Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Минуло полтора года с того момента, как мы начали продажи нашего модельного воскового состава для 3D печати восковых форм для литья из металлов. Поначалу было много сомнений, и у нас в том числе, в том, что этот материал вообще кому-то нужен. Были опасения, что значение совокупности его потребительских свойств лежит вне диапазона экономической целесообразности. Пришлось много экспериментировать, работать с литейными производствами по всей стране, общаться как с литейщиками, так и с конечными заказчиками отливок. Фактически, мы прошли полный путь внедрения нашей технологии в производство: от идеи, возникшей более 2 лет назад до работы с конечными заказчиками литья на коммерческой основе.
Несколько неожиданно для нас мы занялись не только производством Wax3D, но и печатью восковок под заказ, а на данный момент и полным циклом работы с клиентами. Это изначально не было нашей целью, но, как оказалось, можно долго и упорно что-то кому-то рассказывать и пояснять перспективы, однако все это пустое, когда нет реальных примеров коммерческого использования.
Ювелирное литьё. Часть 1: Работа с воском
А какое может быть коммерческое использование, если никто этим не занимается? В итоге получается замкнутый круг. Год выступлений на различных форумах, выставках и семинарах показал, что публика хоть как-то оживляется лишь к моменту появления на большом экране фотографий реальных восковок и, что самое главное, выполненных по ним отливок. И желательно, чтобы это были не безделушки.
Исходя из полученного понимания, родилось и решение: заняться этим самостоятельно. Ибо, как говорят в войсках дяди Васи: ‘Никто, кроме нас’!
Путь сложный, но, как оказалось, вполне коммерчески оправданный!
Вот уже около полугода очередь на печать воском у нас не становится меньше, несмотря на постоянный рост парка принтеров. В среднем, машинное время на печать из Wax3D расписано для всех машин на срок от 3 до 4 недель.
Теперь, перечитывая комментарии к первым своим статьям по печати воском, я не могу сдержать улыбки, — сколько было скепсиса и сомнений! Однако же: ‘Собака лает, — караван идет.’ — принцип на все времена.
На этом будем считать лирическое вступление законченным. Переходим к фактам и цифрам.
Изначально хотел дать в этом разделе подробную информацию с цифрами, формулами расчета себестоимости и костэффективности, но понял, что это будет выходить за рамки подобной статьи, и никто все равно не прочитает. Потому не стал тратить ни свое, ни ваше время. Все коротко и ёмко.
1. Для каких изделий подходят восковки из Wax3D?
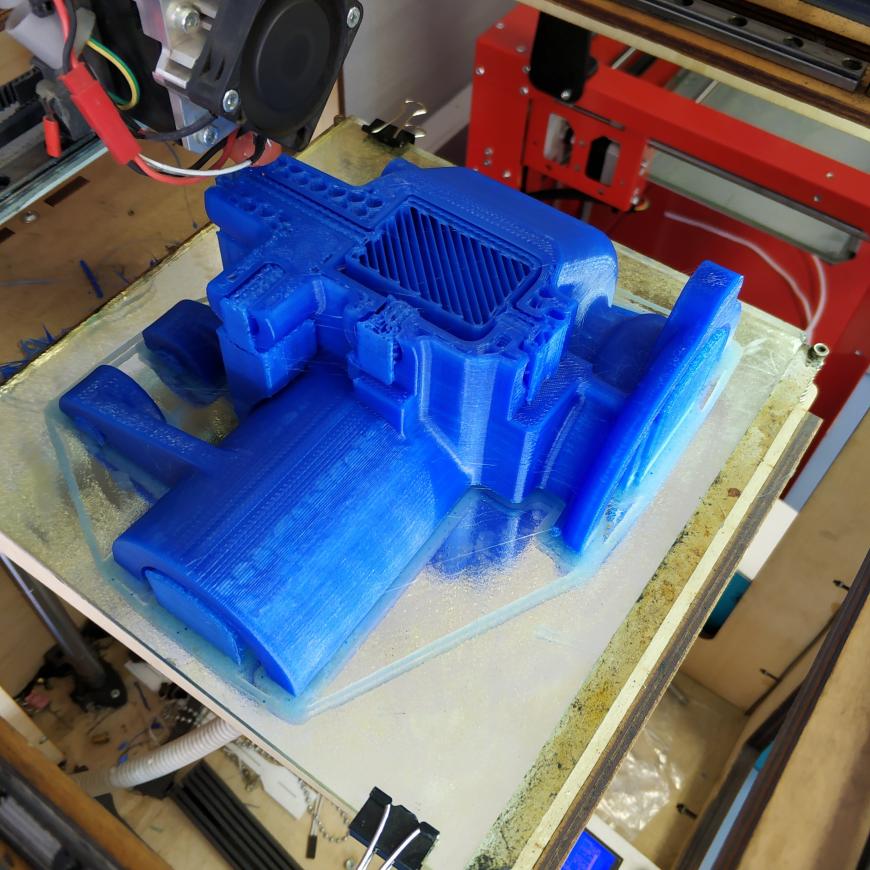
Для любых изделий, детализация которых не превышает возможности FDM 3D печати. То есть, это не ювелирные изделия, а скорее литье достаточно крупных деталей технического назначения.
