом – на ней быстро образуется оксидная пленка, которая препятствует адгезии. Для этого металла используют самые активные вещества – паяльную и ортофосфорную кислоту, Ф-64. Они же, вызывая сильную химическую реакцию, являются и самыми токсичными.
Источник: samodelino.ru
Можно ли паять нержавеющую сталь в 2023
Как паять сталь серебряным припоем «Хотя наличие прочной оксидной пленки делает нержавеющую сталь более трудной для пайки, чем углеродистая сталь, нержавеющая сталь может быть успешно соединена пайкой, если использовать правильные методы. «.

Как соединить нержавеющую сталь без сварки
Можно ли паять нержавеющую сталь «Склеивающий состав: Loctite Weld Другим вариантом для склеивания металла является Loctite Epoxy Weld Bonding Compound. Удобная альтернатива сварке, это самое прочное решение для склеивания большинства металлов, включая железо сталь алюминий латунь медь и олово. «.
Какой металл нельзя паять
Насколько прочен серебряный припой на низкоуглеродистой стали Из металлов Паяемость металла Справедлива Углеродистая сталь Низколегированная сталь Цинк Никель Плохо Алюминий Алюминиевая бронза Сложно Высоколегированная сталь Нержавеющие стали Очень сложно Чугун Хром Титан Тантал Магний Еще 2 ряда.
Как заставить припой прилипнуть к стали
Как паять сталь серебряным припоем «Пайка чувствительна к температуре. Металл должен быть достаточно горячим, чтобы расплавить его. В противном случае припой не прилипнет должным образом. Прижмите паяльник к металлу на длительное время, пока он не нагреется до температуры, достаточной для того, чтобы припой расплавился и прилип к металлу».
Как сделать серебряную пайку
Как паять сталь серебряным припоем.
Можно ли паять серебряным припоем без флюса
Насколько прочен серебряный припой на мягкой стали «Вы можете паять без флюса, но вам все равно понадобится что-то для разрушения оксидов на поверхности металла. Если вы будете паять, не сделав этого, вы повредите поверхность или оставите ее неправильно очищенной.
Можно ли соединить сталь с помощью припоя
Как заставить припой прилипнуть к стали «Хотя сталь обычно сваривают или паяют, ее также можно паять. Пайка стальной проволоки не отличается от пайки других видов проволоки, например, серебряной или медной. Чтобы спаять стальную проволоку вместе, следуйте процессу пайки серебряной проволоки. «.
Какой флюс использовать для серебряного припоя
Как паять серебро «Удобный флюс» используется для легкой и средней пайки (припой плавится при более низкой температуре) золота и серебра. Его также можно разбавить дистиллированной водой, если он слишком густой. Вы можете купить его на Amazon в банках по 7 унций 1/2 фунта и 1 фунт. «.
Какая температура нужна для пайки серебром
Как делать пайку серебром «Температура плавления серебряного припоя При работе с серебром температура плавления для.
Какой флюс используется для пайки нержавеющей стали
Можно ли паять нержавеющую сталь «Превосходно нет. нет. нет.».
Как приварить серебро к стали
Как паять серебром.
Все права защищены. Несанкционированное копирование, полностью или частично, строго запрещено.
Источник: yanline.ru