
Конструкция ювелирных изделий предполагает использование подвижных соединений или шарниров на браслетах, цепочках, кулонах, сережках и брошах. Чаще всего применяются шарниры трёх основных типов:
- петельный
- шарнир — цепочка
- флажковый.
Петельный ювелирный шарнир применяется для соединения отдельных звеньев браслетов, колье в единое целое; крышки и коробочки шкатулки, медальона; двух частей браслета штифтом.
Состоит он из трубочек, которые в шахматном порядке припаяны к разным деталям. Проходящая через припаянные трубочки ось — проволочка соединяет подвижно 2 половинки.
Изготовление шарниров следующее. Качественно выполненный петельный ювелирный шарнир должен быть собран из не очень тонких протянутых трубочек. Ось — проволочка плотно входит в отверстия трубок и не выскакивает во время работы в шарнире.
Трубочки изготавливают из пластины толщиной 0,4-0,8 мм. Вырезают полоску, ширина которой рассчитывается по формуле — Зd x 4h (h — толщина пластины, d — внутренний диаметр трубки). Длина листовой заготовки выбирается произвольно.
Эксперт. Модуль 3.1 Урок 4. Виды выкладок. Композиционная
После отсекания от основной пластины полоса — заготовка должна быть выровнена и отожжена, в противном случае при сворачивании в трубку шов, соединяющий два края листа, будет располагаться на трубке по спирали, что затруднит его пропаивание и монтировку в изделии.
При изготовлении шарниров отжиг способствует равномерному и плотному соединению шва. Конец полосы — заготовки подрезаем в виде стрелки и сворачиваем в конус — воронку так, чтобы её острие проходило в самое крупное отверстие в фильерной доске (в нашем случае 2,5 или 3,0 мм).
Протягиваем заготовку через постепенно уменьшающиеся в сечении фильеры, что приводит к сворачиванию в трубочку. Шов трубки тщательно пропаиваем. Проволочку — ось протягиваем в фильерах до тех пор, пока она не начнёт проходить свободно в трубке, но с минимальным зазором.
Заготовки проволочки — оси и трубочки для шарнирного соединения лучше хранить вместе.
Разрезание трубки на отдельные гильзы шарнира выполняют в соответствии с размерами деталей для предполагаемого подвижного соединения.
Припасовка гильзы к грани детали выполняется круглым надфилем. Гильзы шарнира необходимо расположить так, чтобы две крайние гильзы присоединялись к одной из граней скрепляемых деталей.
При монтировке трубки отфлюсовывают и располагают так, чтобы шов трубки примыкал к грани детали. Такое расположение даст гарантию того, что шов не окажется с внешней стороны изделия, при нагревании не разойдётся и одно из звеньев шарнира не ослабнет.
Для соединения гильзы и детали нужно использовать минимальное количество припоя, чтобы его излишки не заполнили внутреннюю полость трубки.
При изготовлении шарниров ось для петельного соединения может быть изготовлена из цельной проволоки — стержня или из трубки.
Виды ювелирных цепей
- В первом случае на один из концов оси — проволоки напаивают шляпку — кружок, а второй конец отсекают по размерам ювелирного шарнира с припуском 1 мм, расплющивают его, подпиливают, а затем корновёрткой формируют шляпку.
- Во втором случае ось — трубку отрезают лобзиком по размеру шарнира с припуском до 0,5-0,7 мм с каждой стороны.
Затем с нижней и верхней частях оси — трубки устанавливают конусные керны и лёгким ударом молотка расколачивают выступающие концы.
В обоих случаях после этих операций оси шарниров прочно удерживаются внутри петельного соединения. Однако, при изготовлении шарниров самым надёжным креплением оси является припаивание одного из концов проволоки.
При изготовлении шарниров пайка ведётся очень осторожно, нагревание проводится с одного конца только до плавления припоя, который, стекая, схватывает вместе одну из гильз шарнира и ось — проволоку. После охлаждения детали выступающий наплыв припоя снимается надфилем.
Ювелирный шарнир — цепочка применяется для соединения швензов и висящей части серёжек; подвески — кулона и цепочки; подвижных, висящих элементов в брошах, колье и ожерельях.
