Простота изготовления фасонной отливки зависит от литейных свойств сплавов. Например, получить отливку сложной конфигурации и заданных свойств из серого чугуна значительно проще, чем из легированной стали и из некоторых сплавов цветных металлов.
Литейные свойства сплавов — это такие технологические свойства, которые непосредственно влияют наоплучение качественных отливок с хорошими эксплуатационными показателями. Основными литейными свойствами, которые влияют на выбор сплава в качестве литейного материала, являются: жидкотекучесть, усадка, ликвация, склонность к газопоглощению и трещинообразованию.
Жидкотекучесть — способность расплава свободно течь в литейной форме, заполняя и точно воспроизводя все ее контуры.
Жидкотекучесть сплавов зависит от следующих параметров:
1. Температурного интервала кристаллизации
где Тл и Тс — температуры ликвидуса и солидуса соответственно.
Чем меньше ΔТ, тем больше жидкотекучесть. Лучшей жидкотекучестью обладают чистые металлы и эвтектические сплавы, у которых ΔТ = 0. Худшая жидкотекучесть у сплавов, образующих твердые растворы, поскольку в процессе их заливки и охлаждения в литейной форме возникает дополнительное трение образующихся твердых кристаллов о ее стенки.
Обучающее видео Алюминий и его сплавы
2. Вязкости и поверхностного натяжения расплава (чем они меньше, тем больше жидкотекучесть).
3. Температуры заливаемого металла и температуры формы
(чем они выше, тем выше жидкотекучесть).
4. Свойств литейной формы (чем больше ее теплопроводность, теплоемкость и влажность, тем меньше жидкотекучесть).
Жидкотекучесть литейных сплавов определяют с помощью различных методов и технологических проб. Технологические пробы на жидкотекучесть поводят в специальных литейных формах с полостью в виде каналов, характер заполнения которых жидким металлом определяет его жидкотекучесть. Из разнообразных конструкций технологических проб наибольшее распространение получила спираль Керри — проба спиральной формы (рис. 1.24).
Жидкотекучесть определяют по длине пути, пройденному жидким металлом до его затвердевания, т. е. по длине прутка. Небольшие выступы, нанесенные через 50 мм, облегчают измерение длины спирали (прутка). Спиральный канал позволяет получить длинные прутки в сравнительно небольших формах.
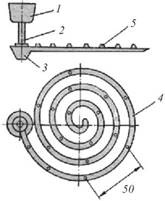
Рис. 1.24. Технологическая спиральная проба (спираль Керри): 1 — чаша; 2 — стояк;
3 — металлоприемник; 4 — спиральный канал; 5 — выступы
Усадка — свойство металлов и сплавов уменьшать свой объем при затвердевании и охлаждении. Она приводит к уменьшению размеров отливки. Различают объемную и линейную усадки.
На усадку влияют следующие факторы:
1. Химический состав сплава (усадка серого чугуна уменьшается с увеличением содержания углерода С и кремния Si и увеличивается с повышением содержания фосфора Р и серы S; усадка алюминиевых сплавов уменьшается с повышением содержания кремния Si).
ПРИПОЙ ДЛЯ ЗОЛОТА ТЕОРИЯ И ПРОЦЕСС ИЗГОТОВЛЕНИЯ от #AlexKash
2. Температура заливаемого металла Тмет (чем меньше Тмет, тем меньше усадка).
3. Скорость охлаждения металла в форме или теплопроводность формы (чем больше скорость охлаждения, тем больше усадка).
4. Конструкция отливки и литейной формы (с увеличением толщины стенок чугунной отливки усадка уменьшается).
Линейная усадка для различных сплавов составляет: для серого чугуна — 0,9. 1,5 %; для углеродистых сталей — 2. 2,4 %; для алюминиевых сплавов — 0,9. 1,5 %; для медных сплавов — 1,4. 2,3 %.
