Производственная часть проекта была реализована в виде технологической цепочки полного цикла. Так как точность изготовления сплавов – 0,05%, точность на металлообрабатывающих переделах – 0,01 мм, контроль массы полуфабрикатов и изделий 0,01 грамм, производство можно отнести к разряду высокоточных. В производственном цикле задействовано 7 обрабатывающих переделов. Содержание основных драгоценных металлов в сплаве контролируется собственной лабораторией. Весь производственный процесс контролируется и управляется из единого центра Производственно – Диспетчерской Службой.
Краткое описание производственного цикла
- Металлургический передел.
На вход в производство поступают чистые металлы в виде банковских слитков золота и серебра, бескислородной меди и химически чистых лигатурных металлов. Слитки драгоценных металлов распускаются в стружку на строгальном станке. Из стружки драгоценных металлов и цветных металлов (легирующих элементов) составляется шихта. На участке плавки в индукционных печах из шихты формируются гранулы рабочего сплава.
Золото — Как Это Устроено? Добыча, Переработка, Производство Ювелирных Изделий.
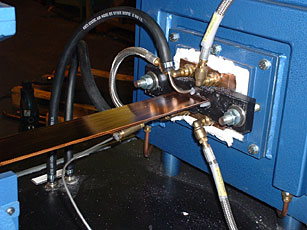
После контроля содержания основного металла в сплаве из гранул в индукционной печи непрерывного литья отливается пруток для последующего изготовления проволоки или полоса для изготовления концевых элементов.
 |
 |
| Гранулятор INDUTHERM GU500 | Печь непрерывного литья INDUTHERM CC400 |
После контроля содержания основного металла в сплаве из гранул в печах непрерывного литья отливается пруток для последующего изготовления проволоки или полоса для изготовления концевых элементов. Так как выпускается широкий сортамент сплавов, используются две печи непрерывного литья INDUTHERM CC400 и RAUTOMEAD RVSIII
 |
 |
| Печь непрерывного литья RAUTOMEAD RVSIII | Отливка полосы на RAUTOMEAD RVSIII |
- Прокат и волочение.
Отливка прокатывается на прокатном стане до сечения размера 1*1 мм для прутка и 0,4 *45 мм для полосы.
 |
|
| Прокатный стан Cavallin SM130 | Волочильный станок T12/7.5 |
Для рекристаллизации нагартованного полуфабриката используется печь статического отжига IECO Z05−25D. Пруток 1*1 мм доводится до товарного полуфабриката (проволоки диаметром от 0,20 мм до 1,50 мм) на волочильной машине и печи динамического отжига IECO Z08−604D
 |
|
| Печь статического отжига IECO Z05−25D | Печь динамического отжига IECO Z08−604D |
- Обработка проволоки на формообразующих станках – автоматах
Из проволоки на цепевязальных станках формируется базовое полотно цепи. Для производства различных базовых плетений применяются различные типы станков. Для сборки полотна из нескольких параллельных нитей используются станки для лазерной сварки
Для фиксирования места стыка у каждого звена полотна цепи используется пайка термореактивным припоем. Полотно цепи обрабатывается мелкодисперсным порошком припоя, при последующем нагреве обработанного полотна цепи в проходной печи для пайки припой локально (в месте стыка каждого звена) перегревает металл и каждое звено «запаивается само на себя».
Для расширения ассортимента выпускаемых цепей из базового полотна на прессовом оборудовании производятся производные от базового полотна. Полотно цепи пошагово деформируют в прессах.
Для того, чтобы цепи стали блестеть, их обрабатывают алмазными резцами на токарных и фрезерных станках с ЧПУ. Для обработки цепей, круглых в сечении, применяется пятикоординатный фрезерный станок с ЧПУ WT Evolution
 |
|
| Станок для алмазной огранки STO | Фрезерный станок WT Evolution |
- Сборка изделия
Полотно цепи поступает на участок оконцовки. На этом участке полотно нарезается на мерные части. Каждый отрезок полотна снабжается концевым элементом и замком.
- Опробование в Государственной Инспекции Пробирного Надзора (ГИПН).
По российскому законодательству любое ювелирное изделие перед выпуском в свободное обращение должно пройти контроль в ГИПН. Каждое изделие производитель маркирует именником завода – изготовителя. В именнике зашифрован год выпуска и изготовитель изделия. После проверки содержания драгметалла в каждом изделии ГИПН на каждом изделии проставляет клеймо ГИПН. По клейму можно определить основной металл, из которого сделано изделие и проба по основному металлу.
- Маркировка и упаковка готового изделия
После возврата из ГИПН изделия проходят последний технический контроль, каждое изделие взвешивается с точностью до 0,01 грамма. Каждому изделию присваивается уникальный штрихкод. Для каждого изделия распечатываются бирки и под пломбу навешиваются на изделие.
Общий вид комплекта оборудования для лаборатории.
Источник: www.goldleader.ru
Лазерная резка золота и серебра:

