Гнутоклееные заготовки изготавливают путем склеивания пакетов шпона в обогреваемых пресс-формах с одновременным их гнутьем. В таких условиях пакет деформируется и приобретает форму заготовки, которая закрепляется в результате отверждения клея и уменьшения влажности пакета при горячем склеивании.
Для изготовления гнутоклееных заготовок применяется лущеный шпон преимущественно из древесины березы, ольхи и других лиственных пород, реже из древесины хвойных пород. Толщина шпона зависит от сложности профиля, конструкции пакета, углов и радиусов изгиба и составляет 0,95. 2,2 мм.
Чаще всего используют кусковой шпон шириной свыше 100 мм и длиной, соответствующей размеру заготовки. При изготовлении мебельных заготовок в зависимости от их назначения в качестве наружных слоев применяют лущеный шпон I и III, а также строганый шпон I и II сортов толщиной 0,6. 1 мм, облицовочные пленки на основе декоративной бумаги и других листовых или облицовочных материалов. Влажность шпона для гнутоклееных заготовок мебели 8 ± 2 %, а строительных до 12 %.
Копия видео «Производство клееного бруса Технология клееного бруса»
Для изготовления мебельных заготовок применяются карбамидофор- мальдегидные клеи на основе смол М-70, КФ-Ж-Ф, КФ-МТ-Ф и другие, а для строительных фенолоформальдегидные — СФЖ-3013, СФЖ-3014, СФЖ-3011, бакелитовая пленка. Используемые клеи вязкостью 90-230 с по ВЗ-4 по рецептуре не отличаются от применяемых при изготовлении фанеры.
Технологический процесс включает в себя следующие этапы: подготовку шпона, нанесение клея и сборку пакетов, склеивание пакетов, механическую обработку заготовок.
Клей на шпон наносится в клеенаносящих вальцовых станках КВ-9, КВ-14. Расход клея, в зависимости от сложности конфигурации гнутоклееных заготовок и качества шпона, 90. 130 г/м 2 .
Подготовка к склеиванию состоит в выдержке листов с нанесенным клеевым слоем или собранных пакетов в течение 15. 20 мин. Сборку пакетов производят чаще всего вручную. Сборку ведут в соответствии с геометрией гнутоклееной заготовки и строением пакета шпона, что определяется условиями нагружения деталей при эксплуатации.
Пакеты собирают из шпона толщиной, зависящей от требуемых радиусов и углов изгиба заготовки. Допустимым считается такой внутренний радиус заготовки, при котором не происходит разрушение древесины шпона. Он зависит от толщины, породы и влажности шпона, конструкции и угла изгиба пакета.
Использование для наружных слоев тонкого, а для внутренних толстого шпона позволяет изготавливать гнутоклееные заготовки с небольшим радиусом кривизны, снижая при этом трудозатраты и расход клеевых материалов.
Толщина пакетов при изготовлении гнутоклееных заготовок устанавливается с учетом их упрессовки при склеивании, равной 7. 8 %.
В процессе сборки пакета контролируют расход клея, конструкцию пакета.
При формировании гнутоклееных профилей из шпона очень важна равномерная передача давления на склеиваемый пакет. Гнутоклееные заготовки изготавливают в прессах, оборудованных пресс-формами, состоящими обычно из пуансона и матрицы.
Постиж. Виды постижа. Технология изготовления постижа
Наиболее проста по конструкции цельная жесткая пресс-форма. Но она имеет существенный недостаток — неравномерность распределения давления на пакет, что приводит к неодинаковому качеству склеивания и разнотолщинности пакетов. Поэтому жесткие цельные пресс-формы применяются только при формировании неглубоких профилей.
Большей равномерности давления на пакет можно добиться применением жестких пресс-форм с расчлененными матрицей или пуансоном (рис.5.1, а, б).
При работе по схеме а предварительное формирование профиля и создание давления на горизонтальную часть пакета 2 осуществляется при движении вниз плунжера 1, который через подвижное основание 3 матрицы 4 воздействует на рычаги 5. Рычаги жестко связаны с боковыми шарнирно закрепленными стенками 6 матрицы, обеспечивающими давление на боковые части пакета.
При работе по схеме б составной пуансон с шарнирно закрепленными на вертикальной штанге 1 прессующими частями опускается в матрицу 2, формируя профиль пакета 3. Нижняя часть пуансона 4 упирается в пакет, и с этого момента при дальнейшем перемещении штанги 1 посредством шарнирных рычагов 5 производится раздвигание боковых частей пуансона 6. Таким образом обеспечивается относительно равномерное давление на пакет.