Усадка в отливках проявляется в виде усадочных раковин и усадочной пористости.
Усадочные раковины — сравнительно крупные полости, расположенные в частях отливки, затвердевающих в последнюю очередь. Усадочные раковины образуются при изготовлении отливок из чистых металлов, сплавов эвтектического состава и сплавов с узким интервалом кристаллизации (низкоуглеродистые стали, безоловянистые бронзы и др.). Как правило, усадочные раковины из отливок стремятся сместить в литниковую систему (выпор или прибыль), где металл затвердевает в последнюю очередь.
Усадочная пористость — скопление мелких пустот, образовавшихся в обширной зоне отливки в результате усадки в тех местах, которые затвердевали последними без доступа к ним расплавленного металла. Усадочная пористость располагается по границам зерен металла.
Для получения отливок без усадочных раковин и пористости необходимо обеспечить, во-первых, непрерывный подвод расплавленного металла в форму в процессе его кристаллизации и, вовторых, движение фронта кристаллизации таким образом, чтобы последними кристаллизовались части отливки, граничащие с поверхностью формы или расположенные в литниковой системе. Первое достигается размещением в литейной форме прибылей, второе — наружных и внутренних холодильников.
Ликвация — неоднородность химического состава отливки в различных ее точках, возникающая при кристаллизации. На процесс развития ликвации (кроме химического состава сплава) влияют технологические факторы (конфигурация отливки, скорость охлаждения и др.). Различают три вида ликвации: зональную, дендритную и ликвацию по плотности.
Зональная ликвация наблюдается во всем объеме отливки из-за различия температур кристаллизации отдельных компонентов сплава. По мере кристаллизации металл слитка будет все более обогащаться легкоплавкими примесями, поэтому его химический состав по объему будет различным. Так, наружные участки и тонкие стенки стальных отливок, кристаллизующиеся в первую очередь, содержат ликвирующих более легкоплавких примесей (S, P) меньше, чем более массивные части, которые кристаллизуются позже.
Ликвация по плотности наблюдается при сплавлении металлов значительно различающихся по плотности. Так, в сплавах системы
«свинец–сурьма» верхняя часть слитка будет обогащена сурьмой, а нижняя — более тяжелым свинцом, т. е. отличаться от среднего состава сплава.
Обычно ликвация является нежелательным явлением, поскольку в результате неоднородности химического состава свойства металла на различных участках отливкитбуду отличаться друг от друга.
Склонность к газопоглощению. В расплавленном состоянии металлы и сплавы способны активно поглощать водород, кислород, азот и другие газы из оксидов и влаги шихтовых материалов при их плавке, а также сгорании топлива, из окружающей среды при заливке металла в форму и т. д. Как правило, растворимость в металлах газов с понижением температуры уменьшается, что вызывает их выделение в процессе кристаллизации. В результате этого в отливке могут образовываться газовые раковины и газовая пористость, которые ухудшают механические свойства и герметичность отливок. Для уменьшения газовых раковин и пористости плавку сплава проводят под слоем флюса, в среде защитных газов, с использованием просушенных шихтовых материалов. При этом перед заливкой расплавленный металл подвергают дегазации вакуумированием или продувкой инертными газами.
Для устранения газонасыщенности отливок следует увеличивать газопроницаемость литейных форм и стержней, снижать влажность формовочных смесей, подсушивать формы и т. д. (например, выплавка стали в вакуумных печах устраняет газонасыщенность).
Склонность к образованию трещин и короблению. В результате неравномерного затвердевания металла в тонких и толстых частях отливки, а также из-за торможения усадки формой при ее охлаждении возникают внутренние напряжения. Эти напряжения тем выше, чем меньше податливость формы и стержней. Если величина внутренних напряжений превысит предел прочности сплава в данном месте, то в нем образуются горячие или холодные трещины.
