Руководство золотых и серебрянных дел мастерства
Файлы в формате PDF, DJVU, DOC и тому подобные, предназначенные для скачивания.
Сообщений: 1 • Страница 1 из 1
Автор темы
Руководство золотых и серебрянных дел мастерства
Сообщение #1 KimIV » 27 ноя 2015, 23:53
Составил Нижегородский Губернский пробирер, Горный инженер А.И.Андрющенко.
Нижний Новгород. Типография Губернского правления, 1904.
I. Специальная часть.
Сплавы золота и серебра и способы выделки золотых и серебряных изделий
Первая глава
Золото
Серебро
Сплавы золота
Сплавы серебра
Вторая глава
Расчет лигировки
Третья глава
Проба золотых сплавов на камне
Проба серебряных сплавов на камне
Четвертая глава
Плавка металлов
Плавка золота и его сплавов
Переплавка
Плавка для лигировки
Плавка серебра и его сплавов
Плавка опилок
Очистительная плавка
Плавка с селитрой
Плавка со свинцом
ЮВЕЛИРНОЕ ЛИТЬЕ В ДОМАШНИХ УСЛОВИЯХ. Все что нужно знать, чтобы начать!
Плавка с антимонией (сернистой сурьмой)
Пятая глава
Отливка золота и серебра
Отливка в изложницы
Отливка в песчаные формы
Отливка в осса-сепии
Отливка с натуральных предметов (без модели)
Отливка мелких шариков
Шестая глава
Ковка золота и серебра
Седьмая глава
Приготовление блях и полос
Выгибание полос с помощью вальцов
Выгибание полос с помощью секенцугов
Восьмая глава
Приготовление проволоки
Девятая глава
Приготовление трубочек
Десятая глава
Выделка изделий с помощью молотка и наковальни
Молотки
Наковальни
Одиннадцатая глава
Штампование
Штампование вручную
Штампование при помощи шлягверков
Штампование с помощью фальверков
Штампование с помощью прессов
Двенадцатая глава
Чеканка
Тринадцатая глава
Обтачивание, рендерирование и выдавливание изделий на токарном станке
Обтачивание изделий (токарный станок и инструменты)
Рендерирование изделий
Выдавливание изделий
Четырнадцатая глава
Гравирование режущими инструментами
Инструменты
Гравирование вытравливанием
Пятнадцатая глава
Пробивание отверстий (просечка) в бляхах и полосах
Шестнадцатая глава
Инструменты для разрезания металла
Семнадцатая глава
Разные инструменты
Главнейшие виды закрепки камней
Первая глава
Общие понятия и правила
Вторая глава
Состав припоев
Плавка припоев
Третья глава
Приборы и инструменты,применяемые при паянии
Четвертая глава
Работа спайки твердыми припоями
Паяние мягкими припоями
Распаивание
III. Способы отделки золотых и серебряных изделий.
Первая глава
Отбеливание золотых и серебряных изделий
Вторая глава
Открашивание золотых изделий
Третья глава
Матировка золотых и серебряных изделий
Четвертая глава
Шлифование
Пятая глава
Как Делают Самые Дорогие Слитки Золота в Мире
Полирование
Шестая глава
Эмалирование
Седьмая глава
Наложение на серебряные изделия черни
Оксидирование серебряных изделий
Придание изделиям старинного вида
Восьмая глава
Чистка золотых и серебряных изделий
IV. Золочение и серебрение изделий.
Первая глава
Способы золочения и серебрения
Подготовка изделий к серебрению и золочению
Вторая глава
Золочение и серебрение натиранием
Золочение и серебрение погружением
Золочение и серебрение через огонь
Третья глава
Гальваническое серебрение и золочение
Четвертая глава
Золочение и серебрение пузырями
Пятая глава
Окрашивание изделий в радужные цвета(иризировка)
Инкрустирование
V. Извлечение золота и серебра из разных побочных продуктов.
Первая глава
Обработка соров
Обработка шлифов и шламов
Вторая глава
Извлечение золота и серебра из ванн
Извлечение золота и серебра из старых предметов
Третья глава
Разделение слитков
Приложения.
Металлы
Щелочи
Кислоты
Углекислые соли
Сернокислые соли
Азотнокислые соли
Хлористые соли
Хлорные соли
Цианистые соли
Бура
Понятие об удельном весе
Промывание осадков
Понятие о растворах
Китты
Дополнения
PS. Текстовое содержимое книги, а также отдельный архив с рисунками, взяты здесь . Моё участие состоит в том, что выделил абзацы (красная строка) и раскидал по тексту картинки для удобства чтения, ну и собрал это всё в один файл.
Источник: chipgu.ru
Процесс литья металлов.