Рис. 5.1. Конструкции пресс-форм: а — жесткая с расчлененной матрицей; б — жесткая с расчлененным пуансоном; в — жесткая с расчлененной матрицей на базе многоплунжерного пресса; г — с металлической шиной и боковыми прижимами; д — с металлической шиной и вращающимся пуансоном; е — с эластичной передачей давления, многокамерная; ж — вакуум-пневматическая
Достичь относительно равномерного давления на пакет можно с помощью многоплунжерных прессов (рис. 5.1, в), каждый из плунжеров 1 которых оборудован частью матрицы или пуансона. Таким образом получают, например, заготовки стенок полуящиков, ножек табуретов и стульев.
Прессование гнутоклееных заготовок производится и в пресс-формах с металлическими шинами в виде лент толщиной 1,5. 2 мм (рис. 5.1, г,д). Шина обеспечивает выравнивание давления, которое направлено по радиусу кривизны. Она плотно прилегает к пакету и деформируется вместе с ним.
В таких условиях устраняется трение скольжения между шиной и наружными слоями пакета, чем предотвращается их разрушение. При изгибе пакета нейтральная ось его смещается к шине, в результате чего уменьшаются напряжения в растянутой зоне, поэтому этим методом можно формировать профили с меньшими радиусами.
При склеивании в пресс-форме по схеме г при опускании пуансона 1 происходит формирование профиля пакета 2, а при дальнейшем натяжении ленты 3 — последовательный обжим криволинейного участка лентой, а прямоугольных — боковыми прижимами 4. Формирование профиля по схеме д производится на вращающемся пуансоне 1, наворачивающем на себя пакет 2 вместе с шиной 3.
Недостатки пресс-форм с шинами — малый срок их службы, неодинаковое давление на пакет, вообще отсутствующее на прямолинейных участках, невозможность формирования профилей с несколькими углами перегиба.
Наибольшая равномерность давления достигается при прессовании гнутоклееных элементов методом эластичной передачи давления на пакет (рис. 5.1, е).
Формообразующий элемент пакета 1 такой пресс-формы — пуансон 2. На рабочей поверхности матрицы 3 размещается одна или несколько плоских эластичных камер 4, в которые под давлением подается рабочая жидкость (например, горячее масло) или сжатый воздух. Устройство на матрице нескольких камер эффективно при изготовлении сложных профилей. Последовательное включение камер от середины к краям профиля обеспечивает его нестесненное формирование, предотвращает появление разрывов и складок на шпоне заготовок. Благодаря гидростатическому давлению на пакет достигается высокое качество склеивания, возможно получение заготовок самых сложных профилей.
Склеивание с применением эластичных диафрагм производится также в вакуумных или вакуум-пневматических пресс-формах (рис. 5.1, ж). В них профиль пакета 1 формируется жестким пуансоном 2 в матрице 3. При этом пакет оказывается в герметичной камере А между пуансоном и диафрагмой 4. Из камеры через каналы 5 вакуум-насосом удаляется воздух, и атмосферный воздух с другой стороны диафрагмы обеспечивает давление на пакет. Достоинство таких прессовых устройств — их малая металлоемкость ввиду отсутствия реакций на станину пресса. Кроме того, процесс отверждения клея при горячем склеивании в вакууме происходит более интенсивно, чем при атмосферном давлении, из зоны прессования удаляются вредные газообразные продукты склеивания. Если давление прессования в вакууме (до 0,1 МПа) оказывается недостаточным, дополнительное давление создается нагнетанием воздуха с обратной стороны диафрагмы через канал 6.
Пресс-формы в зависимости от объема производства, способа их обогрева, конструкции изготавливают из стали, силумина, дюралюминия, фанерных плит, древесных слоистых пластиков, пластмасс. Эластичные камеры и диафрагмы изготавливают из термостойкой резины, силиконового и фторкаучука. Для повышения прочности и износостойкости эти материалы армируют чефе- ром, металлической фольгой.
При прессовании в жестких пресс-формах давление равно 1 . 2 МПа, при эластичной его передаче — 0,1.. .0,5 МПа.
Склеивают пакеты обычно горячим способом, что обеспечивает большую производительность процесса и малую формоизменяемость достигнутой формы профиля. Пакеты нагревают кондуктивным способом и реже — в поле токов высокой частоты (ТВЧ). Температура нагрева рабочих поверхностей пресс-форм при кондуктивном способе передачи тепла к пакету 110. 135 °С. Температура при ТВЧ — 100. 120 °С.
Нагрев в поле ТВЧ более эффективен при склеивании заготовок большой толщины. Это обусловлено тем, что температура материала по сечению материала нарастает одинаково.
Продолжительность склеивания пакета зависит от способа его нагрева, температуры, рабочей поверхности пресс-формы при кондуктивном нагреве, толщины пакета, характеристик клея. При кондуктивном способе обогрева и температуре 110. 135 °С удельная продолжительность склеивания карбамидо- формальдегидными клеями равна соответственно 0,65. 0,5 мин/мм.
В случае электроконтактного нагрева до тех же температур продолжительность склеивания равна 0,75. 0,6 мин/мм. Продолжительность склеивания в поле ТВЧ зависит от величины подводимой мощности.
Время склеивания при высокочастотном нагреве