Состоит он из двух, трёх, реже четырёх звеньев — колечек или ушек. Колечки круглой и овальной формы используются чаще всего как соединительные, а трапецеидальные и фасонные ушки играют роль подвесных.
Подвесные ушки непосредственно удерживают висящий элемент, кулон или оправленный в каст камень у серьги.
Фасонные ушки состоят из полуколечка и чеканной или гравированной накладки из листа металла. Такая форма позволяет удерживать подвеску камень в касте или узорную пластину в положении «лицом к зрителю». Декоративная накладка мешает переворачиванию на цепочке или соединительном кольце.
При изготовлении шарниров при выполнении таких шарнирно — цепочных соединений трудность состоит в припаивании колечек так, чтобы не зафиксировать (залить припоем и сделать неподвижным) всё соединение.
Рассмотрим 3 наиболее часто встречающихся соединения:
- припаивание шарнира — цепочки из двух звеньев (серьги, подвес у броши или колье);
- припаивание фасонного ушка у кулона;
- припаивание шарнирно — цепочного соединения из трёх звеньев.
Из перечисленных, при изготовлении шарниров, наибольшие затруднения вызовет первый вид соединения, так как оба связующих предмет кольца должны быть припаяны каждый к своей детали.
Лучше всего сразу припаять одно из соединяющих колец (или полуколец) к той детали из двух, которая имеет большую массу.
В таком случае во втором приёме пайки необходимо будет спаять кольцо и меньшую по массе деталь, которую легче будет прогреть, не остерегаясь распаять предыдущее соединение.
Во второй приём пайки необходимо развернуть продетое в первое кольцо швом в сторону соединяемой с ним детали и отфлюсовать место соприкосновения.
Предварительно оплавленный на детали припой облегчит соединение её и кольца при нагревании.
Кольцо, меньшее по массе, быстрее нагреется до температуры плавления припоя и притянется к покрытой припоем детали, одновременно спаяется и шов на кольце.
Необходимо следить за тем, чтобы не произошло перегрева такого шарнирно — цепочного соединения, иначе растекающийся припой зафиксирует звенья.
Фасонное ушко для кулона припаять проще, так как оно имеет вытянутую форму и значительно меньше по массе, чем сам кулон или подвеска.
Так же, как и в первом случае, продеваем ушко через уже припаянное кольцо и соединяем припоем разомкнутую часть пластинки и полукольца. Минимальное количество припоя для соединения ушка убережёт такой шарнир от фиксации.
Трёхзвенный ювелирный шарнир — цепочка предполагает наличие двух фиксированных колец или просверленных в металле отверстий, соединяемых переходным кольцом.
При изготовлении шарниров особенность пайки состоит в том, что необходимо припаять шов переходного кольца так, что — бы не зафиксировать само кольцо относительно двух других.
Отбеленные заготовки с напаянными кольцами сцепляют переходным звеном и для пайки отфлюсовывают только шов. Пайку ведут с минимальным количеством припоя. Горелку необходимо отрегулировать на игольчатое пламя. Излишки припоя после отбеливания удаляют надфилем или шабером.
Флажковый шарнир применяется для соединения серьги с галантерейной или ювелирной швензой; тупого конца булавки и проушины, которая крепится к оборотной стороне броши. Этот шарнир назван так потому, что одна из составляющих его деталей имеет вид флажка.
Ювелирная швенза выполняется следующим образом: квадратный прокат сечением 1,9×1,9 — 2,1×2,1 расплющивают с обоих концов, при этом получаются 2 хвостовика для ювелирных швенз. Расплющенные хвостовики подгибают, и с этого момента изготовление ювелирной и галантерейной швенз ведётся по — разному.
Квадратную часть запиливают лобзиком, затем разделяют на 2 части: соответственно хвостовик и проушина. И в проушине, и в хвостовике делают пропил лобзиком, затем вкладывают пластину металла (толщиной 0,4-0,6 мм) и подрезают её так, чтобы вновь срастить хвостовик и проушину.
Эта пластина припаивается к хвостовику, далее в собранном с проушиной виде засверливается отверстие для оси и выступающие части флажка опиливаются заподлицо с изгибом квадратного прутка.
В разобранном виде проушина припаивается к нижней части серьги, а к верхней части припаивается пружинный крючок.
