Тел. Отдела +79257033096
| золото | серебро | бижутерия | очки |
| 300р | 250р | 400р | 400р |
Ювелирный Дом «Золото и Стиль» оснащен оборудованием для выполнения сложных, высокотехнологичных операций: ювелирной лазерной пайки, лазерной гравировки, изготовления пресс форм для литья. Выполняем сложные заказы по ремонту и изготовлению ювелирных украшений.
Преимущества ювелирной лазерной пайки

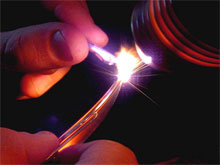
Лазерная пайка ювелирных изделий в Москве появилась сравнительно недавно, ее внедрение связано с появлением на рынке высокотехнологичного оборудования. Для ювелирной пайки применяется твердотельный лазер, когерентное излучение в котором формируется в кристалле алюмоиттриевого граната. Этот вид лазера излучает свет, хорошо поглощаемый драгоценными металлами.
Как Вас могут обмануть в ювелирной мастерской. Все способы развода. #ювелир #развод #обман
Ювелирная лазерная пайка – это использование энергии света, сконцентрированной в тонком сфокусированном луче, который мгновенно нагревает и плавит металл в микроскопической области. В отличие от обычной пайки, ювелирное изделие не нагревается, не подвергается риску деформации. Лазерная пайка позволяет ремонтировать украшения с бриллиантами и другими драгоценными камнями, при этом нет риска их перегрева.
Технологию лазерной пайки правильнее назвать сваркой, поскольку соединение частей выполняется при расплавлении их поверхностного слоя. Иногда при лазерной пайке используется припой; это тонкая проволока из того же драгоценного металла, что и основное изделие. Припой наплавляют для ликвидации трещин, царапин, сколов, для фиксации фрагментов изделия.
Лазерная пайка золота высшей пробы
При ремонте дорогих украшений из чистого золота остро стоит вопрос: не будет ли понижена проба металла. Этот вопрос был актуален при использовании старых методов пайки, с использованием припоя. Ювелирная лазерная пайка позволяет обойтись без припоя, и состав изделия при обработке не меняется.
Соединение разных металлов
Лазерная пайка подходит для соединения металлов и сплавов, различающихся по химическому составу. На станках для лазерной пайки мы ремонтируем изящную бижутерию, застежки часов, ожерелий и другие миниатюрные металлические предметы. Технология пайки лазером хороша тем, что упрощает процесс соединения разнородных металлов, формируется надежный сварной шов.
Наши станки для лазерной пайки постоянно в работе; кроме ремонта ювелирных изделий, мы выполняем многочисленные заказы по качественному ремонту оправы очков.
КАК ПАЯТЬ ЗОЛОТО технология мастер класс от #AlexKash


Быстрое выполнение заказов на высокотехнологичном оборудовании
Обращение с лазерным станком требует мастерства и опыта, но зато работа по новой технологии выполняется быстрее, чем традиционными методами.
Большинство ремонтных работ с использованием лазерной пайки мы выполняем в присутствии заказчика. Это относится и к тем операциям, которые раньше представляли сложность, требовали подготовки и занимали много времени. Починка миниатюрного замка, закрепление камня, соединение разорванной золотой цепочки или сломанной оправы очков делаются быстро.
Хотите узнать о наших услугах подробнее? Звоните! Ювелирный Дом «Золото и Стиль» с удовольствием ответим на все ваши вопросы.
Источник: golden-capitals.ru
Лазерная пайка
Лазерная пайка ювелирных изделий любой сложности, в том числе с камнями, эмалью и гальваническими покрытиями.