где t — общая продолжительность, tH — время нагрева клеевых слоев до
100.. .120 °С (определяется в зависимости от удельной колебательной мощности пресса РУд, которая равна колебательной мощности генератора, деленной на объем склеиваемой заготовки, и выражается в Вт/см 3 ); t0 — продолжительность отверждения клея (зависит от марки связующего и может быть заимствована из характеристики смол); t6 — продолжительность выдержки под давлением без нагрева (1. 2 мин).
Зависимость tH от Руд приведена ниже:
Источник: studref.com
Изготовление клеевых украшений.
«ПОСТИЖ» француз тілінен аударғанда шаштан жасалған бұйым деген мағынаны білдіреді. Постижерлық бұйымдар шаштараз жұмысына өз ерекшеліктерін қосты. Қазіргі кезде сайыстарда, семинарларда, шоуларда, тұрмыста постижерлық бұйымдарды көп қолданады.

. Постижерлық бұйымдарға шиньон, бұрым, парик, желімнен жасалған әшекейлер, жасанды сақал-мұрт, қас, кірпік жатады.

Шаш сәнін алғашқы қауымдық құрылыс кезінде киімге қарағанда әлде қайда ерте пайда болған деп айтады. Постиж өнері кейінгі кезде өркендеп, дамып келе жатыр.
Бүгінгі күнде бірде-бір шаштараз өнерінің сайысы постижерлық бұйымсыз өтпейді. Көптеген актерлерді кейіпкерлер бейнесіне кіргізу үшін, оларға сан алуан постижерлық бұйымды қолданады.

Сондықтан да бұрымдар, жапсырмалар, париктер әрқашанда сәнде болады. Табиғи және жасанды шаштардан жасалынады.
- Мен көрнекілік ретінде үш жапырақшаны жасап үйремін.
- Сонымен. Ол үшін не қажет:
- 1) шаш (алғаш рет жасанды шаштарды көріңіз, оңай болады).
- 2) БФ-6 желімі (кез — келген дәріханада сатылады).
- 3) кисточка( жақсырақ ,қатты қылшықпен).
- 4) тарақ.
- 5) Спирт-шыны ыдысты майсыздандыру, кисточканы жуу үшін қолданады, кейде желімге қосылады, егер ол кебе бастаса (тек сәл ғана)
- 6) шыны ыдыс (банкалар,фужерлер. )- кез келген беті тегіс, бірақ міндетті түрде шыны болуы керек.

