При любом нагревании металла открытым пламенем под действием кислорода воздуха он покрывается окисной пленкой — окалиной. Для продолжения работы с таким металлом необходимо удалить с его поверхности окалину. В этом случае, если металл и в дальнейшем будет подвергаться нагреву (например, пайке), окалина может быть удалена только с части поверхности, чтобы не истончить детали.
Зачищают поверхность от окалины карборундовым камнем или наждачной бумагой. Во всех остальных случаях окалину с поверхности металла удаляют химическим путем. Вещества, служащие для растворения окалины, называются отбелами, а сам процесс снятия окалины — отбеливанием.
Отбелы подбирают с таким расчетом, чтобы они хорошо растворяли окалину, как можно меньше действовали на металл. Если невозможно получить такой отбел, ограничивают время нахождения в нем металла, чтобы отбел подействовал только на окалину. К таким отбелам относятся отбелы для нержавеющей стали. Отбелом для серебряных сплавов служит 96% спирт, для золотых сплавов—40— 50% раствор соляной кислоты. Для отбеливания изделие нагревают докрасна и опускают в раствор или кипятят в нем.
Отбелы для золота, серебра
Таблица 3. Растворы для отбели пани* нержавеющей стали
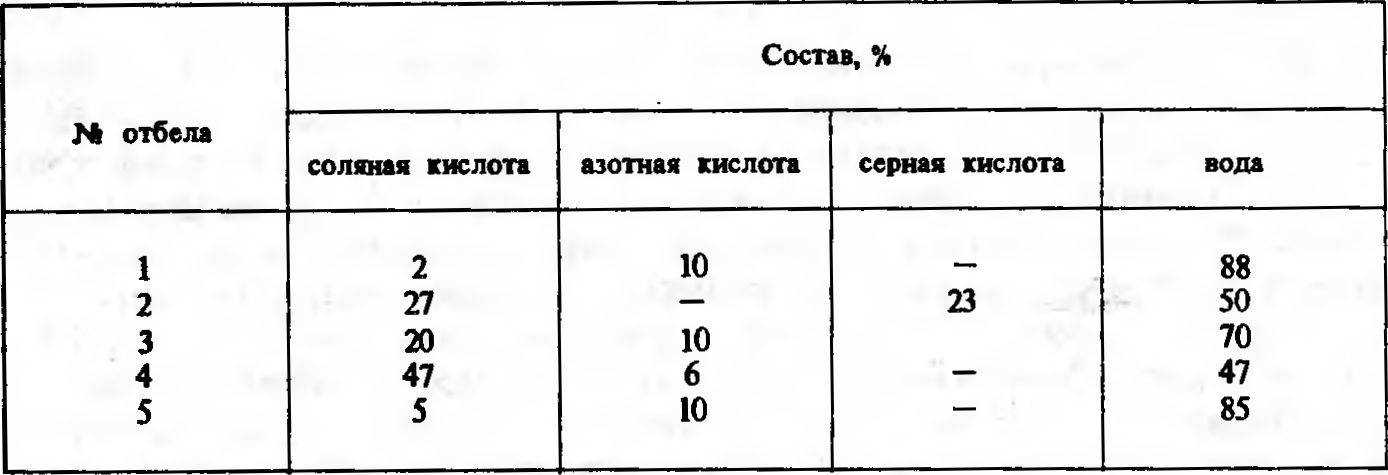
Нержавеющая сталь при термической обработке покрывается слоем окисной пленки, для снятия которой требуются сильные химические растворы-, состоящие из соляной, азотной, серной кислоты (табл. 3). Рекомендуется пользоваться одним из этих растворов, знать режим отбеливания в нем.
Для отбеливания изделие погружают в нагретый до кипения раствор и кипятят примерно 1 мин. Затем протез извлекают, промывают в воде и обтирают.
Отбеливание, особенно в растворах N° 1 и N° 3, надо проводить с осторожностью, так как одновременно происходит растворение стали.
При составлении растворов следует запомнить одно из важных правил безопасности: серную кислоту лить в воду, а не наоборот.
