Выплавление модельного состава предпочтительней производить в той же печи, где будет производиться и прокаливание формы. Это обеспечит минимальные потери тепла при переходе от этапа вытапливания к этапу прокаливания. Печь для прокалки (как правило, муфельная) должна обладать принудительной вентиляцией. Ниже приведены циклы прокаливания при обычном литье (см. Рис.4.)
Отливка
Отливки получают следующим образом: прокаленные литейные формы заливают расплавленным металлом на специальных вакуумных индукционных литейных машинах. Температура опоки для заливки для сплавов СрМ 875, СрМ 916, ЗлСрМ585-80, ЗлСр750-150 — 400. 580°С, а для сплава ЗлМНЦ-750 — 500. 600 °С. Температура жидкого металла должна быть выше температуры плавления на 50-200 градусов в зависимости от сплава и формы изделий.
Невысокая температура не даст металлу хорошо пролиться, большой перегрев и наличие кислорода дает поры.

Урок. Формовка и Литье метала в опоку. Ювелирное дело
Рис.4. Стандартный цикл прокаливанияопоки в муфельной печи.
Оптимальную температуру опоки и расплава литейщики подбирают самостоятельно, из собственного опыта, поскольку в большинстве случаев приборы измеряющие температуру имеют погрешности, термопары имеют инерционность и различную установку в прокалочных печах. Не следует пренебрегать рекомендациям поставщиков формовочных смесей и поставщиков лигатуры.
Финишные операции
После остывания залитых опок до комнатной температуры производится очистка блока отливок от формовочной смеси. В процессе можно выделить три этапа:
Первый этап — это размывка в гидромониторе струёй воды под сильным давлением.
Второй этап – операция «отбел», снятие с поверхности отливок оксидного слоя. Отбел производится в слабом растворе серной кислоты.
Третий этап – очистка блока отливок в ультразвуковой ванне, промывка в проточной воде, сушка.
Блок отливок раскусывается вручную специальными кусачками. Отделенные отливки поступают на механическую обработку в монтировку для обработки поверхности
Подготовка изделия к эмалированию
Перед началом эмалирования поверхность изделия нужно очистить и обезжирить. Очистку производят в ультразвуковой ванне.
Подготовка эмали
Кусочки эмали смальты, цветного стекла необходимо сначала измельчить в стальной ступке. Затем растирают в каменной (агатовой) ступке до кондиции мельчайшего порошка, подобно тому, как в старину растирались пигменты красок. Чтобы порошок не распылялся, он обязательно смачивается.
Нанесение эмали
Эмалевый грунт, представляющий собой смесь растертой в порошок белой эмали с водой, наносится на изделие в три слоя. Для криволинейных поверхностей, чтоб эмаль не стекала, используют трагант (раствор для лучшего сцепления эмали с поверхностью металла). Им покрывают изделие перед нанесением эмали. После нанесения каждого слоя изделие просушивается в сушильном шкафу или на электрической плите и обжигается в муфельной печи при t° 700-800 °С, пока эмаль не сплавится, а поверхность не станет гладкой.
От опоки до литья
Шлифование эмали
Неровности эмалевой поверхности выравниваются алмазным надфилем. Те части изделия, которые слишком заметно выступают по краям, осторожно сошлифовываются. Шлифование должно всегда осуществляться с водой.
Блестящий обжиг
Для получения блестящей поверхности эмали отшлифованные и чисто вымытые изделия подвергают заключительному обжигу. Обжиг производится при температуре около 800 °С. Подготовленное изделие обжигается до тех пор, пока эмаль не начинает блестеть.
Травление эмалированных изделий
При обжиге поверхность металла, не покрытая эмалью, окисляется. Самый простой способ удаления окалины – химическое травление в 15% серной кислоте. Перед началом травления необходимо проверить используемые эмали на кислотостойкость.
Полирование
На этом этапе производится обработка металла, поверхность изделия доводится до глянцевого блеска.
Распределение оборудования, оснастки и инструмента по операциям технологического процесса
| № п/п | Технологическая операция | Оборудование | Инструмент и оснастка |
| 1. | Изготовление мастер-модели | 3D принтер | Компьютер, фрезы, воск |
| 2. | Изготовление модельного блока | Инжектор восковой Вулканизатор | Воск, резина, рамка под резину |
| 3. | Прокаливание опок | Муфельная печь | Щипцы для опок |
| 4. | Литейная операция | Машина литейная | Вакуумная установка, опоки, формовочная масса, тигли, щипцы для тиглей, водоструная машина, ультразвуковая ванна |
| 5. | Механическая обработка | Галтовка Бормашина | Наполнители, насадки на бормашину |