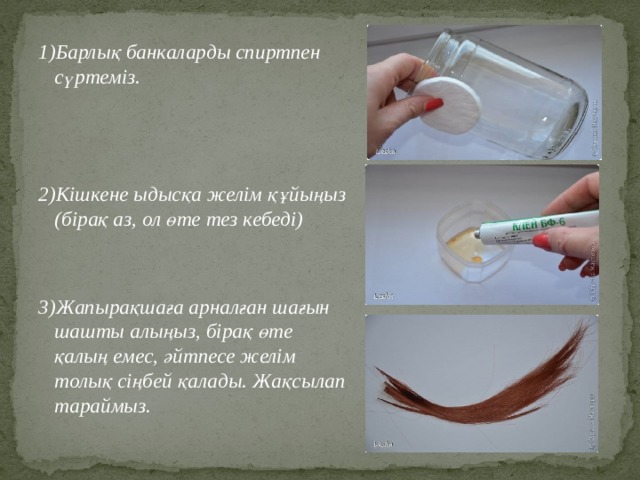
1)Барлық банкаларды спиртпен сүртеміз.
2)Кішкене ыдысқа желім құйыңыз (бірақ аз, ол өте тез кебеді)
3)Жапырақшаға арналған шағын шашты алыңыз, бірақ өте қалың емес, әйтпесе желім толық сіңбей қалады. Жақсылап тараймыз.
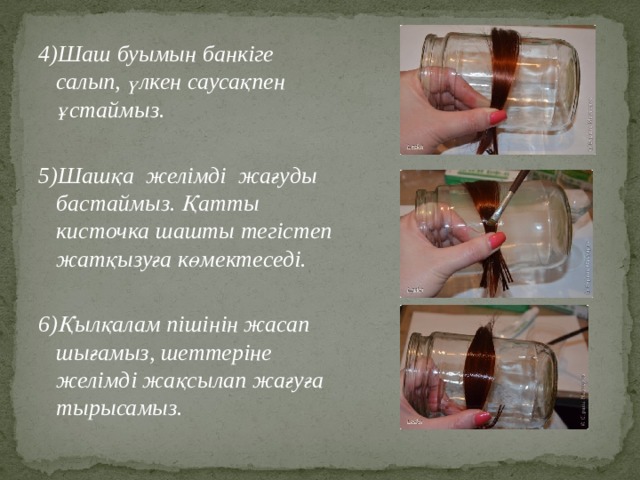
4)Шаш буымын банкіге салып, үлкен саусақпен ұстаймыз.
5)Шашқа желімді жағуды бастаймыз. Қатты кисточка шашты тегістеп жатқызуға көмектеседі.
6)Қылқалам пішінін жасап шығамыз, шеттеріне желімді жақсылап жағуға тырысамыз.
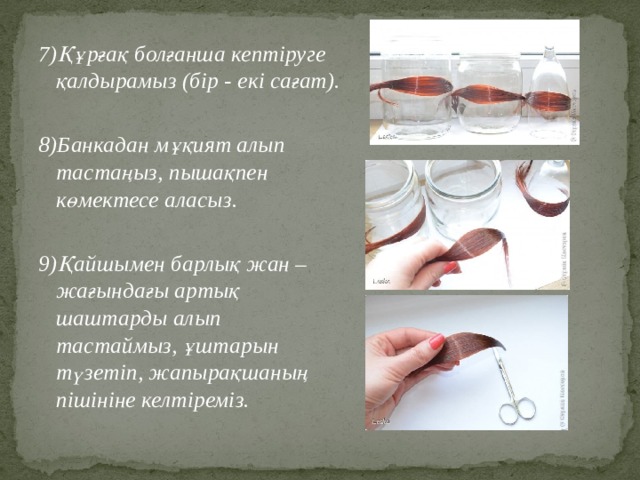
7)Құрғақ болғанша кептіруге қалдырамыз (бір — екі сағат).
8)Банкадан мұқият алып тастаңыз, пышақпен көмектесе аласыз.
9)Қайшымен барлық жан – жағындағы артық шаштарды алып тастаймыз, ұштарын түзетіп, жапырақшаның пішініне келтіреміз.
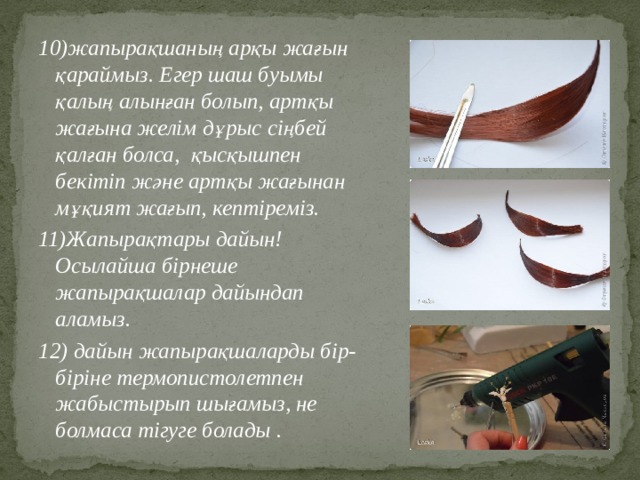
10)жапырақшаның арқы жағын қараймыз. Егер шаш буымы қалың алынған болып, артқы жағына желім дұрыс сіңбей қалған болса, қысқышпен бекітіп және артқы жағынан мұқият жағып, кептіреміз.
11)Жапырақтары дайын! Осылайша бірнеше жапырақшалар дайындап аламыз.
12) дайын жапырақшаларды бір-біріне термопистолетпен жабыстырып шығамыз, не болмаса тігуге болады .
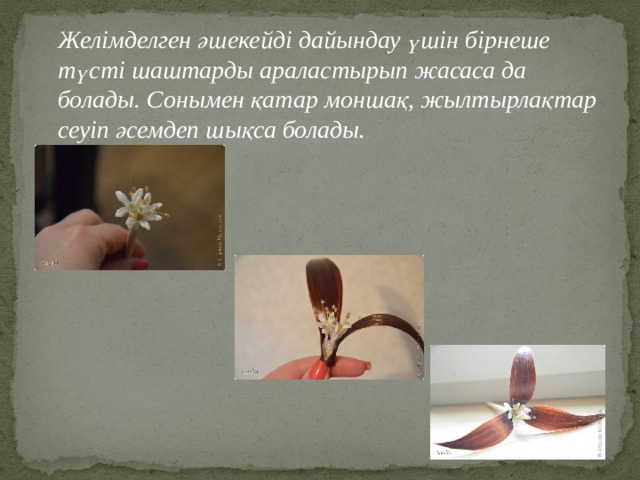
Желімделген әшекейді дайындау үшін бірнеше түсті шаштарды араластырып жасаса да болады. Сонымен қатар моншақ, жылтырлақтар сеуіп әсемдеп шықса болады.