Замковое отверстие представляет собой вытянутый вверх, по хвостовику от линии разметки, сквозной овал. Он выполняется засверливанием двух крайних отверстий сверлом, диаметр которого соответствует толщине пружинного крючка, а затем отверстия соединяются при пропиливании лобзиком. Длина пропиленного овала на 1 мм больше ширины крючка.
Процесс изготовления галантерейной швензы включает те же операции, что и процесс исполнения ювелирной швензы, за исключением одной детали: пропиливается только хвостовик, а выпиленный флажок припаивается вместо проушины к серьге.
Флажковый ювелирный шарнир, который выполняется на игле для броши, отличается тем, что проушину изгибают из листа 0,7-0,8 мм и запиливают круглым надфилем ложе для иглы так, чтобы игла была направлена в сторону замка или крючка.
Источник: viborputi.ru
БРАСЛЕТЫ ПОДВИЖНЫЕ СОЕДИНЕНИЯ Звеньевое соединение Основная форма
Звеньевое соединение. Основная форма всех возможных соединений — комбинация вставленных друг в друга кольцевых звеньев. Для увеличения площади спая стыки каждого звена слегка скашивают, звенья собирают взаимно перпендикулярно, а затем запаивают.

Шарнирные соединения. 1. Проволочный шарнир Существует много разновидностей такого шарнира, и его можно использовать различными способами. Обычно такие шарниры используются для соединения оправ камней в так называемом «теннисном браслете» , а также других типов элементов. 2. Трубчатый шарнир. Все подвижные шарнирные соединения состоят из нечетного числа шарниров.
Конечные шарниры должны располагаться на основной части изделия. Главная трудность при изготовлении состоит в том, что отдельные отрезки трубки шарнира должны плотно прилегать друг к другу и в то же время свободно двигаться. Если перед пайкой отдельных элементов шарнира уложить все его отрезки в специально подготовленный желобок, а затем припаять их припоем поочередно с разных сторон к скрепляемым деталям, то следует ожидать получения тугого шарнирного соединения, так как опасность протечки припоя велика. 3. Глухой шарнир Этот тип шарниров используется для жестких браслетов, в которых важно, чтобы механизм был спрятан.


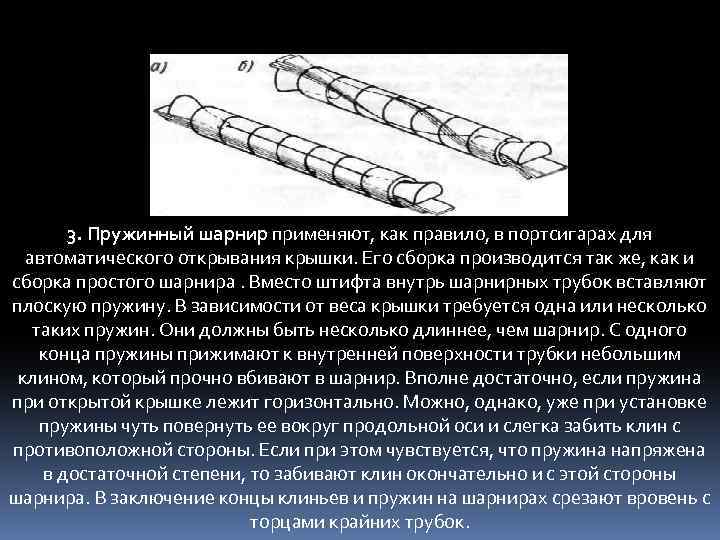
3. Пружинный шарнир применяют, как правило, в портсигарах для автоматического открывания крышки. Его сборка производится так же, как и сборка простого шарнира. Вместо штифта внутрь шарнирных трубок вставляют плоскую пружину. В зависимости от веса крышки требуется одна или несколько таких пружин. Они должны быть несколько длиннее, чем шарнир.
С одного конца пружины прижимают к внутренней поверхности трубки небольшим клином, который прочно вбивают в шарнир. Вполне достаточно, если пружина при открытой крышке лежит горизонтально. Можно, однако, уже при установке пружины чуть повернуть ее вокруг продольной оси и слегка забить клин с противоположной стороны. Если при этом чувствуется, что пружина напряжена в достаточной степени, то забивают клин окончательно и с этой стороны шарнира. В заключение концы клиньев и пружин на шарнирах срезают вровень с торцами крайних трубок.