Горячие трещины — как правило, хорошо видимые разрывы поверхности отливки, распространяющиеся по границам зерен и имеющие неровную окисленную поверхность, на которой при увеличении видно дендритное строение сплава. Эти трещины образуются при застывании расплава в форме. Характерными признаками горячих трещин являются их неровные (рваные) края и значительная ширина.
Холодные трещины — очень тонкие разрывы поверхности отливки, имеющие обычно чистую, светлую (с цветами побежалости) зернистую поверхность. Они образуются из-за внутренних напряжений или механического воздействия при температуре ниже температуры свечения отливки. В отличие от горячих трещин холодные распространяются непосредственно по зернам, а не по их границам, и располагаются преимущественно в острых углах и других местах с высокой концентрацией напряжений.
Холодные трещины, чаще всего, образуются в тонкостенных отливках сложной конфигурации. Вероятность их образования тем выше, чем больше упругие свойства сплава, чем значительнее его усадка (особенно при пониженных температурах) и чем ниже теплопроводность сплава. Вероятность образования холодных трещин в отливках также возрастает при наличии в сплаве вредных примесей (например, фосфора в сталях).
Для предупреждения образования трещин необходимо осуществлять равномерное охлаждение отливок (во всех сечениях), применять сплавы, обладающие повышенной пластичностью, проводить дополнительный отжиг отливок и т. п.
Внутренние напряжения, возникающие при охлаждении отливок, могут привести к их короблению (изменению формы и размеров отливок). Вероятность коробления отливки увеличивается при усложнении ее конфигурации и повышении скорости охлаждения, вызывающие неравномерное охлаждение отдельных частей отливки и, как следствие, различную усадку. Коробление отливки также может быть вызвано сопротивлением формы усадке отдельных частей отливки. Для предупреждения коробления отливки необходимо увеличивать податливость формы, создавать рациональную конструкцию отливки и т. д.
3.2. Производство отливок из чугуна
При выборе материала для литья детали следует учитывать условия, в которых она работает, физико-механические свойства сплава, литейные свойства, условия кристаллизации в форме, а также стоимость сплава.
Если принять среднюю стоимость отливки из серого чугуна за 100 %, то стоимость отливок из других сплавов составит: ковкий ч1у30гу%н ,—сталь — 160 %, цветные сплавы — 300. 600 %.
Литейные чугуны. Чугун является самым распространенным сплавом в литейном производстве. Так, около 80 % общего мирового выпуска отливок приходится на долю чугуна. В связи с улучшением его свойств и появлением высокопрочного чугуна с шаровидным графитом, чугуна с вермикулярным графитом и легированных чугунов специального назначения область применения очудогулнжа ептр расширяться.
В машиностроении для производства деталей используют следующие чугуны: серые, с вермикулярным графитом, высокопрочные, ковкие и специального назначения, характеризующиеся наличием в их структуре свободного углерода в виде графита. Белые чугуны, в структуре которых углерод находится только в связанном состоянии в виде цементита, в машиностроении применяются редко из-за их высокой твердости, затрудняющей механическую обработку, и хрупкости. Эти чугуны применяются только для ограниченной номенклатуры отливок, подвергающихся в условиях эксплуатации сильному износу от трения при высоких удельных нагрузках (валки прокатных станов, щеки камнедробилок и т. п.).
Широкое применение чугунов обусловлено следующим:
1) высокими литейными свойствами этих сплавов, что позволяет изготавливать из них отливки сложной конфигурации, с тонкими стенками, а также производить механическую обработку этих отливок;
2) большей, чем у стальных деталей, способностью гасить вибрации;
3) меньшим, чем у сталей, влиянием концентраторов напряжений (риски, задиры, переходыогот одн на конструкционную прочность деталей;
сечения к другому)
4) высокими антифрикционными свойствами, обусловленными наличием в структуре чугуна свободного графита, являющегося естественной смазкой;
5) невысокой стоимостью отливок по сравнению со стоимостью отливок из стали и цветных сплавов.