Источник: dentaltechnic.info
Отбеливание после пайки
После пайки и отжига изделия необходимо очистить от оксидной пленки и расплавленного флюса. Этот процесс называется отбеливанием. Отбеливание выполняют в кислотостойких емкостях (стеклянных или фарфоровых) с использованием специальных растворов. Посуду с отбеливающим раствором подогревают и погружают туда изделие. После полного растворения оксидов и остатков флюса изделие вынимают из раствора, тщательно промывают и просушивают.
При работе с кислотными отбеливателями нельзя погружать в раствор вместе с изделиями предметы, которые содержат железо, подверженное растворению. Например, нельзя пользоваться для извлечения изделий стальными пинцетами или погружать изделия, связанные стальной проволокой. Извлекать изделия желательно с помощью ковша из кислотоупорного пластика, пинцетов из титана, латуни или бронзы [3, 4].
=САМЫЙ УНИВЕРСАЛЬНЫЙ ОТБЕЛ ДЛЯ ЮВЕЛИРА. РЕЦЕПТ=
Если в изделии есть закрытые полости, в которые может быть захвачен кислотный отбел, изделие желательно промыть в водном растворе кальцинированной или пищевой соды для нейтрализации кислоты. Нельзя помещать украшения с пористыми камнями в отбел или раствор соды.
Чаще всего отбеливание осуществляется в 10–15%-ном растворе серной кислоты при температуре 50–60°С. В некоторых случаях лучше использовать разбавленную соляную, азотную или лимонную кислоты. В последнее время на ювелирном рынке появились новые, не содержащие кислоту химикаты. По сравнению с кислотными отбеливателями они безопасны в работе; применяются для отбеливания изделий с камнями и эмалями пониженной кислотоустойчивости; просты в приготовлении [13].
Многостадийная пайка
В украшениях, собираемых из множества деталей, может быть несколько паяных соединений. Сложность при изготовлении подобных изделий заключается в том, что пропаянные соединения могут разойтись при проведении последующих паек. Решением данной проблемы является многостадийная пайка, при которой первые швы соединяются припоем с более высокой температурой плавления, а последующие с постепенным понижением температуры плавления [2]. Пример многостадийной пайки приведен в табл. 1.11.
Пример многостадийной пайки золотыми припоями 585 пробы
| Марка | Массовая доля компонента, % | Тип | Рабочая темп.,°С | ||||||
| Au | Ag | Cu | Cd | Zn | Pd | Ni | |||
| ПЗл 585-II٭ | 58,5 | 12,3 | 20,7 | – | 8,5 | – | – | Среднеплавкий | 800–820 |
| ПЗл 585-IV | 58,5 | 15,8 | 20,7 | 2,0 | 3,0 | – | – | Легкоплавкий | 760–780 |
* ПЗл 585-II – первая пайка шинки перед пайкой верхушек, накладок;
ПЗл 585-IV – пайка единственного шва. Пайка накладок, верхушек после первой пайки шинки.
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Источник: studopedia.ru
Охрупчивание золота в паяных соединениях
Что вы думаете об удалении золотого покрытия для улучшения пайки? Я считаю, что в прошлом золотое покрытие было достаточно толстым (>50 микродюймов), что могло вызвать охрупчивание золота в паяных соединениях. Однако сегодня, когда золото наносится методом осаждения из паровой фазы (
Охрупчивание золота в паяных соединениях всегда было вызвано процентным соотношением веса золота к весу припоя, и общее количество золота на протяжении многих лет составляло примерно 3% от общего веса припоя.
Причина изменения критерия в стандарте J-STD-001 заключалась в решении проблемы, с которой столкнулась промышленность. Эта задача, как определено, заключалась в отсутствии турбулентности в металлизированном сквозном отверстии во время пайки волной припоя. При скорости подачи 5 футов в минуту и ширине контакта платы с волной 1 дюйм плата находится в припое в течение 1 с, что довольно быстро, поскольку припой вымывается из покрытых металлом сквозных отверстий в процессе пайки. При этом золото растворялось только в припое внутри сквозного отверстия, что могло привести к более высокому процентному содержанию золота, чем необходимо.