Литьем из сплавов, металлов широко пользуются в зубопротезной технике. Методом литья в настоящее время получают металлические зубы для мостовидных протезов, бюгельные протезы, полукоронки, вкладки, кламмеры различной конструкции, каркасы металлических зубов для комбинированных протезов, шины и т. д.
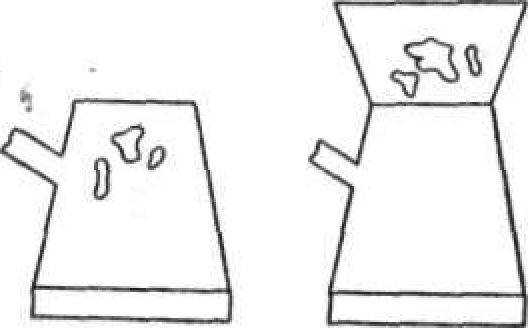
Рис. 47. Слева — отливка с усадочными раковинами в ее верхней части. Справа — отливка с избытком металла, в который переместились усадочные раковины.

Рис. 48, Расположение и ширина литниковых каналов.
а — при лнтье коронок; б — при литье тел мостоввдного протеза.
Для получения качественной литой детали протеза необходимо тщательно выполнить все этапы, связанные с подготовкой литья, и правильно провести сам процесс литья.
Процессу литья деталей протезов предшествует моделировка образца детали из воска, изготовление и установка литниковой системы, покрытие восковой модели облицовочным огнеупорным слоем, формовка детали в кювету для литья, выплавление из кюветы воска, сушка формы, плавление и заливка в кювету металла.
Моделировка восковой модели для литья. Для получения литой детали протеза прежде всего необходимо изготовить восковую модель. Для изготовления восковой модели применяется специальный тугоплавкий моделировочный воск, окрашенный в голубой цвет, а также базисный воск.
Моделировка детали протеза (зубов, бюгеля, кламмера, полукоронки) производится на гипсовых или комбинированных моделях, полученных по слепкам или оттискам у больного, нуждающегося в протезировании.
При изготовлении промежуточной части мостовидного протеза между металлическим`!! коронками на модели в область дефекта укладывают валик моделировочного воска, размечают его на части в зависимости от количества отсутствующих зубов, производят гравировку каждого зуба с учетом анатомической формы и отношения к антагонистам.
При изготовлении литого бюгеля вначале на модели очерчивают границы формы, а затем по контурам моделируют из воска бюгель.
При изготовлении вкладок восковая модель может быть получена непосредственно в полости рта или также на модели. После моделировки восковую деталь снимают с модели, склеивают с литником и укрепляют на подставке с конусом для покрытия огнеупорной массой и формовки в металлическую кювету (опоку) (рис. 49).
Изготовление и установка литниковой системы. Литники изготовляют из воска с помощью специального металлического шприца с винтовым поршнем. Шприц имеет канюли различного диаметра, он называется аппаратом для получения восковой нити (рис. 50).
В аппарат закладывают воск, корпус подогревают над пламенем спиртовки для размяг-* чения воска и винтовым поршнем через канюлю воск выдавливают в виде тонких стержней.
Литник можно изготовить из проволоки толщиной 2—2,5 мм в виде штифтов. Если отливается крупная деталь, количество литников на восковую модель устанавливают с расчетом равномерной разливки металла в форме.
При изготовлении литниковой системы следует учитывать возможность образования усадочных раковин в детали протеза. Как описывалось выше, избежать усадочных раковин.
можно путем создания дополнительного «депо» жидкого металла в воронкообразном расширении формы.
Для создания «депо» металла в литниковом канале на литнике, который подводят и склеивают с деталью протеза в виде штифта, делают шарообразное утолщение (муфта) из воска диаметром в 2—2,5 раза больше, чем диаметр литника. За счет такой конструкции литниковой системы после выплавки

Рис. 49. Общий вид заготовки.
перед литьем. / — восковая модель зубов; 2 — литник; 3 — подставка с конусом; 4 — металлическая опока.
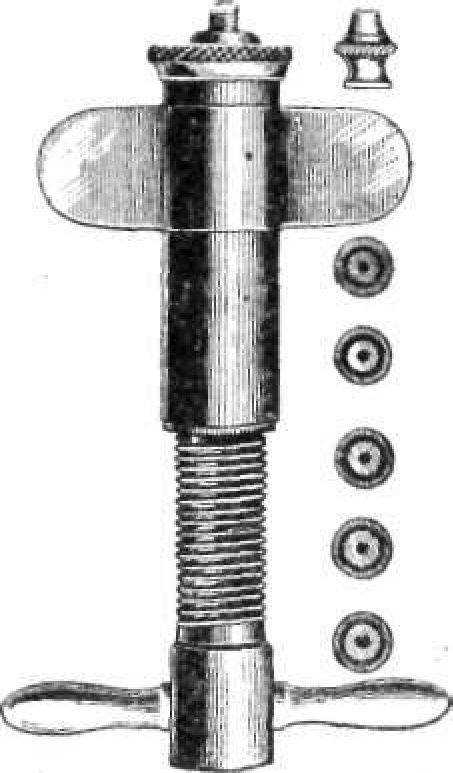
Рис. 50. Аппарат для получения восковой нити.