Горячая пайка подходит для ремонта не всегда, так как при её использовании изделие прогревается целиком. Не все ювелирные изделия это выдерживают. Если на украшении родий, позолота, чернение или эмаль, то от высокой температуры с него полностью сойдет покрытие. Изумруд, рубин и сапфир при горячей пайке поблекнут.
Если на ювелирном изделии сложная гравировка — припой может растечься и испортить украшение. А на некоторых украшениях настолько мелкие повреждения, что их просто невозможно восстановить при помощи горячей пайки.
Когда для ремонта нельзя использовать горячую пайку — мы используем лазерную. Лазерный луч позволяет мастеру работать точечно с местом повреждения украшения. Также мы используем лазерную пайку, когда у поломанного ювелирного изделия хрупкие детали, чтобы не повредить их. После сварки лазером вы не заметите швов и неровностей. Ваше украшение будет как новое.
Цены
| МЕТАЛЛ ЮВЕЛИРНОГО ИЗДЕЛИЯ, НАЛИЧИЕ ВСТАВОК | СЕРЕБРО | ЗОЛОТО | БИЖУТЕРНЫЕ СПЛАВЫ | С КАМНЯМИ |
| Излома (колец, серьг, кулонов) | от 700 ₽ | от 850 ₽ | от 400 ₽ | от 1300 ₽ |
| Замка серег | от 700 ₽ | от 850 ₽ | от 400 ₽ | от 800 ₽ |
| Одного ушка (кольца, серьги, кулона) | от 700 ₽ | от 850 ₽ | от 400 ₽ | от 800 ₽ |
| Замка цепи | от 700 ₽ | от 850 ₽ | от 400 ₽ | — |
| Замка цепи (штифтового) | от 600 ₽ | от 850 ₽ | от 500 ₽ | — |
| Восстановление деформированного изделия | от 600 ₽ | от 850 ₽ | от 600 ₽ | от 1000 ₽ |
От чего зависит цена?
Цена зависит от сложности работ мастера. От рода и пробы металла изделия, наличия вставок, крепежей и гравировки. От размера поврежденной поверхности и количества припоя, который уйдет на сварку.
Лазер позволяет мастеру работать на расстоянии 0.1 мм от камня. Но при ремонте некоторых украшений есть вероятность, что лазерный луч отразится от металла на месте пайки и прожжет камень. Чтобы этого не произошло, мастер аккуратно раскрепит и вынет камень. Затем запаяет изделие, вернет камень на место и проверит все крепежи на прочность. Поэтому ремонт изделий с камнями может занять больше времени и стоить дороже.
Чем толще изделие — тем больше металла уходит на работу у мастера, чтобы его проварить. Соответственно, цена выше. Например, у мужских перстней обычно толстый ободок, чтобы заварить такой, ювелиру сделает больше швов и использует больше припоя.
Наши гарантии

Даем гарантию на изделие 1 год.
По окончанию ремонта у вас останется копия квитанции, которая и будет выступать гарантийным талоном.

Все ювелиры с высшим профильным образованием. Стаж работы мастеров от 8 до 40 лет

Каждое украшение или изделие перед тем, как вернуться к вам, проходит проверку.
Она гарантирует, что украшение после ремонта в нашей мастерской будет без дефектов и не сломается.
Сроки
Простую цепочку или кольцо, покрытые родием, мастер отремонтирует за 20 минут в вашем присутствии. Вы сразу можете надеть украшение. Если же ювелирное изделие сложное (с камнями, эмалью, гравировкой, сложным плетением) мастер сообщит срок изготовления. В среднем на ремонт при помощи лазерной пайки у нас уходит 30 минут.
Как заказать?
Позвоните нашему мастеру по телефону +7 812 982—88—78 или напишите в WhatsApp и Viber по номеру +79052228878 он проконсультирует вас именно по вашему изделию и сможет сделать предварительную оценку работ.
- Отзывы
- Фотографии наших работ
- Уменьшение колец
- Увеличение колец
- Пайка цепочек, браслетов и ложек
- Лазерная пайка
- Ремонт и замена замков
- Закрепка камней
- Родирование, золочение, серебрение
- Перевязка бус и браслетов
- Дополнительные услуги
Услуги
- Ремонт ювелирных украшений
- Изготовление ювелирных изделий на заказ
- Ремонт часов
- Гравёрные работы
- Подбор камней
Каталог украшений
Контакты
м. Комендантский проспект
Комендантская пл. д.1, Лит. А
ТРК «Атмосфера», -1 этаж
Без выходных,
с 10:00 до 19:00
Вся представленная на сайте информация, касающаяся технических характеристик, наличия на складе, стоимости товаров, носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ.