| 6. | Эмалирование | Печ Муфельная печь | Металлическая ступа, каменная ступка, плитка, пинцеты, эмали, алмазные надфили, настольные лампы |
Пример к разделу 2.6 Технико-экономическое обоснование и выбор оборудования и инструмента для технологического процесса на разрабатываемом предприятии или участке
Сравнительные характеристики оборудования
| 1. Изготовление мастер-модели | |||
| Технические характеристики | 3D принтер Solidscape D76+ | 3D принтер Solidscape 3Z PRO | Фрезерный станок Roland MDX-540S серии MODELA PRO II |
| Габариты, мм | 548 х 489 х 407 | 558 х 495 х 419 | 745 x 995 x 858 |
| Размер рабочей зоны, мм | 152 x 152 x 101 | 152 х 152 х 101 | 550 x 420 х 240 |
| Вес нетто, кг | |||
| Требования к питанию | 10 А, 230 В, 50 Гц | 230 В, 50 Гц, 10 А | 220-240 В/±10%,50/60 Гц |
| Рабочая температура | 16° -27° С | 16° -27° С | 5°С-40°С |
| Рабочая влажность | 40%- 60% | 40%- 60% | 35%-80% |
| Сетевой интерфейс | USB 2.0 | Wi-Fi 802,11 b/g, Ethernet Hi-Speed USB 2.0 | USB 2.0 |
| Точность | от 25,4 мкм до 63,5 мкм ± 0,1% по осям X, Y и Z | 25,4 мкм/25,4 мм по каждой оси X, Y и Z | Зависит от инструмента |
| Шероховатость поверхности | 1,3-2,5 мкм (RMS) | 0,81-1,63 мкм (RMS) | Зависит от инструмента |
| Вывод: Для производства целесообразно применение 3D принтер Solidscape 3Z PRO, т.к. в отличии от фрезерного станка он может выполнять изделия даже самых сложных конфигураций и имеет меньше потерь в сырье. 3D принтер Solidscape D76+ и 3D принтер Solidscape 3Z PRO схожи в ценовой категории, а так же в остальных характеристиках, но 3D принтер Solidscape 3Z PRO имеет более высокую точность. | |||
| 2. Изготовление модельного блока | |||
| Инжектор | Инжектор Cavallin 1.5 | Автокламп DIG XIN | Инжектор вакуумный- автомат с автоклампом Riacetech Mono-Maxi |
| Максимальная температура | 85°С | 90°С | 90°С |
| Электропитание | 220 В / 50 Гц | 220 В / 50 Гц | 220 В / 50 Гц |
| Мощность, Вт | |||
| Габариты, мм | 210 х 192 х 420 | 165 х 270 х 340 | 250 х 150 х 80 |
| Автокламп | нет | есть | есть |
| Цена, руб | 19 880 | 55 650 | 656 625 |
| Вывод: Инжектор Cavallin 1.5 подойдет планируемому производству, т.к. у него цена значительно ниже цен остальных инжекторов, но с его помощью достигается необходимый результат. | |||
| Вулканизатор | Вулканизатор CHINETTI VU-220-DG | Вулканизатор TVP-130/200X | Вулканизатор CHINETTI VULCANO аналоговый. |
| Габариты, мм | 360 х 165 х 530 | 300 х 150 х 540 | 325 х 210 х 450 |
| Максимальный развод пластин, мм | |||
| Размер пластин,мм | 220 х 150 | 130 х 200 | 200 х 170 |
| Регулятор температур | цифровой | цифровой | аналоговый |
| Максимальная температура | 200 °С | 200 °С | 200 °С |
| Мощность, Вт | |||
| Электропитание | 220 В | 220В/6A, 50 Гц | 220 В |
| Вес, кг | 13,4 | ||
| Цена, руб | 42 150 | 33 885 | 29 320 |
| Вывод: для планируемого производства целесообразно применение вулканизатора TVP-130/200X потому, что имеет небольшие габариты и вес, высокую мощность и ничем не уступает более дорогому вулканизатору. | |||
| 3. Прокаливание опок | |||
| Муфельная печь USA V-25L-0913 | Муфельная печь ЭКПС V-50НЭ 5002 («СНОЛ») | Печь прокалочная V-30, Россия | |
| Габариты, мм | 457 х 533 х 533 | 660 х 720 х 810 | 645 х 815 х 705 |
| Габариты камеры, мм | 330 х 330 х 229 | 360х440х370 | 380 х 370 х 250 |
| Максимальная рабочая температура | 960 °С | 1100 °С | 850 °С |
| Напряжение сети | 220/380 В | 220 В | 380 В |
| Мощность | 3,0 КВт | 5 кВт | 5,0кВт |
| Вес, кг | — | ||
| Цена, руб | 90 772 | 69 000 | 72 975 |
| Вывод: для планируемого производства целесообразно приобрести муфельную печь ЭКПС V-50НЭ 5002 («СНОЛ»), т.к. она имеет высокую мощность и максимальную рабочую температуру и вместе с этим невысокую цену. | |||
| 4. Литейная операция | |||
| Машина литейная центробежная KERR Centrifico | Индукционная литейная вакуумная машина Indutherm VC-400 | Индукционная плавильная печь Indutherm MU-700 | |
| Мощность | В основание устройства вмонтирована мощная пружина, под воздействием которой происходит вращение рычага с установленными на нем противовесом с одной стороны, и тиглем с опокой — с другой | 3,5 КВт | 12 КВт |
| Электропитание | 220 В | 380 В, 20 А | |
| Максимальная температура | Необходима отдельная плавильная печь | 1400 °С | 1600 °С |
| Объем тигля | 65 | 170 | 700 |
| Максимальный размер опоки, мм | 66 х 87 | 130 х 260 | Установка 1 или 2 вакуумных камер |
| Цена, руб | 25 000 | 964 350 | 506 506 |