воска из кюветы и литья металла в образовавшееся расширение литникового канала затекает жидкий металл, предотвращающий образование усадочных раковин в детали протеза (см. рис. 48).
При изготовлении литниковой системы необходимо правильно располагать литники по отношению к детали протеза, чтобы меньше было крутых изгибов, тогда жидкий металл лучше затекает в форму. Если отливают одновременно несколько деталей, то литниковую систему, формируют в виде «елочки». От более толстого основного штифта диаметром 3—4 мм отходят более тонкие штифты диаметром 1,5—2 мм, с которыми соединена деталь протеза (рис. 51).
Формовка. Вторым этапом подготовки к литью является создание огнеупорного покрытия восковой модели и формовка.
Для формовки деталей протеза применяют металлическую кювету-опоку, представляющую собой толстостенное кольцо. Диаметр кольца зависит от величины отливаемой детали.
Восковую модель, предварительно покрытую огнеупорной «рубашкой», литниками укрепляют на конусе, накидывают кювету и через верхнюю открытую часть кюветы заливают упаковочную, формовочную массу (см. рис. 49).
При литье деталей из золотого и платинового сплава формовочная масса состоит из 2 частей гипса и одной части шамотной глины или пемзы или тонкого речного песка. Такая формовочная масса обладает хорошей связью, при нагревании не трескается, огнеупорна.
При литье из нержавеющей стали формовочная масса применяется двух видов: одна — для создания облицовочного слоя деталей и литников, вторая—для формовки.
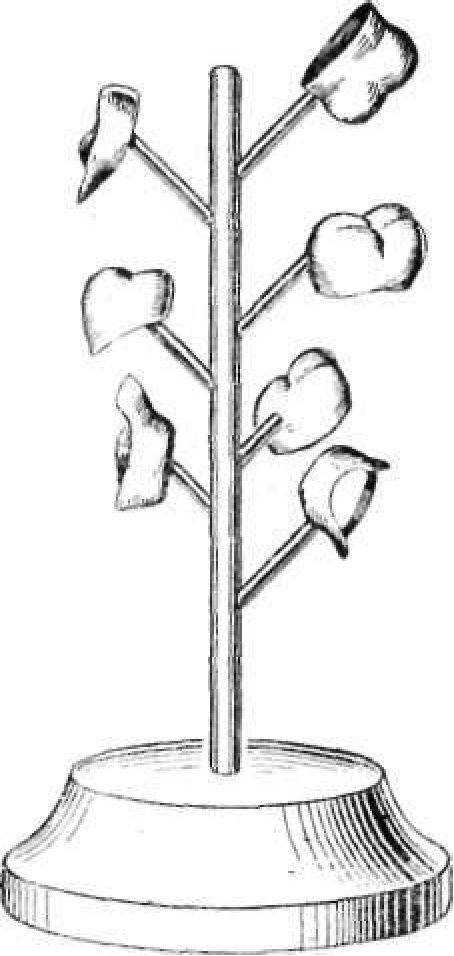
Рис. 51. Расположение литникообразующих штифтов при отливке нескольких деталей.
Процесс формовки проводят следующим образом: восковую деталь, установленную на конус литниками, покрывают облицовочной массой с помощью кисточки пли несколько раз погружают деталь в жидкую массу.
Покрытая таким образом несколькими слоями облицовочной массы восковая деталь получает огнеупорную оболочку, которая подвергается просушке при комнатной температуре.
После просушки на конус устанавливают формовочную кювету (опоку) и заполняют ее формовочной массой.
Формовочная масса фиксирует и упрочняет облицовочный слой с внешней стороны. После просушки и выплавления воска из кюветы облицовочный слой имеет с внутренней стороны точные контуры восковой детали.
После формовки кювету снимают с конуса и устанавливают в сушильную печь или на пламя горелки для просушивания и обжига формы. Нагревание кюветы проводят вначале медленно при температуре 80—100° до выплавления воска; когда воск выплавится, температуру постепенно повышают до 800—900° (до красного каления) .
Просушивание и обжиг лучше проводить в муфельной печи. Быстрое нагревание кюветы при просушке и обжиге может привести к образованию трещин в формовочной массе, что отрицательно повлияет на литую деталь.
При литье из золота облицовочный слой восковых деталей можно не делать.
После моделирования деталь сразу формуется в кювету.