Үй тапсырмасы:
Жасанды шаштардан 2 немесе одан да көп түстерін үйлестіріп желімделген әшекей жасау.
Назарларыңызға рахмет
Ө/о шебері: Тұрсынғалиқызы А.

-80%
Источник: videouroki.net
Ручное изготовление ювелирных изделий из благородных металлов и природных минералов
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Наши дополнительные сервисы и сайты:
![]()
г. С аратов
Химия для очистки ювелирки
Производство ювелирных украшений в нашей стране осуществляется двумя способами: вручную (индивидуально) и с применением специального оборудования и промышленных технологий (серийно). При серийном способе заготовки для монтировки конкретного ювелирного украшения поступают на стол ювелира в виде отдельных почти готовых деталей, полученных штамповкой или литьем. Задача ювелира в этом случае- подправить, доработать, довести точность форм и размеров деталей до требуемых, а затем собрать их, смонтировать в единое целое. При индивидуальном способе все отдельные части (детали) ювелирных украшений — накладки, шинки, касты, ранты, швензы, замки, застежные иглы, крючки, петли, стойки (флажки), ушки, штифты изготовляют вручную. Необходимо, однако, отметить, что в наши дни и индивидуальный способ нельзя назвать стопроцентно ручным хотя бы потому, что ювелиры в своей работе зачастую используют полуфабрикаты, изготовленные прокаткой, волочением, штамповкой, литьем, заготовки в виде проволочек, лент, полос, шайб и т. д.
Изготовление накладок
Накладки, являясь деталями кольца, выполняют в нем конструктивно-декоративную роль. Обеспечивая плавный переход от шинки к касту, накладки придают изделию законченность художественного исполнения. Форма накладок бывает самой различной (рис. 5.1), а размеры их диктуются размерами самого ювелирного украшения.
Чаще всего накладки применяют в сочетании с простыми шинками, но нередко их используют и в кольцах со сложными шинками. По способу припаивания к шинкам накладки делятся на накладные и вставные. Накладные при пайке накладываются на шинки, а вставные врезаются с помощью всечек. Изготовляют накладки из листового проката.
Пример изготовления несложной по форме накладки приведен в табл. 5.1.

Рис. 5.1. Накладки

Пример процесса изготовления накладок ювелирных изделий
для железнодорожного транспорта, сертифицированные ВНИИЖТ- «Фаворит К» и «Фаворит Щ», внутренняя и наружная замывка вагонов.
Источник: www.matrixplus.ru