Плетение Кардинал
Есть в наличии и под заказ.
Оставьте свой телефон, менеджер свяжется с вами и уточнит детали.
Так же вы можете позвонить нам по номеру +7 (812) 982-88-78
Источник: jewelrymaster.ru

С завидной регулярностью у коллег возникают вопросы по ремонту покалеченых рам или небольшим доработкам, вроде установки бонок. Попробуем разобраться на популярном практическом уровне, не углубляясь в околонаучные дебри.
Сразу отбросим разного рода эпоксидные, полиэфирные и т.п. материалы — стеклопластик и «холодную сварку», как не вполне надёжные (или вполне ненадёжные), некошерные и не относящиеся к теме.
Для получения неразъёмных соединений в нашем случае существует две основных технологии : сварка и пайка твёрдым припоем.
Сварка
Смысл сварного соединения в том, что края сопрягаемых деталей прогреваются до температуры плавления (для стали это около 1500°С), туда же вводится присадочный материал, как правило, близкий к свариваемому, который тоже плавится. Всё это сплавляется воедино, и после остывания превращается в монолит.
Электродуговая сварка знакома нам, в основном, как ручная электродная (переменного или постоянного тока) и полуавтомат. Реже удаётся воспользоваться сваркой в среде инертного газа — как правило, аргона. Высокая температура получается за счёт горения электрической дуги. Тонкости для нас с вами не имеют большого значения, более важен результат.
Ручная дуговая сварка переменного тока (просто транформатор с проводами) — наиболее доступная, но и самая грубая из всех. Без навыка сложно получить качественный и красивый шов (особенно на мелких и тонких деталях), зона прогрева вокруг шва максимальная. Шов требует последующей механической обработки.

То же, постоянного тока (трансформатор дополнен выпрямителем) позволяет сделать шов более ровным, не таким «бурлящим». Применяя специальные электроды, можно сваривать нержавеющую сталь и другие металлы, недоступные сварке переменного тока.

Полуавтомат, как правило, работает на постоянном токе. Вместо подаваемого вручную электрода используется специальная проволока, которая подается электродвигателем. Отличается от ручной электродной сварки ещё тем, что вместо плавящейся обмазки на электроде (которую потом приходится удалять со шва), место сварки защищено от воздействия воздуха подающимся туда углекислым газом.
Шов получается более качественным и аккуратным. При известном навыке может даже не требовать зачистки. Зона прогрева свариваемых деталей несколько меньше, чем при ручной электродной сварке.
Сварка в среде инертного газа (аргона) отличается тем, что электрическая дуга получается от восльфрамового неплавящегося электрода, а плавящаяся присадка вводится в дугу отдельно. Это напоминает газовую сварку, только высокую температуру обеспечивает электрическая дуга, а не пламя. Место сварки защищено от атмосферы аргоном.
Шов получается максимально качественным и аккуратным. Зона прогрева свариваемого металла минимальна. Этот способ позволяет сваривать некоторые легированные а так же нержавеющую сталь (соответствующими присадками).

Газовая сварка. Края деталей и присадка плавятся при помощи горелки, работающей на смеси газа (пропан, ацетилен, МАФ- или МАРР-газ) с кислородом. Когда-то ограниченно применялась на некоторых велозаводах, но сейчас не рекомендуется даже для ремонта не очень нужных рам. Да и смысла нет — её с успехом заменяет пайка и электросварка.
Пайка твёрдыми припоями.
Твёрдыми припоями условно считают составы, температура плавления которых превышает 500°С. Т.е. пайка оловом (точнее, оловянно-свинцовым припоем, ПОС) сюда не относится. Да и прочность ПОС для наших целей, как правило, недостаточна. В отличие от сварки, при пайке сопрягаемые детали прогреваются до значительно меньшей температуры, чем их температура плавления, только до температуры плавления припоя.
Для нагрева обычно используют газовые горелки. Как правило, они работают на пропане. В качестве окислителя используется подсасываемый эжекцией атмосферный воздух (пропан-воздушная горелка) или кислород из баллона (пропан-кислородная). Для повышения температуры в зоне пайки применяют различные экраны-пламеотражатели, это снижает потребную мощность горелки.