Формовочную массу размешивают в воде до жидкой сметанообразной консистенции и заливают в кювету, в которой на конусе укреплена модель для литья. При этом нужно следить, чтобы при заливке не образовались пузырьки вокруг восковых деталей.
Литье. Аппараты для литья имеют двоякое назначение. Одни применяются для плавления металла, вторые— для нагнетания расплавленного металла в кювету (форму).
Для литья из золота плавильным аппаратом служит паяльный аппарат с механическим компрессором или
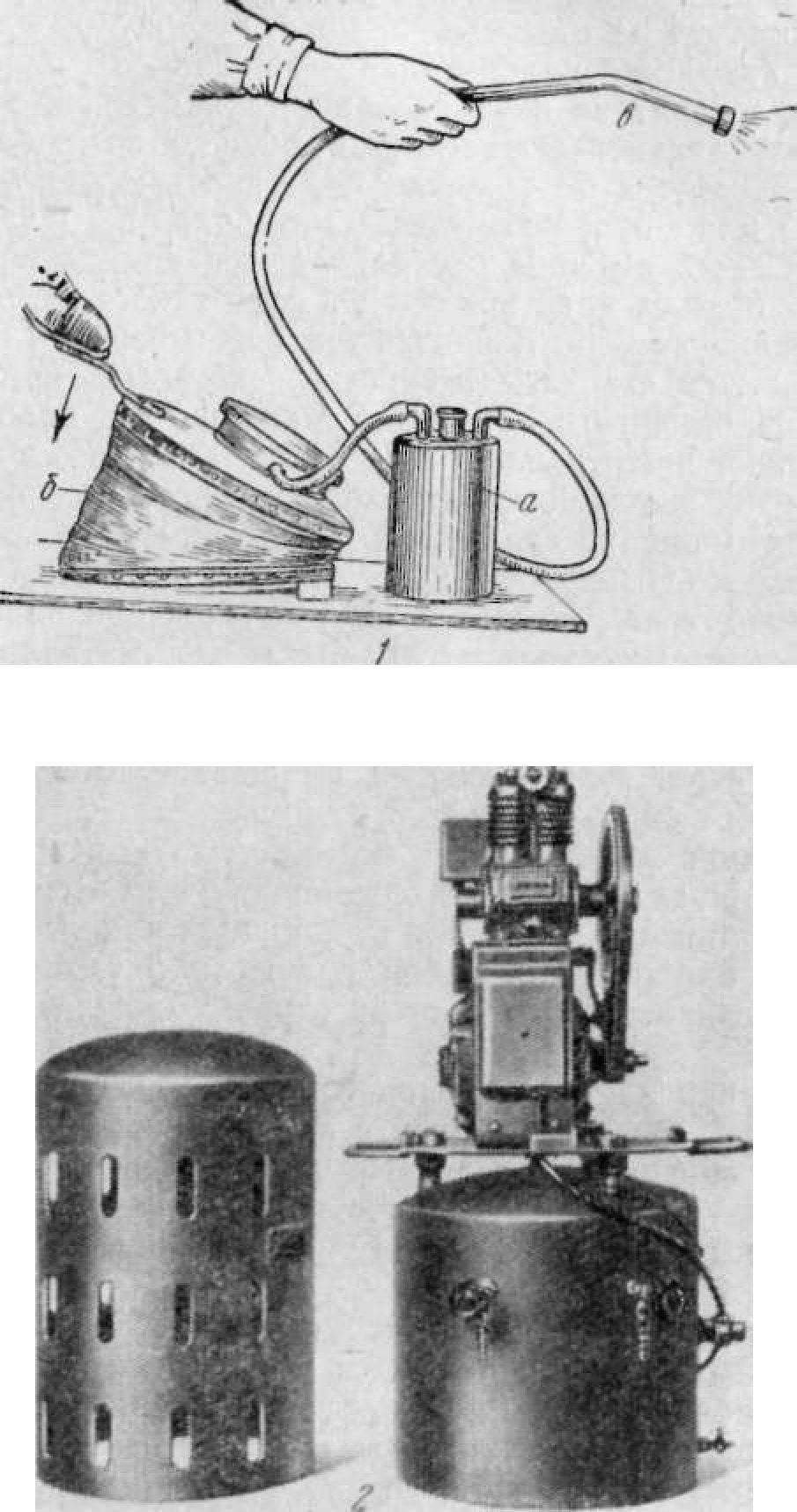
Рис. 52. Паяльный аппарат.
/ — ножной: а — Сачок; б — мех; в — паяльный наконечник (пистолет); 2 — компрессор электрический.
ножным кузнечным мехом (рис. 52, /, 2). Паяльный аппарат состоит из трех частей: меха, резервуара для бензина и паяльного наконечника — горелки.