Технологами компании «Лазерный Центр» разработана уникальная технология лазерной резки изделий из листов золота и серебра, которая заинтересовала изготовителей ювелирных изделий.

Новая технология позволяет с очень высокой скоростью и точностью вырезать эксклюзивные ювелирные изделия, которые не требуют дополнительной обработки поверхности. При этом потери драгоценных металлов оказываются минимальны.
Получить консультацию по этой технологии
Фото образцов ювелирных изделий, изготовленных по технологии лазерной резки золота и серебра на оборудовании, производимом компанией «Лазерный Центр» — МиниМаркер 2, ТурбоМаркер, Лазерная станция:

лазерная резка золота

лазерная резка серебра

лазерная резка серебра

лазерная резка серебра

резка золота и серебра

резка золота (металл)
Видео процесса изготовления ювелирного изделия методом лазерной резки на оборудовании ТурбоМаркер (производитель Лазерный Центр)
Наши клиенты — ювелирные компании:





и многие другие.
Это интересно:

Награды специалистов компании «Лазерный Центр» за вклад в развитие ювелирного искусства от фонда Карла Фаберже:
Гл. технолог компании Юдин К.В. и директор компании Горный С.Г. за личный вклад были удостоены высоких наград от ювелирного сообщества.
В 2012 году они были награждены малыми знаками Ордена Франца Петровича Бирбаума (главного мастера и художника фирмы Фаберже), а в 2013 году — большими знаками ордена «Карл Фаберже — придворный ювелир»:

Рекомендуемое для ювелиров оборудование:
 МиниМаркер 2 |
Турбо-Форма |  ТурбоМаркер |
Вас заинтересовала данная технология?
Получить консультацию по этой технологии
Приобрести наше оборудование в лизинг можно через любую выбранную Вами лизинговую компанию или на условиях наших лизинг-партнеров.
Если Вы Ювелир — Вам будет интересно:
- Лазерная 3D гравировка металла, технология изготовления высокоточных штампов и матриц из твердосплавных металлов
Приглашаем на ювелирную выставку «JUNWEX Петербург 2021»

XXIX Международная выставка ювелирных и часовых брендов
«JUNWEX Петербург»,
3 — 7 февраля 2021 года, Экспофорум, http://junwex-spb.ru
На стенде компании «Лазерный Центр» — G-612
Вы сможете увидеть все наши технологии лазерной обработки драгоценных металлов — высокохудожественную резку, гравировку, 3D гравировку, сварку.
На выставке будет презентовано устройство для считывания наносимых на ювелирные изделия штрихкодав. среди которых можно будет познакомиться и с новым сканером штриховых кодов Sсandart.
Источник: newlaser.ru
ЗОЛОТЫЕ ИЗДЕЛИЯ
ЗОЛОТЫЕ ИЗДЕЛИЯ. С доисторических времен из золота изготовляли украшения. Благодаря химической инертности золота изделия из него могли тысячелетиями сохраняться в земле и выглядеть так, как будто они только что вышли из мастерской древнего мастера. «Скифское золото» в коллекции Государственного Эрмитажа, «золото Трои», золотые изделия древних египтян в различных музеях мира до сих пор поражают удивительным мастерством древних умельцев. Замечательные ювелирные изделия изготовляют и современные мастера.
Также по теме:
Содержание золота в ювелирных изделиях указывается в пробе. Пробы бывают разные. Так, старая российская золотниковая проба, введенная указом Петра в 1700, указывала количество золотников чистого металла в одном фунте сплава (1 фунт = 96 золотников). Современная метрическая проба показывает массу драгметалла в граммах в 1000 г сплава.
Например, проба 583 означает, что сплав содержит 58,3% золота. В настоящее время согласно ГОСТу 30649-99 «Сплавы на основе благородных металлов ювелирные. Марки» ремедиум – допустимое отклонение пробы изделия от установленной нормы, – составляет 585+5. Это было установлено сразу же после перехода с 583 на 585 пробы. Даже если изделие 584,9, то клеймить изделия согласно Постановлению Правительства РФ № 643 от 18 июня 1999 будут 500 пробой.
В некоторых странах (Англия, Швейцария) до сих пор используют каратную пробу, по которой чистое золото имеет пробу 24 карата, таким образом, пробе 14 карат соответствует метрическая проба 583.
Также по теме:
МЕТАЛЛ ХУДОЖЕСТВЕННЫЙ