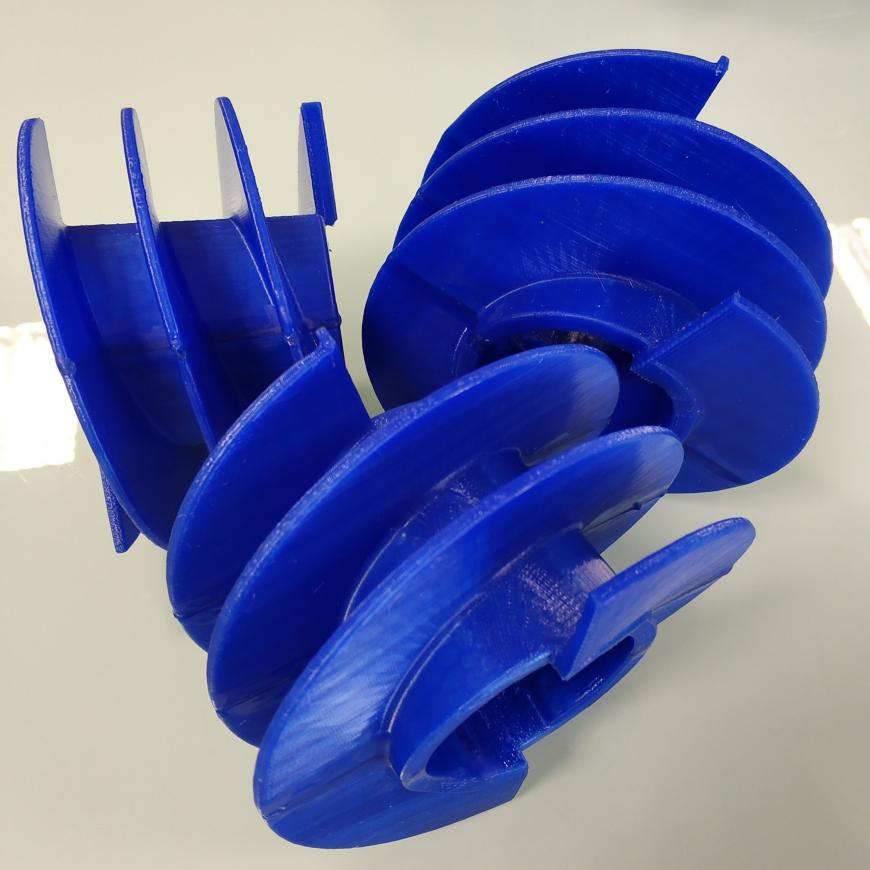
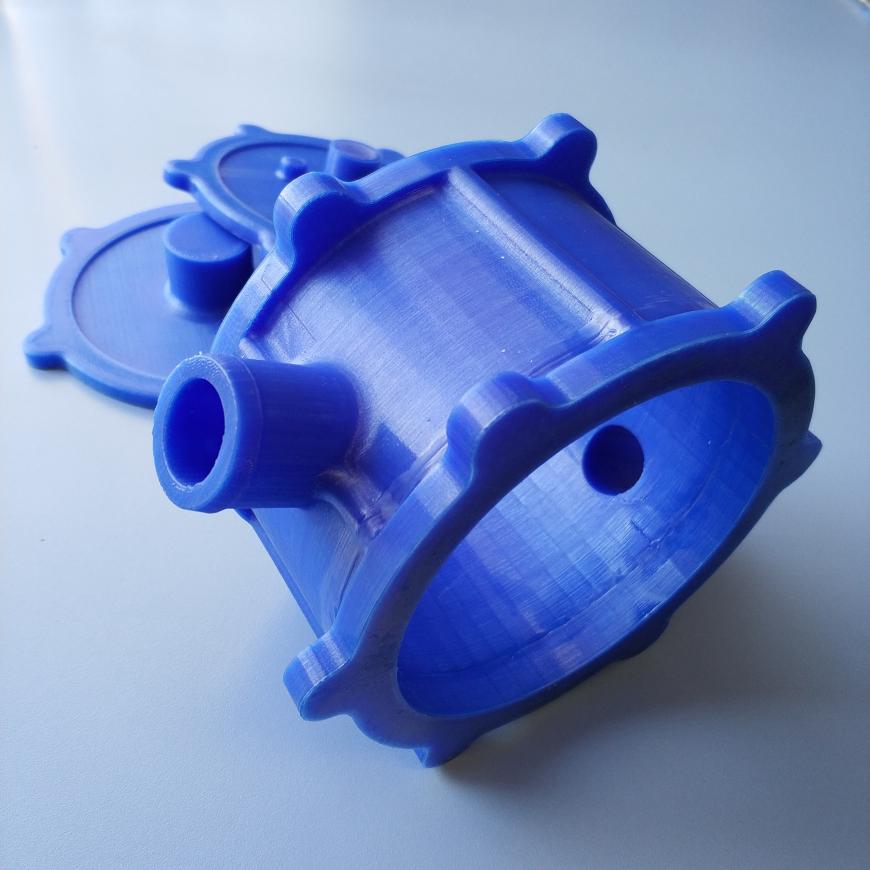
На фото примеры того, что мы делали в последнее время:
Работа с модельным воском. С чего начать?! Изготовление