Т.н. «дихлофосные» горелки для серьёзных работ не годятся. Их едва хватает, чтобы спаять мелкие детали, или сдуть с рамы бонку. И то, если бонка на серебряном припое. Причём нормально припаять назад эту бонку не удаётся из-за невозможности прогреть трубу рамы.

Пропановая шланговая горелка, в принципе, близка по мощности к «дихлофосной», только питается от баллона. Однако, если питать её МАФ — газом (МАРР — gas), то ею возможно с мучениями припаять дропы или мелкие бонки. К тонким трубам. Только серебром.

Газосварочный пост пропан-кислород позволяет выполнять любые паяльные работы по раме любыми припоями.
Припои
ПРИПОЙ НЕ ДОЛЖЕН СОДЕРЖАТЬ ФОСФОРА!
Не залезая в премудрости, назову целевые припои, которые нам с вами больше всего подходят, их температуру павления и применяемость.
Латунь Л62, 905°С , дорожные, складные и детские рамы.
Латунь Л68, 938°С , дорожные, складные и детские рамы.
Серебряный припой ПСР-10, 822-850°С , любые массовые рамы уровня до «Старт-Шоссе» включительно, мелкие детали любых рам с небольшой поверхностью для пайки, например бонки.
Серебряный припой ПСР-40, 590-610°С , любые рамы, в т. ч. спортивные высокого уровня, мелкие детали любых рам с небольшой поверхностью для пайки, например бонки, ответственные детали любых рам.
Импортные серебряные припои могут несколько отличаться от советских по составу, в этом случае ориентируемся по процентному содержанию серебра — на него указывает цифра в маркировке.
Серебряные припои дóроги, однако у них есть два важных преимущества перед латунями: значительно ниже температура плавления (что предохраняет металл от ряда неприятностей) и сам шов получается более прочным. Как видим, припои с незначительно отличающимися цифрами на маркировке имеют серьёзную разницу в температуре плавления — на это нужно обращать внимание и выбирать более легкоплавкий, по возможности. При пайке металл нужно нагревать только до той степени, когда припой плавится и свободно затекает в шов — не более. Ну и естественно, желательно чётко знать марку применяемого припоя — «хороший», «латунь», «с танкового завода вынесли» и т. д. — это не марки припоя. Ошибка может стоить дорого: латунь Л96, например, имееет температуру плавления 1070°С, а для некоторых даже недорогих рам (В-541, В-542) это уже совсем плохо.
Вообще, велосипеды типа «Турист» лучше паять припоем ПСР-10 (об этом ниже). Другие припои (например, медно-фосфорные) применять для велосипедов нежелательно — шов может потрескаться при остывании, получиться хрупким после и т. п.
Следует также помнить, что абсолютно безопасная для любой стали температура — до 768°С, дальше начинаются структурные изменения (правда, обратимые), причём при прогреве до температуры плавления, их поисходит несколько.
Мой гараж
Мастер спорта по езде за хлебушком на велосипеде.
Если не я построил велосипед — это не мой велосипед.
#2 Ответ от kisa 08-03-2017 14:40:35
Re: Сварка и пайка. Технологии изготовления и ремонта стальных рам
Рамы
Рассмотрим особенности сварки и пайки разных типов рам в зависимости от материалов, из которых они изготовлены. В любом случае, предпочтение следует отдавать пайке, как процессу минимально влияющему на свойства стали. Названия конкретных моделей даны для примера.
«Украина», «Салют» — дорожные и складные велосипеды. Их рамы полностью изготовлены из обычной углеродистой стали, обычно Ст10-Ст20. Собраны на пайке латунью с ограниченым применением электросварки (дорожная «Десна» ЖВЗ, усиление узлов складных велосипедов, мостики на электроконтактной сварке ).
Совершенно свободно поддаются электросварке — нужно помнить только, что трубы имеют толщину стенок около 1 мм, поэтому желательно выбирать электроды потоньше (лучше пользоваться полуавтоматом) и ток, соответственно, поменьше. Несущая труба рамы складных велосипедов («хребет») отличается внушительной толщиной стенки, так что при сварочных работах с ней можно быть смелее.