Мех состоит из двух деревянных пластинок вытянутой, полуовальной формы, один конец их соединен шарниром. Снаружи по боковым поверхностям мех обтянут колеей или прорезиненным материалом. Пластинки с внутренней стороны расталкиваются спиральной пружиной. Между пластинками за счет такого устройства образована камера.
В центре нижней и верхней пластинок имеются сквозные отверстия, которые прикрываются шарнирными, свободно падающими клапанами. Клапан на нижней пластинке открывается внутрь меха, клапан на верхней пластинке — наружу, под воздухосборник (колпак, сделанный из резины).
От воздухосборника к бензиновому бачку отходит резиновый шланг, по которому нагнетается воздух в бачок при работе мехом. Воздух поступает в бачок через металлическую трубку, впаянную в крышку бачка. Трубка опущена почти до дна. Это сделано для того, чтобы струя воздуха, проходя через толщу бензина, смешиваясь с его парами, образовала смесь бензина с воздухом.
Из бачка горячая смесь через короткую вторую трубку, впаянную в крышку и соединенную со вторым резиновым шлангом, поступает в паяльный наконечник. Последний представляет собой полую трубку, один конец которой соединен со шлангом, второй заканчивается раструбом.
Регулировка поступления горячей смеси производится краном, вмонтированным в наконечник.
Мех приводится в действие ногой через педаль. За счет воздухосборника, установленного на крышке меха, во время работы мехом воздух почти непрерывной струей поступает в бачок.
Паяльный аппарат с электрическим компрессором отличается от ножного аппарата тем, что мех заменен системой механического компрессора. Воздух накачивается в воздухосборник с помощью насоса, который приводится в движение электромотором.
Давление воздуха в аппарате поддерживается постоянным. Регулировка работы компрессора — включение и выключение мотора — автоматическая.
При сгорании горючей смеси в паяльном наконечнике температура развивается до 1200°.
Для плавления нержавеющей стали используют электропечи конструкции Д. Н. Цитрина, И. П. Корнеева (рис. 53, а, б) и электропечи с высокочастотным током.
Наиболее старым методом плавления стали является метод плавления вольтовой дугой и ацетиленовой горелкой. Температура вольтовой дуги может достигнуть 3000°.
После плавления стали или золота в электропечи или с помощью паяльного аппарата следует провести заливку жидкого металла в форму.
Жидкий расплавленный металл обладает достаточной жидкотекучестью, однако самотеком заполнить всю форму не может. Для заполнения формы металлом применяют три принудительных метода заливки: 1) литье под давлением; 2) центробежное литье; 3) вакуумное литье.
Литье под давлением.
Существуют две системы аппаратов для заливки жидкого расплавленного металла под давлением: аппарат Зольбрига— Платшека и аппарат Бернса для литья под давлением сжатым воздухом (рис. 54, а, б).
Аппарат Зольбрига— Платшека имеет массив-
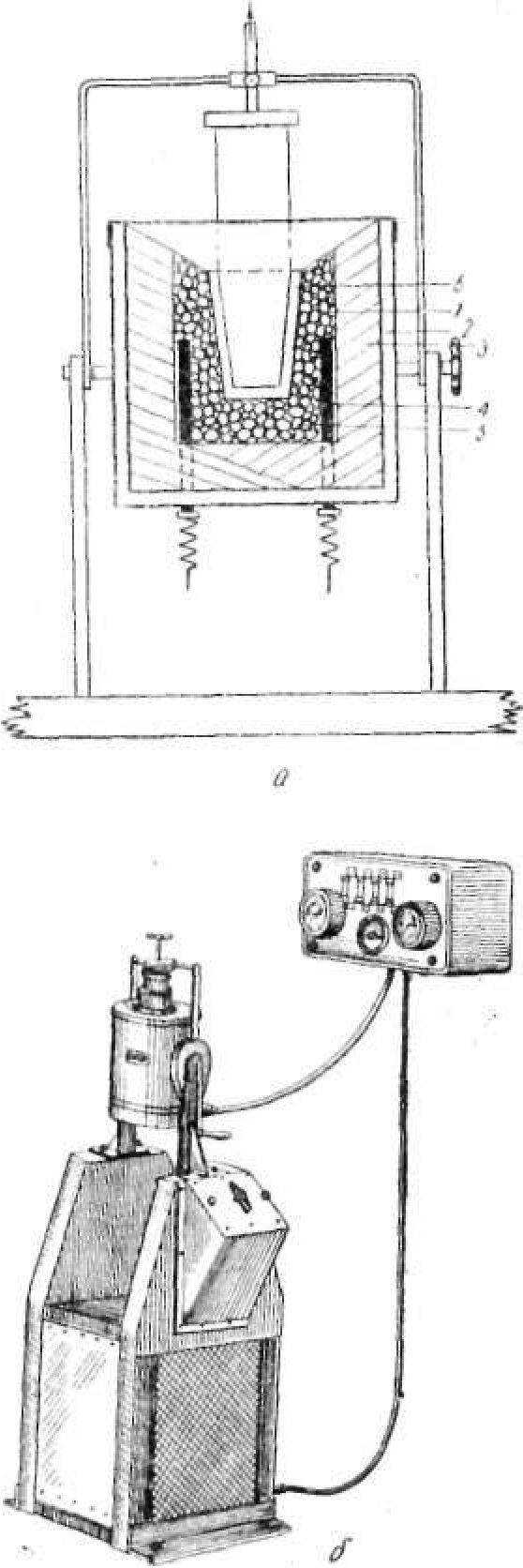
Рис. 53. Электропечи для плавки стали.