обручальных колец.

Скрупулезное ОТК ))

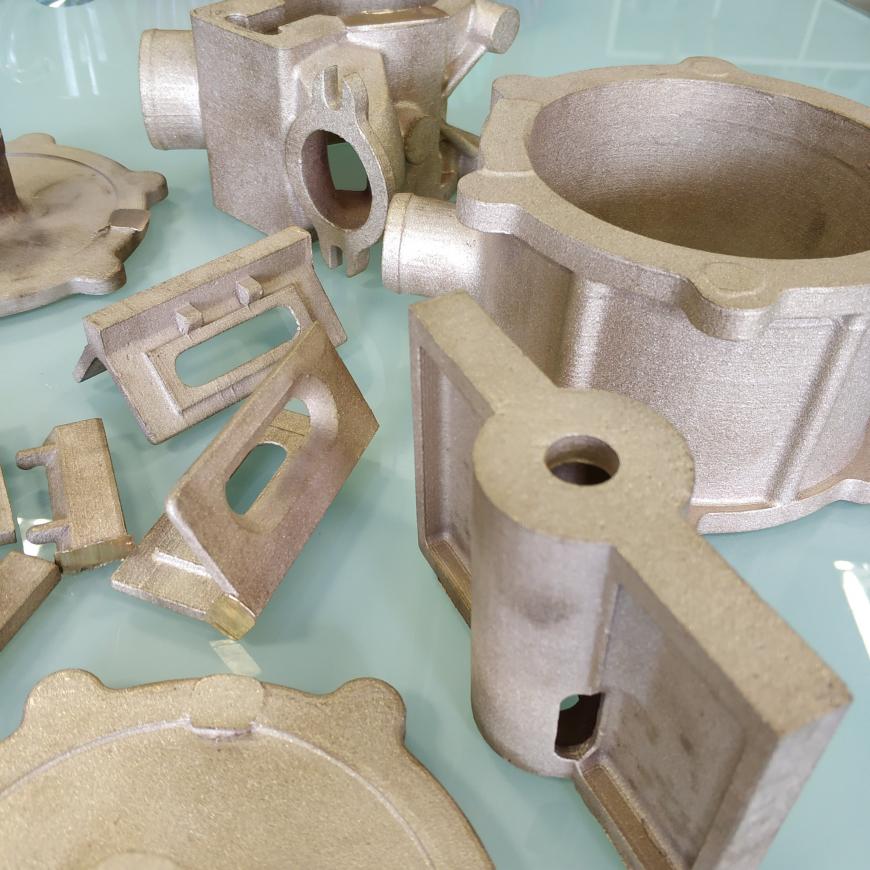
Отливка из бронзы по распечатанной восковке





2. Для каких тиражей подходит технология?