Для пайки таких рам хорошо применять латунь. Серебряные припои в этом случае неоправдано дóроги.
«Старт-Шоссе», «спецзаказ» — спортивные велосипеды. Трубы этих рам изготовлены из легированых сталей: «спецзаказ» из стали 30ХМА (хром-молибденовая, «хромоль») * , «Старт-Шоссе» — из стали 30ХГСА («хромансиль» — предположительно, достоверно неизвестно). Трубы отдельных рам «спецзаказ» импортные, но сталь их подобна отечественной 30ХМА.
Узлы рам, дропауты, коронка вилки и бонки выполнены из обычной углеродистой стали Ст10-Ст30Л. Рама «Старт-Шоссе» собрана на серебряном припое ПСР-10, «спецзаказ» — на ПСР-40. Вилки собираются пайкой латунью.
Если перегреть легированую сталь (а при порядке температур пайки и сварки роль играет каждый десяток градусов), из неё выгорают легирующие присадки, и свойства её в этом месте локально становятся хуже, чем у пресловутого «водопровода». Поэтому очевидно, что при ремонте и дооборудовании такой рамы нужно применять припой «не хуже» заводского.
Категорически нельзя допускать электросварку труб спортивной рамы! Даже пайка ПСР-10 или, тем более, латунью вместо ПСР-40 на раме «спецзаказ» может оказаться фатальной. И гораздо более бюджетную раму «Туриста» можно загубить, казалось бы, незначительным перегревом. Грустный пример ниже.
Узлы рамы электросварку переносят спокойно, но нужно помнить, что под ними — припой, на котором держатся трубы. Если уж совсем нет возможности припаять бонки для вывода манеток на руль, и нет желания устанавливать хомут с ними, лучше приварить их (желательно полуавтоматом) к нижнему стакану рулевой колонки, но ни в коем случае не к трубе! Кстати, на многих зарубежных кастом-велосипедах бонки припаяны именно к стакану.
В ответственных местах (и вообще при ремонте) рамы «Старт-Шоссе», по возможности, стóит применять ПСР-40 — кроме выгодной температуры плавления он имеет более высокую прочность.
«Турист», «Спутник» — туристические, легкодорожные велосипеды. Вопрос с маркой стали, из которых их строили, неясен, так что автору придётся просто сослаться на свой практический опыт.
Однако сразу отмечу, что к большинству таких рам применимы те же рекомендации, что и к дорожным рамам.
На туристической раме В-542 (или В-541) «Спорт», предположительно начала 1970-х гг потребовалось изменить проводку тросов. Были выточены бонки и приглашены квалифицированные сварщики. Бонки паялись латунью неизвестной марки.
По-видимому, рабочая температура пайки оказалась слишком высокой для труб рамы (что косвенно может указывать на легированную сталь), и в самом нагруженом месте — на наклонной трубе около каретки — это не замедлило сказаться через несколько месяцев эксплуатации. Недалеко от бонки, по границе перегретой зоны, образовалась тонкая V-образная трещина. Вела она себя крайне странно — по мере расширения трещины, уголок поднимался, отходя от остальной трубы. На следующий год трещина «перечеркнула» половину сечения трубы. Несмотря на редкую и аккуратную езду, однажды рама развалилась.

Неизвестно, из чего сделаны более поздние туристические рамы, но те, что построены примерно до 1980 г , нужно только паять, и желательно серебром — достаточно ПСР-10. Да и поведение такой рамы ближе к «Старт-Шоссе», нежели к «Украине», и явно не только в геометрии здесь дело — ещё одно подтверждение тому, что она не из обычной стали. Впрочем, такие подозрения вызывает крайне малая часть рам Туристов и Спутников, причём выпущенных в конце 60-х — начале 70-х годов.
Подавляющее число рам таких велосипедов сварку переносит вполне безболезненно.
_______________________________
* По словам Р.И. Воронцова выходит, что большинство (если не все) «спецзаказов» строились из той же стали 30 ХГСА, а про 30 ХМА известно только из книги.
Мой гараж
Мастер спорта по езде за хлебушком на велосипеде.
Если не я построил велосипед — это не мой велосипед.
Источник: krokovod.org