а — конструкции Цитрина: / — керамический цилиндр; 2— металлическая печь; 3 — огнеупорный слой асбеста; 4 — угольные электроды; 5 — кусочки графита; 6 — огнеупорный тигель; б — конструкции Корнеева!
ную Металлическую подставку. На подставке сделан прилив для укрепления рычага. К средней части рычага прикреплена крышка, в которую закладывается смоченный.
водой асбест. Соответственно расположению крышки на подставке имеется гнездо для установки кюветы, в которой есть полость по форме детали протеза.
Приготовленную форму (прогретую до температуры 600—800°) устанавливают на подставку, плавят металл в воронкообразном углублении формы и, как только металл расплавится, рычаг опускают на кювету, при этом крышка плотно закрывает кювету. Под крышкой образуется пар, создается давление на расплавленный металл, и металл хорошо затекает через канальцы в форму.
По такому же принципу устроен аппарат Бибера (рис. 55). Аппарат Бибера состоит из серии кювет, подставок для кювет, конуса для загипсовки восковой модели и металлической хлопушки. Асбест или влажную глину закладывают в хлопушку. Процесс литья в аппарате Бибера проводится так же, как в аппарате Зольбрига— Платшека.
Аппарат Бернса имеет более сложную конструкцию. На подставке установлен ручной насос типа велосипедного, только большего размера, шланг насоса соединен с баллоном — воздухосборником объемом примерно 15—20 дм
. На крышке баллона установлен манометр, определяющий давление в баллоне (не следует превышать 3 атм). От воздушного баллона отходит шланг, соединенный с системой рычагообразной передачи и крышкой для накрывания кюветы (формы) после расплавления металла.
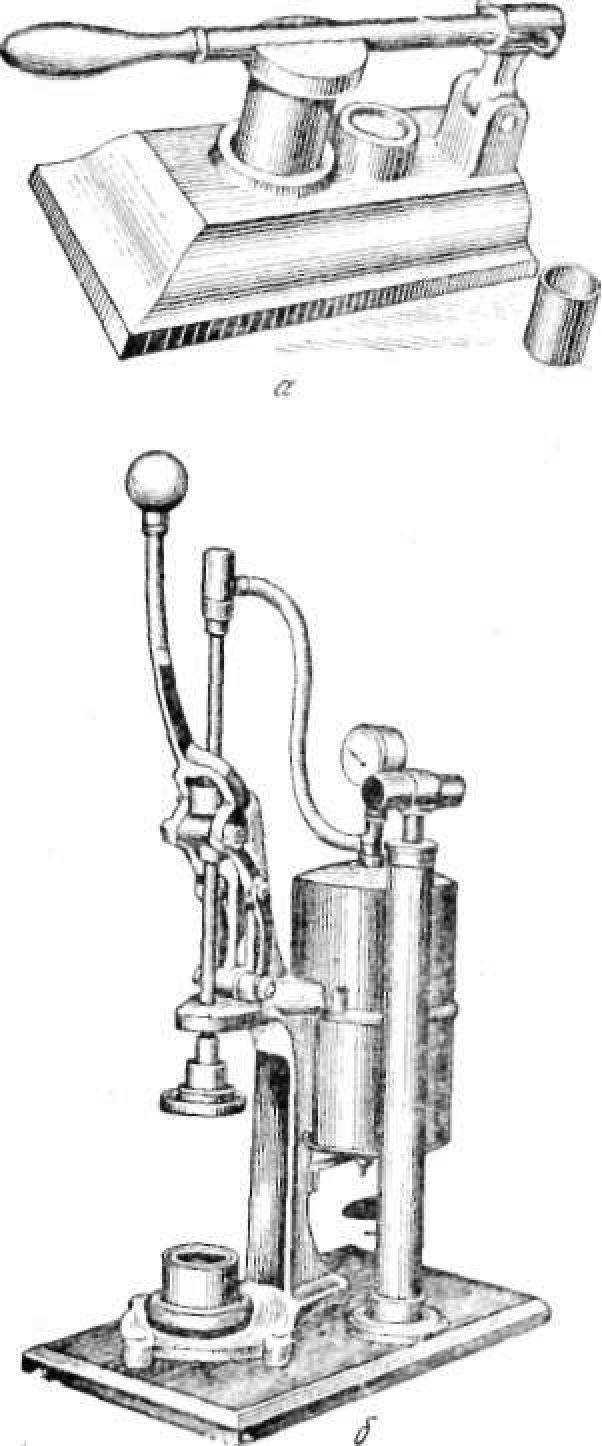
Рис. 54. Аппараты для литья.
