Элементы, обладающие высокой упругостью пара, такие, как свинец и висмут, наиболее медленной стадией процесса перехода из жидкого металла в газовую атмосферу имеют диффузионный перенос в металле. Элементы, обладающие пониженной упругостью пара, характеризуются преобладающим влиянием ступени испарения. Поэтому технологические приемы, направленные на ускорение диффузии, например перемешивание, повышение температуры и т. д., должны способствовать ускорению удаления свинца и висмута.При выплавке нержавеющих сталей и хромоникелевых сплавов в вакуумных индукционных печах в результате испарения компонентов происходит довольно значительное изменение химического состава, которое должно учитываться при производстве тех или иных марок.
Рассмотрим испарение наиболее широко используемых элементов.
Хром. За время выдержки нержавеющей стали типа X17 в вакуумной индукционной печи емкостью 10 кг при давлении от 0,02 до 50 мм рт. ст. происходит уменьшение содержания хрома, которое представлено на рис. 55, при повышении температуры и понижении давления потери хрома возрастают.
Плавим золото вместе. #золото #ювелирныеукрашения #585 #milatidiamond
Видно, что при плавке в вакуумных индукционных печах необходимо считаться с уменьшением содержания хрома до 5 — 7% от его исходного содержания, т. е. на 0,9—1,0% (абс), в том случае, если плавка происходит при давлениях 10~2—Ю-3 мм рт. ст. Расчет удельных констант скоростей испарения хрома при плавке в вакуумной индукционной печи дает 5—9 • 10~5 см/с, меньшую по сравнению с полученной нами для плавки в печи сопротивления 17,2•1O -5 см/с. Это объясняется более низким давлением в опытных плавках в печи сопротивления 0,001 мм рт. ст. и неточностями в измерении температуры. Так, при температуре 1550° С испарение хрома в печи сопротивления имеет константу скорости, равную 8,75-10~5 см/с. Поскольку ранее было отмечено, что процесс испарения хрома на 64% лимитируется испарением, то дополнительное перемешивание в индукционной печи не оказало сколько-нибудь заметного влияния на потери хрома.

Марганец. Испарение марганца при плавке в вакууме протекает с большой скоростью. Как показали экспериментальные данные, константа скорости испарения марганца равна Ю-2 см/с, а соотношение поверхностной и объемной концентрации 0,22.

Рис. 56. Испарение марганца в вакууме
Кремний. Литературные данные о поведении кремния при плавке в вакууме весьма разноречивы. В одних случаях по ходу плавки при давлении 10~3 мм рт. ст. в течение 15 мин не было установлено изменения содержания кремния. При более длительных выдержках до 7 ч происходило некоторое уменьшение концентрации кремния [91 ].
При выплавке хромистых сталей X17 в вакуумной индукционной печи в тиглях из Al2O3, MgO, ZrO2 (рис. 57) при различных исходных концентрациях кремния нами было установлено, что не происходило заметного изменения содержания кремния по ходу плавки.
Как расплавить золото газовой горелкой?! Тигель из картошки!
Никель. При переплавке хромоникелевых отходов (10% Ni) концентрация никеля несколько возросла к концу плавки с 10,65 до 10,90% вследствие испарения других компонентов расплава.
Испарение металлов в вакууме
Кроме разобранных процессов, при плавке в вакууме происходит испарение элементов. Скорость испарения металлов зависит от многих физических величии. Как известно, устойчивость агрегатного состояния вещества определяется давлением и температурой.
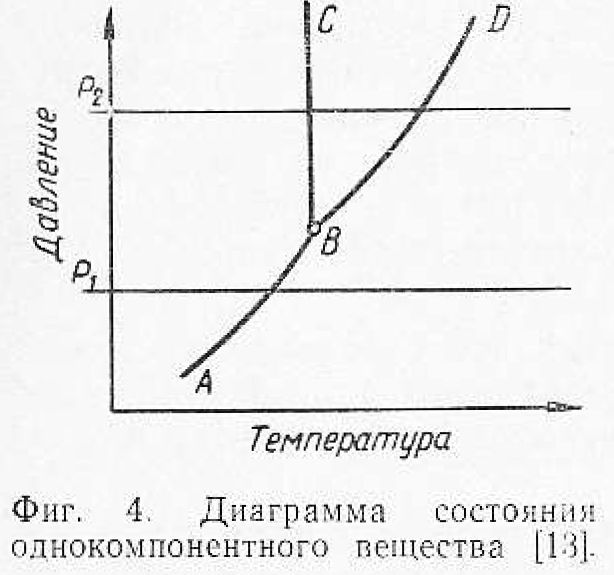
Диаграмма состояния однокомпонентного вещества приведена на фиг. 4.