| Вывод:Литейная операция является одной из самых сложных и важных операций, поэтому для планируемого производства целесообразно пробрести индукционную литейную вакуумную машину Indutherm VC-400 т.к. она наиболее удобна и проста в применении, а так же имеет оптимальные результаты литья, оснащена цифровым управлением. На этой литейной машине может работать даже низкоквалифицированный рабочий. | |||
| 5. Механическая обработка | |||
| Галтовка | Галтовка электромагнитная DIANCI CKT-360 | Галтовка ленточная BRUNIMAT-CYCLO | Галтовка Вибро AVALON W 15 |
| Загрузка наполнителя | иглы из нержавеющей стали- 350г | металлический наполнитель-70 кг | — металлический наполнитель — 15-20 кг.; — фарфоровый и керамический наполнитель — 10 кг.; — пластиковый наполнитель — 10 кг.; — ореховый и деревянный наполнитель — 10 кг |
| Размер контейнера, мм | 310 х 150 | 30 л | 15 л |
| Габариты, мм | 350 х 370 х 500 | 715 х 560 х 900 | 550 х 900 |
| Вес, кг | |||
| Электропитание | 220 В | 380 В | 380 В |
| Мощность | 200 Вт | 600 Вт | 0,42 кВт |
| Цена, руб | 45 700 | 339 300 | 128 800 |
| Вывод: Для планируемого производства целесообразно приобрести галтовку Вибро AVALON W 15 потому, что электромагнитная галтовка предназначена только для полировки, а галтовка AVALON W 15 предоставляет возможность работать с разными наполителями соответственно выполнять разные степени обработки. | |||
| Бормашина | Бормашина FOREDOM — К серия S | Бормашина GROBET 34.301Х EURO | Бормашина AUGUSTA — HELMUT KLEIN JSB-2000 |
| Электропитание | 220 В, 50 Гц | 220 В, 50 Гц | 220 В, 50 Гц |
| Выходная мощность | 95 Вт | 75 Вт | 75 Вт |
| Максимальная скорость вращения | 18 000 об/мин | 18 000 об/мин | 12 000 об/мин |
| Цена, руб | 3 650 | 4 200 | 28 550 |
| Вывод: Для планируемого производства целесообразно приобрести бормашину FOREDOM — К серия S, по причине того, что у нее доступная цена, но она ничем не уступает более дорогим конкурентам. | |||
| 6. Эмалирование | |||
| Муфельная ЭКПС V-10А | Муфельная печь Витраж-Микро | Печь муфельная для эмалей MZ MPF | |
| Максимальная рабочая температура | 1000 °С | 1100 °С | 900 ºС |
| Размеры рабочей камеры, мм | 100 х 200 х 65 Рабочая камера имеет форму полукруга | 192 х 167 х 290 Рабочая камера имеет форму квадрата | 90 x 90 x 160 Рабочая камера имеет форму круга |
| Габариты, мм | 420 х 480 х 470 | 490 х 704 х 648 | 360 х 300 х 270 |
| Электропитание | 220 В | 220 В | 220 В |
| Потребляемая мощность | 1,2 кВт | 2,2 кВт | 0,9 кВт |
| Вес, кг | |||
| Минимальное время разогрева до 900 °С, мин | |||
| Цена, руб | 64 100 | 35 000 | 28 000 |
| Вывод: Для планируемого производства целесообразно приобрести муфельную печь Витраж-Микро, т.к. она имеет достаточно большую рабочую камеру в форме квадрата, в которой будет удобно обжигать сразу несколько изделий, а так же она имеет невысокую цену. |
Источник: infopedia.su
Температура опоки для литья золота
Пользователь
Регистрация: 12.10.2008
Сообщений: 1683
В друзьях у: 5
Голосов: 123 / 3
Добавлено: 12.05.2013 15:13:02
а это пригодится? или это . У меня эти ссылки под рукой висели, но однозначных температур там кажись нет. Хотя какая лигатура как влияет на температуры плавления точно есть. Ну типа повышает или понижает.
Всегда улыбайся! Себе жизнь продлишь, друзей порадуешь, врагов побесишь.
Пользователь
Регистрация: 04.11.2012
Откуда: ИЗ СЧАСТЬЯ
Сообщений: 2179
В друзьях у: 5
Голосов: 500 / 16
Добавлено: 13.05.2013 02:12:14
Пробую присоединиться к вопросу и чуть по другому. Taras218 извини если мой вопрос окажется не сопутствующим. Суть у меня такая — предстоит отлить не оч много зелёного( лимионного золота) плавить буду в ложке-тигле и лить с руки . Как ТАРАСУ мне не надо знать температуру плавки — так увижу а вот какая температура опоки . Лом лимонного давальческий и + мой лимонный по чуть откладывал в с торону с заказов ( им другой был нужен цвет) Вобщем лимонный = солянка по составу. Лью ведро вакуум и когда с руки то температуру опок опускаю на серебре до 450-500 и на золото 585* с руки до 650. Имею думку что в солянке мало фирменячих лигатур — крашено в лимонный цвет больше серебром с чуть меди ( 53).
ТАРАС напиши зачем тебе температура плавки — для литья или иное. Но пробую помочь как умею. Эти данные переписал с сайта chatlanin -вакуумное литьё, тут давали ссылку — сам ссылку не умею — ещё раз прости а себе так и говорю — говорила мама учись делать ссылки. Может тебе фото поможет
Источник: www.jportal.ru
Глава 2 Нагрев ( часть первая)