— Зольбрнга—Платшека; 6 — Бернса.
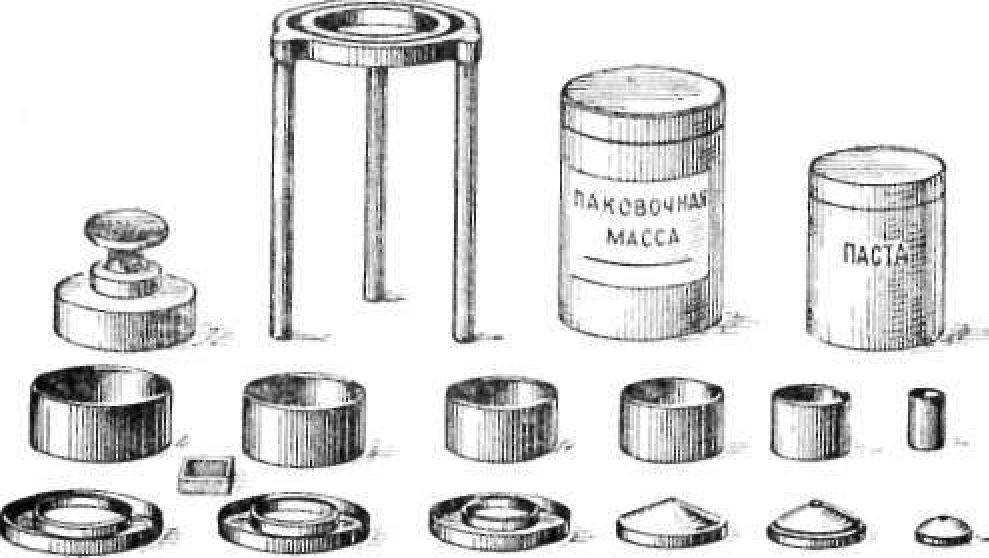
Рис. 55. Приспособления для литья Бнбера.
Когда рычагом к кювете прижимается крышка, в это время открывается кран и воздух устремляется под крышку, создается давление на расплавленный металл, заполняется форма (см. рис. 54, б).
Система указанных аппаратов используется для литья золота и нержавеющей стали при непосредственной плавке в кювете при помощи паяльного аппарата, ацетиленовой горелки или вольтовой дуги.
Источник: dentaltechnic.info
Технические признаки литья и ковки на археологических предметах // Ювелирное искусство и материальная культура. Вып. 7. СПб., 2023
2023, Технические признаки литья и ковки на археологических предметах // Ювелирное искусство и материальная культура : Вып. 7 : сб. ст. / Государственный Эрмитаж. – СПб. : Изд-во Гос. Эрмитажа, 2023. – 500 с.: ил..
Государственный Эрмитаж, Санкт-Петербург ТЕХНИЧЕСКИЕ ПРИЗНАКИ ЛИТЬЯ И КОВКИ НА АРХЕОЛОГИЧЕСКИХ ПРЕДМЕТАХ Отсутствие специфических знаний о производственной практике, а также плохая сохранность большинства археологических предметов нередко затрудняют возможность точно определить, как именно, литьем или ковкой, сделаны металлические вещи. Таковыми, например, являются изделия из черного металла и золотые шпильки, найденные в царской могиле кургана Аржан-2.
See Full PDF
See Full PDF
Related Papers
![]()
Download Free PDF View PDF
![]()
Download Free PDF View PDF
![]()
Download Free PDF View PDF
![]()
Download Free PDF View PDF
«Художественный металл в России и Европе в XVIII–XXI веках»: сборник материалов международной научно-практической конференции. 21–23 октября 2020 г. / Екатеринбургский музей изобразительных искусств. — Екатеринбург, 2020. — 316 с. : ил. В сборнике представлены тексты докладов исследователей из разных регионов России и Европы, объединенные вопросами изучения художественной обработки металла. Конференция проводилась в рамках проекта, посвященного 120-летию участия Кыштымского горного округа во Всемирной художественно-промышленной выставке в Париже в 1900 году и создания выставочной витрины — Каслинского чугунного павильона, одного из самых значительных экспонатов Екатеринбургского музея изобразительных искусств. Издание предназначено для музейных работников, исследователей, коллекционеров, широкого круга читателей, интересующихся художественной культурой.