Серый чугун — чугун с пластинчатой формой графитовых включений. Металлической основой серого чугуна является феррит, феррит – перлит или перлит (рис. 1.25). Он является наиболее распространенным литейным сплавом. Отливки из этого чугуна составляют до 80 % от общего объема чугунного литья.
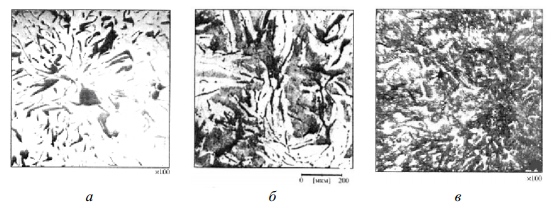
Рис. 1.25. Микроструктура серого чугуна: а — ферритный чугун; б — феррито-перлитный; в — перлитный
Структура металлической основы практически не влияет на низкую пластичность серого чугуна (δ = 0,2. 0,5 %), но оказывает влияние на его прочность и твердость (σв = 100. 450 МПа; НВ = 143. 289). Он обычно содержит 2,9.
3,7 % С, 0,5. 1,1 % Мn, 1,2. 2,6 % Si, до 0,3 % Р, до 0,15 % S.
Маркируется серый чугун буквами СЧ (серый чугун) и двумя цифрами, обозначающими предел прочности при растяжении (кгс/мм 2 ). Согласно ГОСТ 1412-85 имеются следующие марки серого чугуна: СЧ10, СЧ15, СЧ20, СЧ25, СЧ30, СЧ35, СЧ40 и СЧ45.
Кроме того, по требованию потребителя допускаются марки серого чугуна СЧ18, СЧ21 и СЧ24.
Для изготовления малоответственных деталей, испытывающих небольшие нагрузки в работе, используют чугуны марок СЧ10 и СЧ15, а для изготовления более ответственных деталей применяют чугуны остальных марок.
Следует отметить, что чугуны СЧ30, СЧ35, СЧ40 и СЧ45 относятся к группе модифицированных серых чугунов, которые получают добавлением в жидкий чугун перед его разливкой специальных добавок — графитизирующих модификаторов (ферросилиция, силикокальция, графита и др.) в виде кусков размером 1. 5 мм. Это позволяет получать в модифицированных чугунных отливках перлитную основу с вкраплениями небольшого количества изолированных пластинок графита средней величины, что повышает их механические свойства.
Высокие литейные свойства серого чугуна позволяют получать самые разнообразные детали. Области применения серых чугунов представлены в таблице 1.2.
Применение серого чугуна в машиностроении
Области применения
Источник: eti.su
Особенности литья золотых сплавов
Сплавы золота (ЭлСрМ58380 и ЗлСрМ750150) плавят в графитовых тиглях. На дно тигля засыпают флюс (борную кислоту или березовый уголь) в количестве, обеспечивающем покрытие зеркала расплава. Тигель нагревают до температуры не менее 1000 °C.
Затем под слой жидкого флюса добавляют чистое золото, отходы сплавов золота собственного производства (не более 60 % от массы шихты) и лигатуру медь – серебро. После расплавления шихты при температуре 1000–1100 °C производят раскисление металла фосфористой медью (0,1 % от массы шихты). Выдержка расплава для удаления продуктов раскисления составляет 2–3 мин. Перед заливкой с поверхности металла снимают шлак и расплав тщательно перемешивают. Температура заливки сплава ЗлСрМ58380 составляет 1000–1200 °C, сплава ЗлСрМ750150 – 1100–1200 °C.
Сплав золота ЗлМНЦ750 плавят в корундовых тиглях. Использование графитовых тиглей невозможно изза взаимодействия никеля с углеродом. В качестве флюса используют плавленую борную кислоту, которую загружают на дно тигля слоем толщиной 5–10 см.