Нагрев опоки важный процесс, который впрямую влияет на итог всей отливки. Именно поэтому целая глава книги посвящена этому процессу.

Основными компонентами паковочной массы являются Кварц и Кристобалит. Это своего рода термодатчики расширения. От параметров расширения последних зависит прочность паковочной массы ( необходимость избежать растрескивания опоки), а также точность припасовки конечной композиции.

Важно понимать, что усадка любого типа сплава может быть компенсирована в литейной форме во время кристаллизации за счет свойств паковочной массы и именно в первую очередь за счет знания процентного соотношения в ней Кварца и Кристобалита. Кристобалит по своей структуре сравним с керамикой, а значит это очень стабильный материал. Используя его компоненты в паковочной массе можно получать исключительно гладкие поверхности.

Кварц при спекании придает прочность паковочной массе. Чем выше температура предварительного нагрева,- тем прочнее опока. Кроме того Кварц уменьшается в объеме при охлаждении примерно на 90% по сравнению с расширением при нагреве. Это происходит лишь в том случае, когда вся опока полностью прогрета до температуры спекания Кварца. Отсюда можно сделать вывод, что точность припасовки отлитой композиции впрямую зависит от выверенного количества Кварца в паковочной массе.

Дилатометрическое измерение термомеханических изменений в паковочных массах в процессе нагрева позволяет вывести некую закономерность. Условно паковочные массы можно разбить на четыре типа, в зависимости от количества и соотношения между собой двух основных компонентов – Кварца и Кристобалита. Наибольшую точность при литье из неблагородных сплавов протяженных конструкций, возможно достичь, применяя паковочные массы с высоким объемом содержания Кварца, стабилизируемым относительно большим объемом Кристобалита.

Перед началом процесса нагрева опоку устанавливают горловиной вниз на рифленую пластину из Шамота в муфельной печи. Это делается для того, чтобы расплавленный воск сгорал, стекая, и в пустотах возникала циркуляция воздуха.
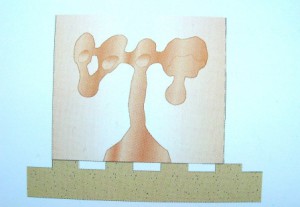
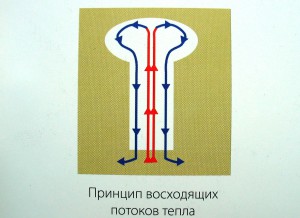
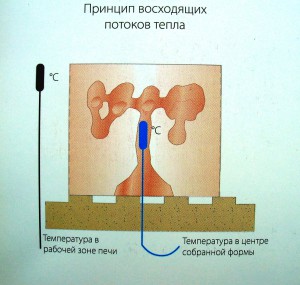
Чем быстрее растет температура в камере печи, тем быстрее и лучше будет протекать циркуляция воздуха. Опока прогревается снаружи, следовательно, температура внутри полой формы будет несколько меньше чем у ее стенок. Учитывая необходимость равномерного прогрева, а так же временной фактор, лучшие печи, это печи с тремя нагревательными элементами.
Еще одним важным моментом для понимания процесса нагрева является переход агрегатного состояния жидкости в пар внутри паковочной массы.
Продолжение следует
#aladentrussia
Источник: aladent.ru