![]()
Download Free PDF View PDF
Творец культуры. Материальная культура и духовное пространство человека в свете археологии, истории и этнографии: Сборник научных статей, посвященный 80-летию профессора Дмитрия Глебовича Савинова
Сборник научных статей «Творец культуры. Материальная культура и духовное пространство человека в свете археологии, истории и этнографии» подготовлен большим коллективом авторов — археологов, этнографов и историков науки — друзей, коллег и учеников профессора Дмитрия Глебовича Савинова — крупнейшего российского специалиста в области археологии, истории и этнографии скотоводов и кочевников Сибири и Центральной Азии.
Географический состав участников сборника и хронологический охват представленных в нем материалов отражают диапазон научных интересов профессора Д. Г. Савинова, широкие человеческие и научные связи этого выдающегося ученого. Коллектив авторов и Институт истории материальной культуры РАН выпускают этот сборник в честь 80-летия профессора Д. Г. Савинова.
The collection of scientific papers “The creator of culture. Material culture and the human spiritual space in the light of archaeology, history and ethnography” was prepared by a large collective of authors — archaeologists, ethnographers and science historians — friends, colleagues and disciples of Prof. Dmitiy Glebovich Savinov, a very prominent Russian expert in the sphere of archaeology, history and ethnography of the herders and nomads of Siberia and Central Asia. The geographic composition of the participants of the publication and the chronological scope of the materials presented in it reflects well the extremely wide range of the scientific interests of Prof.
D. G. Savinov and the range of the human and scientific connections of this outstanding scholar. The collective of the authors and the Institute for the History of Material Culture RAS issue this volume in honour of the 80th anniversary of Professor D. G. Savinov.
![]()
Download Free PDF View PDF
![]()
Download Free PDF View PDF
Археологические вести, Институт истории материальной культуры РАН. – 1992. – Вып. 26 / [Гл. ред. Н. В. Хвощинская]. – СПб., 2020. – 304 c.: ил.
В очередном выпуске «Археологических вестей» ИИМК РАН публикуются избранные материалы, представленные участниками конференции «Древние культуры Центральной Азии и Санкт-Петербург – 2», прошедшей в г. Санкт-Петербурге в декабре 2018 г. Конференция была приурочена к 90-летию со дня рождения А. Д. Грача – выдающегося отечественного археолога, крупного ис- следователя древностей Центральной Азии и основателя двух направлений в рамках ленинградской археологической школы: археологического изучения Тувы и археологического изучения Ленинграда / Санкт-Петербурга. Отдельный раздел затрагивает актуальные проблемы спасательных археологических исследований в зонах затоплений на примерах работ отечественных и иностранных ученых.
В мемориальной части помещены воспоминания младших коллег и друзей А. Д. Грача о его научном пути в археологии, разносторонне характеризующие его личность и вклад в развитие археологии Тувы и Санкт-Петербурга. Важную часть составляют документальные свидетельства, связанные с работой А. Д. Грача в ЛОИА АН СССР, его руководством крупнейшей в СССР Саяно-Тувинской экспедицией Академии наук, а также решение Ученого совета ИИМК РАН об ошибочности его увольнения из ЛОИА АН СССР и признании его заслуг перед отечественной археологией.
Издание сопровождается фотографиями, хранящимися в На- учном архиве ИИМК РАН и в личных архивах авторов, многие из которых публикуются впервые. The current issue of the “Arkheologicheskie Vesti” (Archaeological News) of the Institute of the History of Material Culture RAS includes selected materials presented by participants of the conference “Ancient cultures of Central Asia and Saint Petersburg – 2” held in Saint Petersburg in December, 2018, and timed to the 90th anniversary of A. D. Grach – a prominent national archaeologist, outstanding researcher of antiquities of Central Asia and the founder of two Leningrad archaeological schools: archaeological studies of Tuva and archaeological investigations of Leningrad / Saint Petersburg.
A particular section is concerned with urgent problems of rescue archaeological investigations in submergence zones at the examples of Russian and foreign scholars. The memorial part contains reminiscences by younger colleagues and friends of A. D. Grach about his scientific career in archaeology characterizing many aspects of his personality and his contribution to the progress of archaeology of Tuva and Saint Petersburg. An important part was constituted by documentary evidence concerned with A. D. Grach’s work in the Leningrad Branch of the Institute of Archaeology (LOIA), AS USSR, and his guidance of the largest in the USSR Sayan-Tuva Archaeological Expedition of the Academy of Sciences, as well as the resolution of the Scientific Council of IIMK on the fallaciousness of his dismissal from the LOIA AS USSR and recognition of his service to the national archaeology. The publication includes photographs kept at the Scientific Archives of IIMK RAS and in personal archives of the authors; many are published for the first time.
![]()
Download Free PDF View PDF
Источник: www.academia.edu