От единичного изделия до тиража из десятков восковок. С ростом тиража себестоимость конечного изделия падает незначительно.
Приведем простой пример, бывший у нас в работе:
Нам заказали печать партии восковок для пробной отливки из нержавеющей стали. Было отпечатано по 4-12 экземпляров каждой единицы изделий. Стоимость одной восковки составила от 500 до 1500р. То есть среднюю цену восковки можно принять за 1000р.
Для пробного тиража эта цена более чем оправдана, так как стоимость изготовления оснастки для литья воска для одной восковой формы в данном случае составляет в среднем 150.000р Впоследствии, после всех утверждений и полевых испытаний для каждого изделия была изготовлена своя оснастка для литья восковок. Это было оправдано, так как тираж каждой отливки впоследствии составил порядка 5000 экземпляров и цена оснастки прибавила к цене конечного изделия лишь 3-5р. Не сложно прикинуть, что партия в 150 отливок находится на границе целесообразности изготовления оснастки. Для меньших партий целесообразно использование 3D печати восковок из Wax3D.

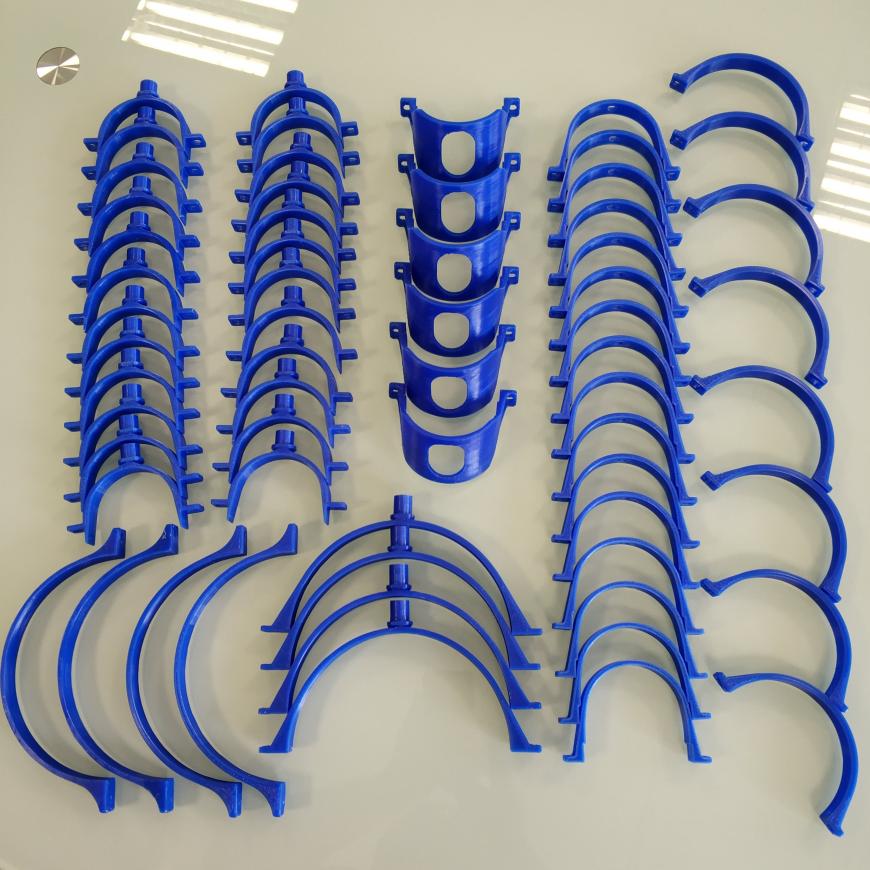
Скобы, скобы. Целая туча скоб!