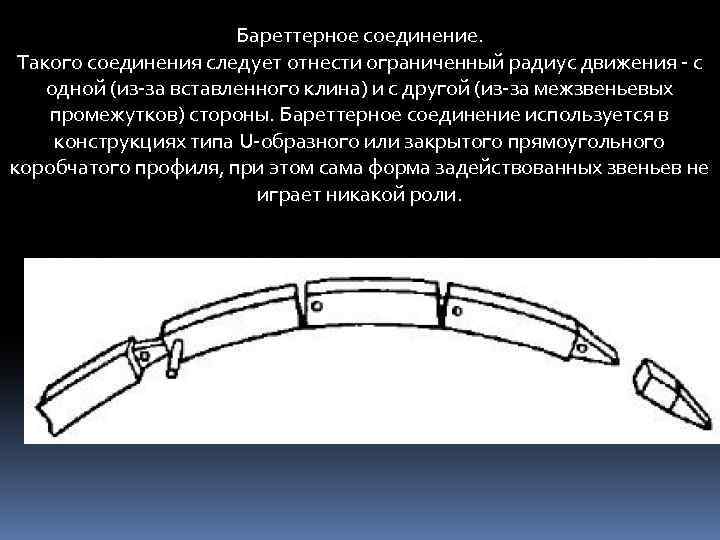
Бареттерное соединение. Такого соединения следует отнести ограниченный радиус движения — с одной (из-за вставленного клина) и с другой (из-за межзвеньевых промежутков) стороны. Бареттерное соединение используется в конструкциях типа U-образного или закрытого прямоугольного коробчатого профиля, при этом сама форма задействованных звеньев не играет никакой роли.
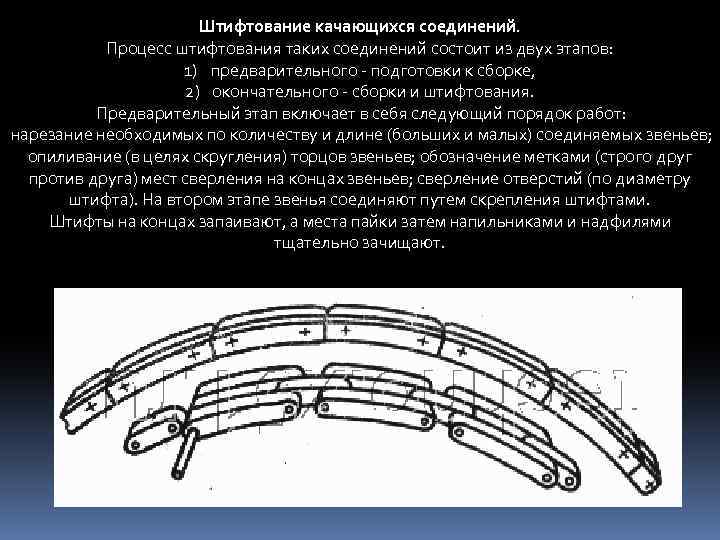
Штифтование качающихся соединений. Процесс штифтования таких соединений состоит из двух этапов: 1) предварительного — подготовки к сборке, 2) окончательного — сборки и штифтования. Предварительный этап включает в себя следующий порядок работ: нарезание необходимых по количеству и длине (больших и малых) соединяемых звеньев; опиливание (в целях скругления) торцов звеньев; обозначение метками (строго друг против друга) мест сверления на концах звеньев; сверление отверстий (по диаметру штифта). На втором этапе звенья соединяют путем скрепления штифтами. Штифты на концах запаивают, а места пайки затем напильниками и надфилями тщательно зачищают.