Реже применяются другие лигатуры. Например, кадмий придает золоту зеленоватый оттенок, цинк – белый, никель – бледно-желтый. А так называемое «белое золото» содержит серебро и палладий.
Позолота.
Многие «золотые» изделия, в том числе и часы, на самом деле сделаны не из золота, а лишь покрыты его тонким слоем – позолотой. Самый древний способ золочения – оклеивание предметов золотой фольгой. Золотобойное мастерство – искусство получения тончайших золотых листков – очень древнее и упоминается еще Гомером.
Золото – пластичный металл, из маленького золотого шарика радиусом менее 2 мм можно вытянуть тончайшую проволочку длиною в целый километр или расплющить его в полупрозрачный лист толщиной всего 0,0001 мм (0,1 мкм). По свидетельству Плиния Старшего, древнеримские мастера из одной римской унции (27,3 г) золота могли получить 750 квадратных листков шириной «в четыре пальца». Если принять, что площадь такого листка равна 50 см 2 , то можно рассчитать, какой толщины были листки, описанные Плинием. Получается чуть меньше 4 мкм. А уже в 19 в. мастера умели готовить золотую фольгу толщиной 0,1 мкм.
Позолота из так называемого «сусального золота» (от древнерусского «сусало» – лицо) часто никакого отношения к золоту не имеет, а делается из дисульфида олова SnS2. Его мелкие чешуйки имеют золотисто-желтый цвет и используются для «золочения» изделий из дерева и гипса. Не содержат золота и покрытия из нитрида титана – одного из самых прочных и устойчивых химических соединений. Выглядят они как позолоченные: цвет нитрида титана почти такой же, как и у золота. Так, купола вновь построенного храма Христа Спасителя в Москве почти полностью покрыты нитридом титана и отличаются чуть более красноватым оттенком в сравнении с находящимися неподалеку позолоченными куполами кремлевских соборов.
Технология изготовления тончайших листков золота в общих чертах сохранилась до наших дней. Сначала тонкую золотую ленту режут на квадратики и складывают стопкой, прокладывая листками пергамента. Стопку кладут на гладкую гранитную плиту и бьют по ней молотком.
Когда линейные размеры квадратиков удваиваются, а толщина соответственно уменьшается в 4 раза, их разрезают на 4 части и получают листки толщиной с лист бумаги (сейчас этот этап заменяют прокаткой золота в вальцах). А дальше листки золота снова перекладывают в стопку, но на этот раз вместо пергамента берут особо выделанную внутреннюю оболочку из толстых бычьих кишок. Стопку зажимают специальным прессом и снова бьют на гранитном камне. Когда золото начинает выступать из-под краев, стопку разбирают, каждый листок снова разрезают на четыре части, и все начинается сначала.
Работа золотобойца тяжелая и утомительная. Чего стоит только перекладывание тысяч золотых листков: пальцами их не возьмешь – порвутся, поэтому мастер действует кисточкой, помогая себе легким дуновением. Зато фольга получается очень тонкая и равномерная по толщине. В Древнем Египте золотой фольгой покрывали носилки фараонов, сделанные из дерева.
Такие носилки были легкими, а выглядели так, как будто сделаны из чистого золота. Этот способ золочения, начиная с 10–11 вв, широко применялся и в Киевской Руси. Золотой фольгой во время ремонта заново оклеили 72-метровый шпиль Адмиралтейства в Петербурге. Если сплавить все золото, израсходованное на покрытие огромного шпиля, то получится шарик радиусом около 3 см и массой 2 кг.
Искусство золочения было известно и в доколумбовой Америке. Когда испанские конкистадоры расплавили награбленные золотые изделия, чтобы извлечь из них драгоценный металл, они с удивлением обнаружили, что многие слитки содержат совсем мало золота. Оказалось, что эти изделия были изготовлены из медных сплавов и позолочены лишь с поверхности.
Еще за 1000 лет до расцвета государства инков андские мастера умели золотить медные изделия. Они использовали два способа, не известные в то время в Старом Свете, – электрохимическое и эрозионное золочение. Позолота получалась очень тонкой (0,5–2 мкм) и равномерной.
В первом случае использовали реакцию замещения при погружении активного металла (медь) в раствор менее активного (соль золота). Для растворения золота древние мастера могли использовать местные минералы, которые были в изобилии на побережье Перу.