А вот скобы уже из стали. Не зря старались!
3. Экономическая целесообразность. Насколько печать из Wax3D с последующим литьем выгоднее других технологий получения металлических изделий?
Если коротко, весь цикл изготовления отливки в среднем в 10-12 раз дешевле чем фрезеровка и в 8-9 раз дешевле 3D-печати металлом.
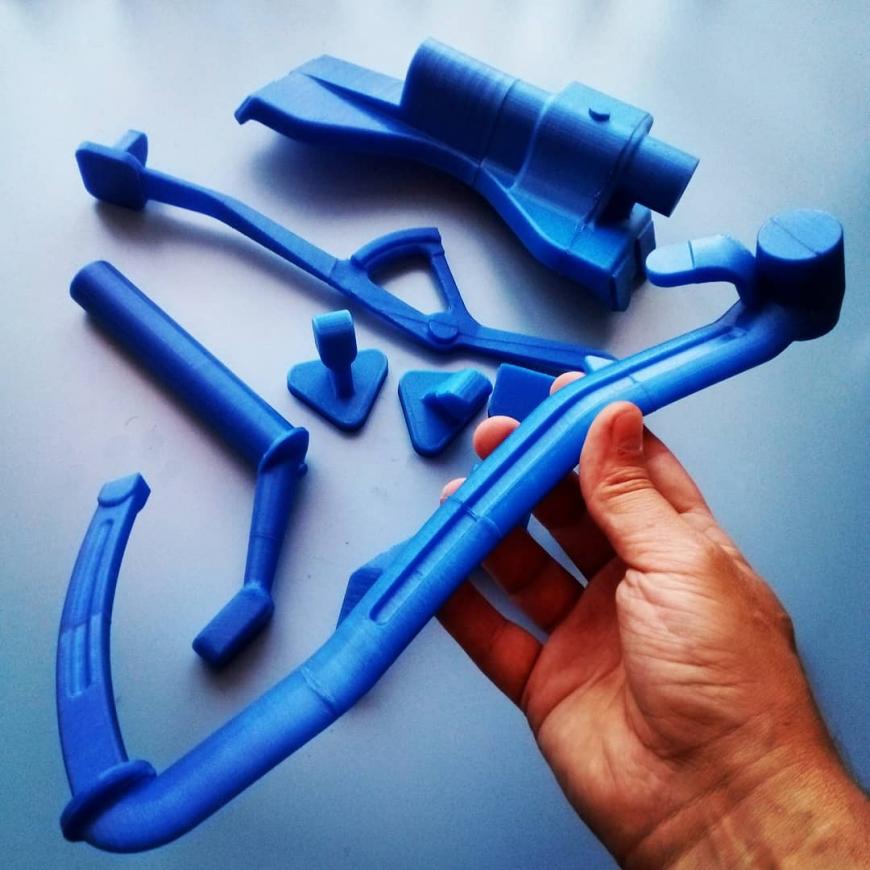
Приведем в пример один из выполненных заказов на литье из стали СТ45. Педальный узел древнего механизма, пожелавшего остаться неизвестным. Печать металлом клиенту посчитали в районе 500.000р. Печать же восковок + литье обошлось ему приблизительно в 60.000р.

4. Можно ведь напечатать все из PLA, выжечь и отлить?
Можно. Выжигайте. Отливайте! 🙂 Как-то раз теперь уже наш постоянный клиент попросил напечатать ему для пробы одну форму из PLA для последующего выжигания. Конечно мы пошли ему навстречу и сделали все, как он просил. Когда он в следующий раз заказывал у нас восковки, то даже не вспомнил про PLA.
Что случилось, — спросил я его?
В ходе выжигания корка формы лопнула и отливка была безнадежно испорчена. Поверхность же ее была далека от идеала — присутствовали каверны и непроливы. Во всем виновата достаточно высокая зольность, но самое главное — повышенное газообразование в ходе выжигания. И никакого средства победить этот метеоризм, не меняя технологию и состав формовочной смеси, нет.