Во-вторых, если компоненты припаяны вручную, количество припоя, добавляемого в паяное соединение или наносимого через отверстие, минимально из-за физического объема отверстия за вычетом объема свинца, что позволяет создать богатую золотом среду, которая будет подвержена образованию трещин в металлизированном сквозном отверстии.
В-третьих, если компоненты предназначены для поверхностного монтажа, количество паяльной пасты, добавленной к контактным площадкам, меньше по объему, чем любое из сквозных отверстий, а способность золота растворяться в этой расплавленной паяльной пасте действительно увеличивает количество золота на контактную площадку в заданном объеме пасты. И в этом случае опять «золотые» дендриты в паяном соединении будут катализатором распространения трещин в них.
Поэтому, чтобы быть в безопасности, удалите золото и перестаньте беспокоиться о точном количестве золота на выводах и клеммах.
Leo Lambert, Vice President, Technical Director, EPTAC Corporation
Наличие риска охрупчивания зависит от нескольких переменных:
- Количество золота, которое предполагается выщелачивать (площадь пайки*толщина золота)
- Объем припоя в полученном соединении
- Поступает ли припой из «бесконечного источника», такого как волна, или просто из паяльной пасты
- Есть ли какой-либо дополнительный источник поступления золото от финишного покрытия, такого как ENIG или ENIPIG
В худшем случае мы можем предположить, что все золото будет выщелачено (обычно это точное предположение) и что источник припоя конечен и равен объему соединения (верно для оплавления, консервативно для волны). Если мы сделаем эти предположения, я действительно видел случаи, когда толщина золота в компонентах менее 30 микродюймов все еще приводит к предельным или неприемлемым уровням золота в конечном соединении.
Там, где толщина золота действительно сведена к минимуму, т.е. ниже 10 микродюймов, я лично не видел конкретных случаев, когда концентрация золота становится неприемлемой. В конце концов, каждая конфигурация соединения уникальна и должна анализироваться как таковая.
Fritz Byle, Process Engineer, Astronautics
Насколько мне известно, золочение в электронике на уровне корпуса или сборки до сих пор не наносится методом осаждения из паровой фазы. Однако если в процессе используется иммерсионная технология, то охрупчивание золота маловероятно.
Dr. Craig D. Hillman, CEO у нас не было XrF или любого другого более продвинутого метода определения толщины золота (или любой другой толщины покрытия в этом отношении).
Поскольку операторы имели тенденцию вставлять провода и прокладывать их наружу и обратно, почти все золото зарождалось в точке около верхних 25% заготовки между многожильным проводом и краем заготовки, ближайшим к тому месту, где провода изгибались назад, и именно там переломы происходили примерно в 95% случаев. Переломы начали проявляться только через год после того, как провода были припаяны. Я лично по своему опыту считаю, что ограничение в 3% слишком либерально, что максимально допустимый процент золота должен быть ближе к 1% или меньше.
Но именно поэтому J-STD-001F также содержит требования, согласно которым, если вы не хотите удалять золото путем лужения в первую очередь, вы должны представить объективные доказательства того, что не произойдет охрупчивания, ведущего к разрушению, и объективные доказательства того, что означает демонстрацию отсутствия охрупчивания в течение длительного периода времени.
Испытание образцов на растяжение или изгибание выводов припоя сразу после пайки НЕ является объективным доказательством; переменная времени и изменение температуры во времени также должны быть частью оценки. Процедуры испытаний на охрупчивание золота предусмотрены как в стандарте IPC-TM-650 (бесплатная загрузка с сайта www.ipc.org), так и в стандартах ANSI.
Резюме: охрупчивание золота в паяных соединениях класса 3 (высокая надежность) по-прежнему вызывает серьезную озабоченность, потому что даже осаждение из паровой фазы может привести к выделению более 1 или 2% золота, если оно не выполнено должным образом. Лучше отмазаться, чем пережить кучу дорогостоящих неудач в полевых условиях, или, по крайней мере, пройти требуемую квалификацию и предоставить как минимум объективные доказательства.
Richard D. Stadem, Advanced Engineer/Scientist, General Dynamics
- Критична ли очистка для сборок PoP?
- Как удалить припой с контактных площадок SMT для соответствия RoHS
- О сроке службы паяльной пасты на трафарете
Источник: sepco.ru