Производство является одним из важнейших факторов, влияющих на формирование потребительских свойств и качество ювелирных изделий.
Одна из особенностей производства ювелирных изделий состоит в том, что при их изготовлении мастер-ювелир стремится максимально выявить и показать своеобразную красоту и декоративные свойства используемых материалов. Так, золото значительно проигрывает в толстых массивных деталях и, наоборот, красиво выглядит в тонких ажурных работах.
Изделия из серебра обычно оксидируют, чтобы подчеркнуть рисунок и придать красоту закрепленному в оправе камню. Большое значение имеет сочетание оправы с камнем. Аметист и жемчуг, например, хорошо сочетаются с золотой оправой, а для бирюзы лучше серебряная оксидированная оправа. Бриллиант выигрывает в оправе из белого золота и платины.
По способу производства ювелирные изделия бывают индивидуального и массового (серийного) производства.
При индивидуальном изготовлении мастер-ювелир выполняет все работы от начала до конца вручную, используя оборудование только для получения первоначальной заготовки или необходимого профиля металла. Этот способ применяется при создании отдельных образцов или дорогостоящих ювелирных изделий со сложной и тонкой художественной отделкой, а также при использовании нестандартных по размерам и формам драгоценных и полудрагоценных камней.
Производство ювелирных украшений | Как создаются шедевры Maxim Demidov
При массовом изготовлении изделия создаются механической обработкой и точным литьем по выплавляемым моделям. Лучшие ювелирные изделия изготавливают малыми сериями.
Основными процессами производства ювелирных изделий являются следующие: заготовка материалов, создание форм изделий, филигранные и отделочные работы, декорирование и закрепление камней.
Заготовка материалов
Заготовку материалов осуществляют путем составления лигатуры и ее плавки, вальцовки, волочения, ковки и резания.
Плавку драгоценных металлов производят в графитовых тиглях в электропечах (более совершенный способ), а также в газовых, нефтяных и коксовых печах. Сначала плавят тугоплавкие металлы, затем вводят легкоплавкие. Для получения соответствующих заготовок (в виде полос или проволоки) расплавленный металл разливают в подогретые стальные или чугунные изложницы.
Вальцовку производят на специальном стане, при этом получают листы, полосы или прутки металла желаемой толщины и формы. Полученные в результате вальцовки полосы или листы металла размечают и раскраивают на заготовки нужных размеров для использования в последующих операциях по изготовлению изделий.
Волочение производят путем протягивания слитка круглого сечения до определенного размера через проволочные вальцы. Затем полученную проволоку протягивают через отверстия волочильных досок до желаемого диаметра.
Ковка — это изменение поперечного сечения заготовки в горячем или холодном состоянии без снятия стружки.
Создание форм изделий
Формы изделий создают путем штамповки, сборки деталей и пайки, литьем по выплавляемым моделям.
Золото — Как Это Устроено? Добыча, Переработка, Производство Ювелирных Изделий.
Штамповка на прессах деталей или целых изделий — это один из основных процессов. Для штамповки применяют стальные штампы, состоящие из двух рабочих частей (нижняя часть называется матрицей, верхняя — пуансоном).
Пайку производят специальными припоями, которые состоят из сплавов металлов, соответствующих пробе изготовляемых изделий, но менее термостойкими. Припой по цвету не должен отличаться от цвета изделия.
Литье по выплавляемым моделям является наиболее прогрессивным способом изготовления тонкостенных и сложных по конфигурации изделий. Характерной особенностью является использование специальных пресс-форм, вспомогательных материалов и принудительное заполнение литейной полости форм жидким металлом под действием центробежных сил или вакуумного всасывания. Этот метод дает возможность значительно расширить ассортимент, увеличить выпуск изделий и повысить их качество.
После сборки и пайки изделия подвергают дальнейшей обработке — опиловки, очистке, шлифовке, полировке, при необходимости отжигу и др.
Отделочные операции
К отделочным операциям относят операции, связанные с обработкой поверхности изделий: галтовку, пескоструйную обработку, крацовку, шлифовку и полировку.
Галтовка — это очистка поверхности изделий путем вращения их в барабанах, загруженных стальными шариками, кожаными обрезками, песком и другими абразивными материалами.
Пескоструйную обработку ведут сухим песком, который под давлением из сопла направляют на изделие. В результате такой обработки изделия приобретают шероховатую поверхность.
Крацовку производят круглыми щетками из тонкой латунной или стальной проволоки на вращательном станке, чтобы придать изделию необходимую матированную поверхность.
Шлифовку изделий применяют для создания ровной поверхности с помощью вращающихся шлифовальных войлочных, фетровых или бязевых кругов и порошков — пемзы, наждака.
Полировка придает изделиям глянец и зеркальный блеск. Вручную изделия полируют гладилами из стали и гематида (минерал — окись железа). Изделия, имеющие форму тел вращения, полируют на полировальных станках с помощью кругов из хлопчатобумажной ткани с применением порошков — крокуса, трепела. Широко применяют электролитическое полирование и отделку поверхности золотых и серебряных изделий алмазными резцами.
Декорирование
Ювелирные изделия декорируют различными способами — золочением и серебрением, оксидированием, анодированием, гравировкой, чернением, нанесением художественной эмали, инкрустированием, чеканкой.
Источник: studbooks.net
Ювелирное дело
3D-печать становится все более популярной в мире ювелирных украшений. Новая технология привнесла в дизайн гибкость, креативность – добавив множество возможностей.