Печать из PLA стоит приблизительно столько же, сколько из Wax3D, но нет уверенности в результате. Цена же ошибки довольно высока. Именно потому для нас вопрос с выжигаемыми полимерами закрыт раз и навсегда.
5. Каков технологический процесс работы с восковками из Wax3D? Что нужно поменять в технологии литья, чтобы работать с такими восковками?
Если литейное производство оборудовано бойлерклавом для вытапливания восковок из классических модельных восковых составов, то менять ничего не потребуется.
Литники и выпоры приклеиваются к восковке из Wax3D так же хорошо, как и к моделям из восковых составов.
Формование корки происходит так же легко и по той же технологии.
Хорошим плюсом, который оценили литейщики, является и довольно высокая прочность и гибкость наших восковок. В отличие от восковок выполненных из модельных восков, наши распечатки из Wax3D можно уронить больше одного раза 🙂





6. Для кого НЕ подойдут восковки из Wax3D?
Для литейных производств не оборудованных бойлерклавом, а использующих открытые ванны с горячей водой для вытапливания восковых моделей из корки. Температура плавления Wax3D составляет 96С +-3с. Температуры кипящей воды недостаточно для приведения распечатки в состояние высокотекучего расплава. Требуемая температура для этого составляет 120-150с, и она с легкостью достигается в бойлерклаве.
7. Есть ли какие-то хитрости печати из Wax3D?
Wax3D очень необычный по своим свойствам материал для 3D печати. Пруток довольно нежен, гибок, легко рвется, размягчается при температурах выше 45С и плавится при 96С.
Печать этим материалом возможна в довольно узком диапазоне температур: от 110 до 135с. Ниже этих температур он плохо склеивается по слоям, выше этого диапазона он склонен к оплыванию и образованию артефактов на поверхности.
Стол для первого слоя должен быть выставлен на температуру 100-110с, для остальных слоев он должен быть отключен!
Казалось бы, ничего необычного? Однако, есть 4 наиболее часто встречающихся преграды на пути воскопечатника 🙂
а. Далеко не каждый принтер из коробки будет печатать на температурах ниже 170с. Эти особенности прошивки конечно можно исправить или обойти. Информация о том, как это сделать есть на нашем сайте в описании воска.
б. Перефразируя доктора Хауса из одноименного сериала скажу: ‘Все принтеры врут!’ — врут безбожно, без стеснения и зазрения совести! Может потому, что ни верой ни моралью они не обременены, но скорее всего потому, что на всех на них стоят разные датчики температуры, которые по-разному откалиброваны, или не откалиброваны вовсе! На температурах хотэнда в районе 100с разброс реальных показателей может достигать 10-15с, но встречаются и уникумы.
То же, и даже в бОльшей степени касается температуры стола. И если ваш принтер бодро рапортует вам о том, что стол нагрет до 100с, то его реальная температура может лежать в диапазоне от 60 до 90с.
Поэтому отдельно отмечу, что я имею в виду именно градусы мистера Цельсия, а не попугаев и ‘попугайсие крылышки’ некого сферического принтера в вакууме. Калиброванная термопара — обязательный инструмент любого 3Д печатника!
в. Некоторые слайсеры, например слайсеры Polygon от компании Picaso по непонятной причине не умеют работать со столом принтера и менять его температуру в ходе печати. Вручную же поменять температуру стола во время печати на принтерах Picaso невозможно. Схожих сложностей на остальных принтерах я не встречал. Обойти и решить это все конечно можно, но как — тут лучше спросить у Picaso3D.
г. Некоторые модели принтеров устроены таким образом, что умеют печатать лишь весьма ограниченным набором полимеров. И виной тому чаще всего устройство головы конструктора принтера. Мы рекомендуем нашим клиентам наличие тефлоновой трубки внутри термобарьера, идущей до самого сопла, а также обязательно наличие хорошего охлаждения термобарьера.
Если термобарьер плохо охлаждается или греется сам механизм протяжки филамента — стабильной печати не ждите. Тут я не буду тыкать пальцем ни в одного производителя — каждый сам знает своих героев 🙂 Также необходима прямая подача филамента в экструдер без длинных тефлоновых трубок с несколькими перегибами. И, конечно, НЕ подача типа ‘боуден’.