После этого тигель нагревают до температуры не менее 1000 °C, флюс расплавляется, и под его зеркало вводят сначала чистое золото, а затем лигатуру медь – никель – цинк. Раскисление металла не производят в связи с наличием в сплаве большого количества цинка. Температура заливки сплава ЗлМНЦ750150 составляет 1150–1200 °C, перед литьем шлак снимают и металл тщательно перемешивают.
Вакуумную плавку сплавов золота (за исключением сплава ЗлМНЦ 750) и сплавов серебра осуществляют путем расплавления шихты и выдержки жидкого металла в вакууме не ниже 133,3 Па. Время выдержки расплава в вакууме не более 15 мин для шихты (массой 0,4–0,5 кг). Перед литьем плавильную камеру заполняют инертным газом до атмосферного давления. Наличие над жидким металлом вакуума ниже 133,3 Па и увеличение времени выдержки расплава в вакууме ведет к резкому увеличению потерь серебра и золота. Рафинирование сплава ЗлМНЦ750 в вакууме возможно только в твердом состоянии изза высокой упругости паров цинка.
Второй вариант вакуумной плавки ЗлМНЦ750 и сплавов серебра осуществляют путем расплавления шихты и выдержки жидкого металла в вакууме по предыдущему варианту. Перед загрузкой шихты на дно тигля насыпают плавленую борную кислоту. Отдельно сплавляют отходы производства (стружку, опилки) с борной кислотой.
Тигель разогревают до 1000 °C и расплавляют в нем сплав опилок с борной кислотой. По выражению литейщиков, создают «болото». Далее загружают лигатуру серебро – цинк – медь состава Ag – 64 %, Zn – 3,5 %, Си – 32,5 %. По расплавлении лигатуры сплав перемешивают кварцевой палочкой и отливают пробник для определения химического состава экспрессметодом. Далее дошихтовывают расплав нужным количеством чистого золота, доводят температуру сплава до 1150–1200 °C, сплав перемешивают, снимают шлак и производят разливку.
Для получения желтого сплава золота 585й пробы используют следующий состав лигатуры: Ag – 24,5 %, Zn – 16 %, Gu – 59,5 %.
Для получения красного сплава золота 585й пробы используют следующий состав лигатуры: Ag – 10 %, Zn – 3 %, Gu – 87 %.
Для получения красного сплава золота 375й пробы используют следующий состав лигатуры: Ag – 5 %, Zn – 3 %, Gu – 92 %.
Платина
Платина – химический элемент, символ Pt, имеет порядковый номер 78, атомная масса 195, плотность 21,45 г/см3, tпл = 1769 °C. Кристаллическая решетка – ГЦК. Твердость по Бринеллю в отожженном состоянии 50. Относится к группе благородных металлов.
Металл имеет белосерую окраску, практически нерастворим в воде, кислотах, за исключением горячей «царской водки», с которой образует платинохлористоводородную кислоту H2(PtCl2). Платина очень пластична, хорошо полируется и обладает большой отражательной способностью. Платина в чистом виде очень мягка, поэтому ее легируют, например, иридием, палладием, родием и другими металлами. Для изготовления ювелирных изделий в сплав, кроме указанных компонентов, добавляют еще и медь. Металлы платиновой группы (иридий, палладий, родий) в химическом отношении схожи с платиной.
Иридий Химический элемент, 1 г, с атомной массой 192,22, tnji = 2410 °C, твердость по Бринеллю в отожженном состоянии 172. Относительное удлинение при растяжении составляет лишь 2 %. Поддается обработке при высоких температурах. При небольшой добавке к платине значительно повышает твердость последней.
Палладий Имеет более светлую окраску, чем платина, химически устойчив на воздухе и в воде, растворяется в горячей, немного разбавленной азотной кислоте с образованием нитрата палладия Pd(NO3)2. При температуре от 400 до 850 °C палладий покрывается светлофиолетовым оксидным слоем, который исчезает при более высоких температурах.