Так, водный раствор равных частей сульфатов калия и алюминия, селитры и хлорида натрия при нагревании с золотом в течение нескольких дней способен растворить золото. Медная пластинка, прокипяченная в течение 5 минут в таком растворе, покрывается сплошным золотым слоем. Эту технологию воспроизвел профессор археологии и древней технологии Массачусетского технологического института Х. Лечтмен. После прокаливания до 650–800° С в течение нескольких секунд ему удалось получить превосходное сцепление золотого покрытия с медной поверхностью.
Иначе золотили предметы в древней Америке с помощью исключительно оригинального эрозионного способа. Сначала из медного сплава, содержащего немного золота, выковывали лист, который после отжига покрывался слоем оксида CuO, поскольку медь, в отличие от золота, легко окисляется на воздухе при высокой температуре.
Оксид меди удаляли (например, кислыми растительными соками) и лист снова подвергали ковке и отжигу. Операцию повторяли много раз, и в результате удаления меди из поверхностного слоя он постепенно обогащался золотом. В зависимости от степени обогащения цвет поверхности мог быть красным, розовым или желтым, такой лист казался изготовленным из чистого золота. Этот способ золочения андские мастера применяли в течение двух тысячелетий.
Все соединения золота легко разлагаются при нагревании с выделением металлического золота. Это свойство используется при нанесении позолоты на фарфор, фаянс, стекло. Чашку или вазу расписывают краской, содержащей золото (так называемое «жидкое золото»), и после прокаливания на них появляется красивый золотой узор.
Для золочения металлов и сплавов используют и щелочные растворы, содержащие цианидный комплекс золота и сильный восстановитель – гипофосфит натрия. Для осаждения золота на неметалл изделие опускают в ванну, содержащую хлорид золота, щелочь и восстановитель (например, глюкозу или формальдегид – как в реакции серебряного зеркала), а затем высушивают. Самые же тонкие пленки золота получают методом вакуумного напыления. Для получения напыленного слоя совсем не обязательно доводить золото до кипения. В вакууме золото испаряется и при значительно более низких температурах. Пары золота осаждаются на холодной поверхности, образуя сплошную золотую пленку
Тонкие пленки золота пропускают свет. Еще Майкл Фарадей наблюдал цвет пленки золота толщиной около 0,1 мкм. В отраженном свете такая пленка желтая, а в проходящем – сине-зеленая, в этом легко убедиться, если взять стеклянный стаканчик или рюмку с золотым ободком и посмотреть через него на яркий свет.
Другой старый способ золочения связан со способностью золота хорошо смачиваться ртутью – амальгамироваться. Техника «золотой наводки» пришла на Русь из Византии. На горячую медную поверхность наносили черный лак, который в нужных местах соскабливали, получая рисунок. Затем горячую поверхность натирали золотой амальгамой, и в тех местах, где лак был удален, золото прочно сцеплялось с медью, образуя красивый рисунок на черном фоне.
Когда надо было покрыть сплошной позолотой большую поверхность, золотую амальгаму накладывали на медные листы, которые затем ставили в печь или подкладывали под них жаровни, если листы были особенно велики. При высокой температуре ртуть улетучивалась, а золото прочно соединялось с металлом. Затем позолоченные поверхности полировали.
Такой способ позолоты «через огонь» использовали в 19 в. для золочения купола главного храма Петербурга – Исаакиевского собора. Конечно, рабочие, наносящие позолоту, сильно травились ртутью; по свидетельству современников, только на этой стройке смертельно отравилось 60 человек. Поэтому такой способ золочения сейчас не применяют, а используют, в основном, электрохимическое золочение – с помощью электрического тока. Так золотят корпуса часов и электрические нагреватели, интегральные цепи микросхем и музыкальные инструменты, электрические контакты в точных приборах и детали искусственных спутников. Толщина золотого покрытия очень мала, тем не менее, при изготовлении, например, деталей американского космического корабля «Колумбия» на позолоту было израсходовано более 40 кг золота.
Источник: www.krugosvet.ru