Наш выбор — фанерные трудяги с подачей директ и печатной головой Titan Aero.
Буду ли я убеждать вас в необходимости освоить этот материал? В том, чтобы вы, как и мы, занялись печатью восковок по цене в 50 раз дешевле печати на Solidscape? В том, что рынок для такой услуги не насыщен и практически лишен предложений? Нет конечно! Зачем нам конкуренты? Печатайте лучше гномиков — их так всем не хватает. 😀
Со всеми нашими материалами и работами можно будет ознакомиться на фестивале 3D-печати 3Dtoday Fest в ноябре. Не пропустите — https://fest.3dtoday.ru
С уважением к инженерам и мечтателям!
Источник: 3dtoday.ru
Этап 3 — создание восковых 3D-моделей ювелирных изделий
Восковую модель можно смело назвать «сердцем» ювелирного производства, так как она является звеном между идеей и ее воплощением. Благодаря современному и точному оборудованию, технология литья ювелирных украшений по модели из воска – это неотъемлемая часть производства, и для выплавки очень сложных украшений без восковок просто не обойтись.
Восковая модель, или восковка, применима не только к тиражированным изделиям, но и к эксклюзивным. Для изготовления «искусственных» моделей применяется не совсем обыкновенный воск, и обладает он целым рядом свойств, таких как прочность, легкость плавления и сгорание без остатка.
Еще совсем недавно восковки вырезались ювелирами вручную, несмотря на излишне трудоемкий процесс и низкую эффективность такого занятия. При этом, получение точной копии изделия было практически невыполнимой задачей. Сегодня многие ювелиры и ювелирные компании пользуются исключительно высокоточными фрезерными станками или принтерами для трехмерной печати.
Фрезерование восковок
Фрезерный станок можно сравнить со скульптором. Подобно первому, который использует для создания скульптуры из различных материалов долото и молот, фрезерный станок выполняет эту работу при помощи сверл и различных устройств. Обычно ювелиры выбирают 1 из 3 станков для изготовления украшений, отличающихся друг от друга количеством осей, которые они могут обрабатывать.
Самый простой станок – трехосный. Его приспособления могут выполнять работу по трем осям – вперед-назад, налево-направо и вверх-вниз. Он идеально справляется при изготовлении восковых моделей подвесок и разнообразных матриц штамповки. Но для изготовления колец такой станок не подойдет – здесь требуется уже четырехосный вариант.
Помимо трех основных направлений, четырехосный станок может вращать заготовку из воска при резке. Хоть такой станок стоит на порядок дороже, он отвечает всем требованиям ювелирного производства. Существует еще пятиосный фрезерный станок, однако он используется значительно реже из-за своей «космической» стоимости.
Плюсами изготовления восковки на фрезерных станках является низкая стоимость и низкая температура при работе. Однако он не лишен минусов. Он не может вырезать по нескольким шаблонам одновременно и бывает, что не режет так глубоко, как указано на эскизе, и тогда все в руках оператора – он будет дорезать вручную.
Трехмерная печать
Если по каким-либо причинам фрезерный станок не может справиться с изготовлением восковой модели, то прибегают к помощи трехмерной печати. Как можно легко догадаться, принтер изготавливает уже готовые к отливке модели из воска. Более правильное название процесса работы – стереолитография. В сравнении с фрезерными станками, эта технология очень молодая, но вместе с тем, за последнее время стала более доступной и намного совершенней.
Относительно недавно прототипирование (изготовление восковой модели) испытывало проблемы с разрешением. Как правило, украшения куда изящней выглядят, чем скажем, модель автомобиля, или какой-нибудь производственный товар широкого потребления. Но эту проблему удалось решить при помощи комбинированных смол и воска, который обеспечивает прототипу ювелирного украшения очень гладкие и плавные линии.
Не стоит забывать о возможностях изготовления модели из воска практически любых размеров и сложности, даже там, где не справляется станок. Благодаря компьютерным программам можно создать практически любую графическую модель, а затем ее распечатать. Обычно максимально допустимое расхождение в размерах бывает в несколько микрон, то есть, незаметное для человеческого глаза.
Источник: uvelirmoscow.ru
Восковки