В ювелирных изделиях он используется в большей степени, чем другие металлы платиновой группы, изза его
хорошей обрабатываемости. Палладий улучшает свойства платины, осветляет сплав, используется при получении так называемого «белого золота».
Дата добавления: 2017-01-08 ; просмотров: 2028 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник: poznayka.org
Плавка сплавов на основе благородных металлов
Плавку сплавов на основе золота проводят в низкочастотных или высокочастотных индукционных печах с графитошамотными тиглями, а также в тигельных печах с газовым обогревом. Сплавы на основе палладия плавят в индукционных высокочастотных печах с основной (магнезитовой) футеровкой, а сплавы на основе платины — в индукционных тигельных высокочастотных печах с тиглями из оксида кальция, реже — оксида магния. Если кальций и магний являются вредными примесями, то плавку ведут в тиглях из оксидов тория или циркония. Серебряные сдлавы плавят в низко- и высокочастотных индукционных тигельных печах или тигельных печах с газовым или жидкотопливным обогревом. Тигли индукционных печей изготовляют из графита или графитошамота.
Технология плавки сплавов на основе золота
В качестве шихтовых материалов применяют золото, медь, цинк, серебро, платину, палладий, отходы собственного производства. В среднюю по высоте часть тигля укладывают тугоплавкие составляющие шихты, плавку ведут под слоем древесного угля. Перед сливом, расплав раскисляют присадками фосфора, цинка или борида кальция.
Если сплав содержит цинк, то его не раскисляют, так как он сам является сильным раскислителем. Расход раскислителя составляет 0,08—0,15% массы металла. Сплавы на основе золота и серебра разливают при температуре 1025—1100 °С, на основе золота и меди — при температуре 1000—1100 °С, на основе золота и платины — при температуре 1200—1300 °С, на основе золота и палладия — при температуре 1600—1650 °С.
Технология плавки сплавов на основе палладия
Шихтовыми материалами являются палладий, иридий, медь, отходы и лом.
В тигель вначале загружают иридий, медь или серебро, затем палладий, лом и отходы, флюс при плавке не используют. После полного расплавления шихты расплав нагревают до температуры выпуска и раскисляют присадками 0,1 % алюминия или 0,1% кальция от массы металла. Сплавы на основе палладия и серебра, палладия и меди разливают при температуре 1300—1400 °С, на основе палладия и иридия, — при температуре 1500—1600 °С.
Технология плавки сплавов на основе платины
В качестве шихтовых материалов используют платину, иридий, палладий, медь, родий (ГОСТ 13098—67), лом и отходы.
Шихту загружают в следующем порядке: тугоплавкие составляющие, затем легкоплавкие составляющие. Плавку ведут в окислительной атмосфере, раскисление металла перед заливкой форм не проводят, флюсы не применяют.
Сплавы на основе платины и серебра разливают при температуре 2000—2100°С, на основе платины и родия,— при температуре 1870—2000 °С, на основе платины и палладия— при температуре 1600—1650 °С, на основе платины и меди — при температуре 1800—1850 °С.
Технология плавки сплавов на основе серебра
В качестве шихты используют лом и отходы серебра, медь, марганец, олово. Наиболее распространенными сплавами на основе серебра являются сплавы системы Ag—Cu. Плавку этих сплавов ведут подпокровом древесного угля. Перед разливкой расплав раскисляют присадкой 0,1% Р.
Плавку сплавов систем Ag—Mn и Ag—Sn ведут в восстановительной атмосфере. Перед вводом в расплав олова последний раскисляют 0,1% фосфора, кадмия или лития от массы металла. Если сплав легирован марганцем, его вводят перед оловом и расплав в этом случае не раскисляют.
Сплавы на основе серебра и меди разливают при температуре 1000—1100 °С, на основе серебра и олова — при температуре 1000—1100 °С, на основе серебра и марганца — при температуре 1050—1100 °с.
Источник: metallurgist.pro