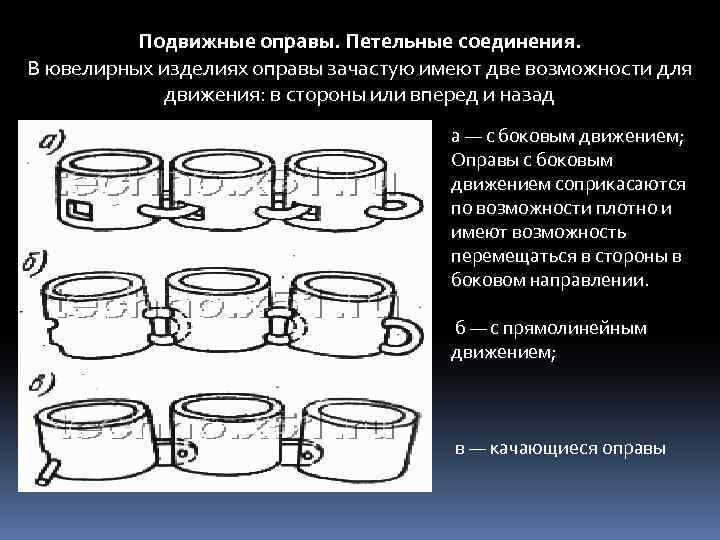
Подвижные оправы. Петельные соединения. В ювелирных изделиях оправы зачастую имеют две возможности для движения: в стороны или вперед и назад а — с боковым движением; Оправы с боковым движением соприкасаются по возможности плотно и имеют возможность перемещаться в стороны в боковом направлении. б — с прямолинейным движением; в — качающиеся оправы
Оправы с боковым движением должны иметь параллельные стороны. В соответствии с шириной соединительного ушка на нижнюю часть оправы наносят две риски. Между этими метками выпиливают два окошечка, оставляя между ними перегородку, за которую затем будет зацепляться соединительное ушко. Ушко с вырезанной 1/4 частью окружности просовывают через окошечки и припаивают его концы к следующей оправе таким образом, чтобы они находились точно перед перегородкой между выпиленными окошечками (рис. а). В оправах с возвратно-поступательным прямолинейным движением очень важно, чтобы расстояние между оправ оставалось по возможности небольшим.

Процесс их изготовления: В каждой оправе на противоположных сторонах, посередине, просверливают отверстие, а под ним на нижнем крае выпиливают полукруглую выемку. Ушками из круглой проволоки соединяют оправы, припаивая концы ушка к соседней царге (рис. б). Вместо круглой проволоки можно использовать и профильную, например полукруглую.
В этом случае верхнее отверстие должно быть полукруглым, а нижняя выемка — прямоугольной. Для соединения оправ между собой вместо ушек из проволоки можно применять плоские, вставляемые в пазы ушки (рис. в). При изготовлении и сборке этих оправ, называемых также качающимися, работу выполняют в следующем порядке.
Лобзиком и плоским надфилем в двух диаметрально противоположных местах оправы делают надрезы. Из полоски металла, сечение которой точно соответствует профилю надрезов, делают соединительное, полукруглое с одной стороны ушко, плоский конец которого запаивают в паз оправы, расположенный справа. Оправы соединяют затем попарно, просверливают отверстия в оправах и ушке, штифтуют, запаивают концы штифтов и зачищают.
Источник: present5.com
Ручное изготовление ювелирных изделий из благородных металлов и природных минералов
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Наши дополнительные сервисы и сайты:
![]()
г. С аратов
Химия для очистки ювелирки
Штифтование ювелирных изделий
Изготовление ряда ювелирных изделий предусматривает подвижное соединение отдельных звеньев (деталей) друг с другом. Процесс выполнения таких соединений осуществляется с помощью штифтов и называется штифтованием. По степени и виду подвижности штифтовые соединения разделяют на шарнирные4, петельные (контршарнирные) и качающиеся. Штифтование применяется при изготовлении браслетов, серег, цепочек, кулонов.
В ювелирном производстве подвижное соединение монтируемых частей требуется обеспечить и при изготовлении некоторых ювелирных инструментов, например плоскогубцев, ножниц. В этих случаях скрепление деталей друг с другом достигается посредством заклепки, а сам процесс соединения называется подвижной или свободной клепкой; клепка может быть также глухой.
При выполнении операции штифтования применяют уже известные инструменты и приспособления: молотки, ножницы, кусачки, напильники, надфили, лобзики, ювелирную дрель, бормашинку, ригель для навивки деталей часовых браслетов (фонариков, веревочек).
Подготовка штифтов. Штифты нарезают вручную (кусачками) из провальцованной проволоки, диаметр которой соответствует внутреннему диаметру шарнира или просверленного отверстия, но ни в коем случае не превышает его. Штифты нарезают длиной, равной общей ширине соединяемых звеньев, или при серийном выпуске изделий в строгом соответствии с эталоном (образцом). Штифты для штифтования шарнирных соединений с одного конца слегка (не остро) опиливают на конус.