При давлениях и температурах, соответствующих области диаграммы левее АВС, вещество в равновесном состоянии должно находиться в твердом состоянии; при давлениях и температурах, соответствующих области CBD,— в жидком; правее ABD в газообразном состоянии.
Поэтому, если над веществом создается низкое давление, ниже а ления в тройной точке В, то при нагревании вещество перейдет
Термодинамика, расплавление в вакуумной печи металлов с большой упругостью пара происходит в таких условиях, когда над металлом в тигле создается давление, большее упругости пара в тройной точке; приборы же измеряют давление на значительном расстоянии от тигля. Образование указанного давления над металлом может быть объяснено следующим образом. Если тигель с металлом открыт и Вблизи последнего имеются холодные поверхности, на которых конденсируются его пары, то в случае боль-т дистилляция металла и перегонка имеются пары, которые и создают определенное давление.
Его из тигля на окружающие холодные предметы; если же тигель закрыт крышкой или достаточно узок, то над металлом всегда
Related Posts
Это давление может превысить давление, соответствующее тройной точке, если температура металла выше температуры плавления.
Упругость пара непосредственно над поверхностью металла определяется температурой. С увеличением расстояния от поверхности металла упругость пара падает, если температура окружающих предметов в печи ниже температуры металла; равновесие здесь не имеет места, и поэтому металл все время испаряется.
В случае небольшой упругости пара в тройной точке (10 -2 мм рт. ст. и ниже) скорость его испарения настолько мала, что подводящееся к нему тепло не успевает расходоваться на испарение и приводит к повышению температуры металла. При этом упругость пара соответственно возрастает, что соответствует переходу в область выше тропной точки, и расплавление металла становится возможным. В случае, если в вакууме нагревается вещество с большой упругостью пара в тройной точке, как например хром, магний или кальцин, если не приняты специальные меры, имеет место его возгонка.
Таким образом, при проведении плавок в вакууме важно знать величины упругости паров металлов, входящих в состав сплава.
В табл. 3 приведены экспериментальные данные о давлении паров и скорости испарения различных металлов при нагреве в вакууме.
Зависит в первую очередь от упругости пара данного металла. Чем больше упругость пара, тем больше скорость его испарения. Так, скорость испарения никеля составляет 1.10Х Х10 5 г/см 2 сек при 137Г и при давлении 10 -3 мм рт. ст., а хрома 1,14- 10 -5 г!см? сек при 1090° и при давлении 10~ 3 лм-1 рт. ст. У вольфрама и молибдена скорости испарения в аналогичных условиях значительно ниже. Влияние вакуума проявляется особенно резко, когда остаточное давление равно или меньше парциального давления паров испаряющегося металла.
Скорость испарения металлов в зависимости от температуры ванны представлена графически на фиг. 5.
Скорость испарения металлов резко возрастает с увеличением температуры.
Источник: vakm.ru
Пайка металла в вакууме и в среде инертных газов (часть 3)
Процессами, способствующими удалению окисных пленок в процессе пайки, являются также возгонка окислов и их растворение в расплаве припоя и основном металле.
При высоких температурах пайки удаление окислов возможно за счет испарения. Так, медь и серебро, часто употребляемые в качестве составляющих припоев, интенсивно растворяют кислород.
Серебро при температуре 1000° С способно растворить 2 атомн. % кислорода.
В жидкой меди при температуре 1200° С растворяется 5,7 атомн. % кислорода. Наиболее интенсивно растворяется окисная пленка в титане при температуре выше 700° С.
В вакууме можно паять не все металлы, так как некоторые из них заметно испаряются при нагреве, особенно цинк, кадмий, марганец, медь, серебро и т. п. (табл. 12).
Таблица 12. Температура испарения некоторых элементов в вакууме.
Температура плавления, °С
Температура заметного испарения, °С, при разрежении, мм рт. ст.
Температура плавления, °С
Температура заметного испарения, °С, при разрежении, мм рт. ст.
Принято считать, что с увеличением степени разрежения улучшаются условия смачивания металлов жидкими припоями, однако показано, что наилучшие условия для смачивания меди и армко-железа создаются при степени разрежения 10 -2 мм рт. ст.
При таком вакууме имеют место максимальная площадь растекания припоев и минимальная температура начала растекания. С увеличением степени разрежения от 10 -2 до 10 -5 мм рт. ст. площадь растекания уменьшается и температура начала растекания повышается.
Эти данные представляют большой интерес, так как указывают на возможность успешного проведения пайки при средних степенях разрежения без высокого вакуума, требующего сложного оборудования и больших затрат времени.
Основными достоинствами пайки в вакууме являются высокая плотность металла шва, хорошее качество поверхности и товарный вид изделия.
Источник: www.prosvarky.ru