Штифтование шарнирных соединений. Вначале производят сборку и припаивание частей шарнира. Требование при сборке одно: необходимо обеспечить как можно более плотное прилегание отдельных элементов друг к другу и в то же время дать им возможность свободно двигаться. Процесс сборки и припаива-ния можно осуществить двумя способами: припаиванием всех элементов шарнира одновременно к обеим частям изделия или раздельным их прииниванием сначала к одной части изделия, а затем к другой.
При первом способе (рис. 3.7, а) на месте соединения по всей длине выпиливают полукруглое углубление — желобок; элементы шарнира насаживают на стальной стержень (обязательно плотно один к другому), укладывают в желобок и через один припаивают остальные элементы. Стержень вынимают.
При втором способе (рис. 3.7,6), как и при первом, в месте соединения выпиливают желобок. Трубку для шарнира делят на части (требуемых количества и длины), после чего в местах деления разрезают, оставляя маленькие удерживающие перемычки. Шарнир укладывают в желобок и, как при первом способе, через один и с одной стороны припаивают к одной части изделия. Перемычки удаляют, неприпаянные части шарнира тщательно зачищают, подгоняют, насаживают на стальной стержень точно по промежуткам и припаивают (с одной стороны) к другой части изделия.
Шарнирное соединение таким образом подготовлено к штифгованию. Перед штифтованием отверстия шарнира обрабатывают дополнительно, причем дважды: сначала обе его готовые части (подвижную и неподвижную) проходят разверткой с небольшой конусностью, а затем разверткой чуть увеличивают диаметр трубок подвижной части шарнира с тем, чтобы штифт легко проворачивался в них. Штифт своей конусностью должен плотно входить в отверстие неподвижной части шарнира и прочно в ней заклиниваться (рис. 3.7, в).

Рис. 3.7. Штифтовка
После окончания сборки концы штифта расклепываются (до получения полусферической головки) с применением молотка, опорной плоской плиты, а в случае необходимости — плоского пуансона с углублением по форме головки штифта.
Штифтование петельных соединений. Такие соединения образуют путем помещения одной части шарнира (подвижной) внутрь другой (неподвижной). Роль штифта в этом случае играют подвижные части.
Их припаивают внутри неподвижного шарнира, который, в свою очередь, предварительно разрезают вдоль по осевой плоскости на две половинки, каждую из которых припаивают в выемки на торцах звеньев изделий (браслетов). Важно при этом соблюдать определенную последовательность пайки отдельных элементов соединения (рис. 3.7, г).
Штифтование качающихся соединений. Процесс штифтования таких соединений состоит из двух этапов: 1) предварительного — подготовки к сборке, 2) окончательного — сборки и штифтования.
Предварительный этап включает в себя следующий порядок работ: нарезание Необходимых по количеству и длине (больших и малых) соединяемых звеньев; опиливание (в целях скругления) торцов звеньев; обозначение метками (строго друг против друга) мест сверления на концах звеньев; сверление отверстий (по диаметру штифта). На втором этапе звенья соединяют путем скрепления штифтами (рис. 3.7, д). Штифты на концах запаивают, а места пайки затем напильниками и надфилями тщательно зачищают.
Практика ювелирного дела допускает выпуск ювелирных изделий с несколькими оправами, скрепленными между собой штифтами по типу качающихся соединений. Сборку и штифтование таких оправ производят в таком порядке: в оправах (в диаметрально противоположных местах) делают надрезы (пазы); из полоски металла по размеру и профилю пазов изготавливают соединительное ушко, один конец которого плоский, а другой полукруглый; плоскими концами ушки припаивают в пазы с правой стороны оправ; затем оправы собирают попарно, просверливают отверстия в оправах и ушках и скрепляют штифтами (рис. 3.7, е), концы штифтов запаивают, а места пайки тщательно зачищают.
для железнодорожного транспорта, сертифицированные ВНИИЖТ- «Фаворит К» и «Фаворит Щ», внутренняя и наружная замывка вагонов.
Источник: www.matrixplus.ru