3D-технологии в производстве ювелирных изделий
Скорость 3D-печати и способность выполнять несколько итераций дизайна за один день – ключ к использованию этой технологии. Сокращенное время выполнения заказа делает 3D-печать выгодной технологией для изготовления ювелирных изделий, поскольку это дает конкурентное преимущество.
«Широкое распространение получают сервисы печати с возможностью внесения кастомизации в модели конечными пользователями» Выбрав этот метод производства, вы сможете создавать сложные проекты для каждого клиента, изготавливать замысловатые модели. Либо вы можете использовать эту технологию для создания прототипов, чтобы убедиться, что готовый продукт – это то, что вам нужно.
3D-печать металлом один из самых сложных процессов аддитивного производства. Это, по сути, носимое произведение искусства, его необходимо тщательно полировать после того, как оно сойдет с печатного стола. Добавление вставок или драгоценных камней еще больше усложняет производство. Тем не менее, это все еще может стать наиболее простым способом получить идеальное украшение.
Сейчас 3D-печать для ювелирных изделий используется небольшими мастерскими, потому что становится все проще в использовании, доступнее. Широкое распространение получают сервисы печати с возможностью внесения кастомизации в модели конечными пользователями, размещению заказов через интернет. Применение принтеров сильно сокращает срок изготовления заказа, увеличивает конкурентоспособность компаний.
Когда дело доходит до печати ювелирных украшений, используются два основных метода: литье по выплавляемым/выжигаемым моделям, которое не сильно отличается от традиционного метода изготовления, и прямая 3D-печать, которая только начинает прокладывать свой собственный путь в ювелирный мир.
Два метода 3D-печати в ювелирном деле
Выплавляемые модели – самый популярный метод печати ювелирных изделий. Он происходит в 8 шагов:
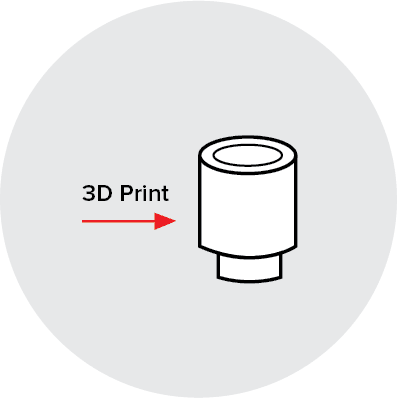
1. Создание восковой/пластиковой модели изделия.
Традиционно это делается путем заливки специального литейного воска в металлическую / силиконовую форму. 3D-печать теперь позволяет напрямую печатать восковку или печатать изделие из литьевой смолы.
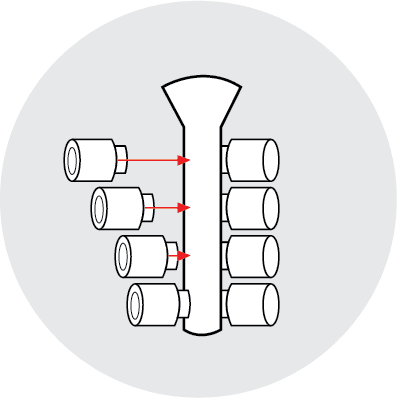
2. Сборка матрицы.
Матрица затем собирается на «дерево литья». Это позволяет одновременно отливать несколько деталей. Некоторые методы нарушают этот шаг, печатая образцы деталей и дерево за один шаг.
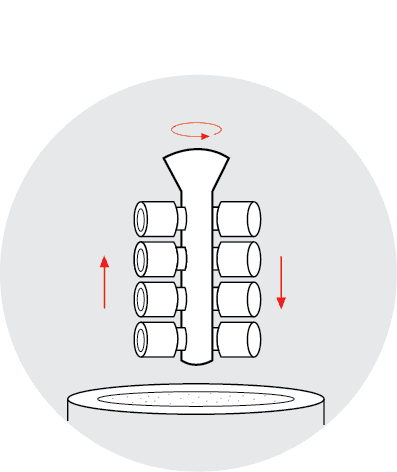
3. Создание литьевой формы.
После завершения сборки матрицы вся сборка погружается в суспензию несколько раз. Затем суспензионное покрытие оставляют сохнуть и затвердевать, образуя керамический внешний слой поверх рисунка.
4. Выжигание.
Структура затем помещается внутрь печи, и исходная структура воск / смола расплавляется / выгорает, что приводит к образованию полой отрицательной формы (полости).
При переходе с традиционных методов изготовление ювелирных украшений (восковки) на методы с использованием оборудования, печатающего пластиком, требуется использовать печи с более высокими температурами, что иногда может становится стоп фактором при принятии решений.
5. Литье.
После того, как весь исходный материал из формы был удален с керамического отрицательного слоя, окончательный литейный материал заливается в форму и оставляется для охлаждения и затвердевания. Части часто отливаются из латуни, а затем гальванизируются в драгоценных металлах на завершающей стадии.
6. Разрушение формы.
Внешняя керамическая форма должна быть удалена. Обычно это делается путем вибрации формы, чтобы сбить внешнюю оболочку.
7. Отрезание изделий от литника.
После того, как керамическая оболочка полностью удалена, отдельные отлитые изделия срезаются с дерева плесени.
8. Постобработка / Финишная обработка.
Затем отлитые детали проходят традиционную ювелирную отделку.
Этот метод хорош тем, что вам не нужен металл в особой форме (мелкодисперсный порошок), и можно использовать практически любой металл в его обычной форме.
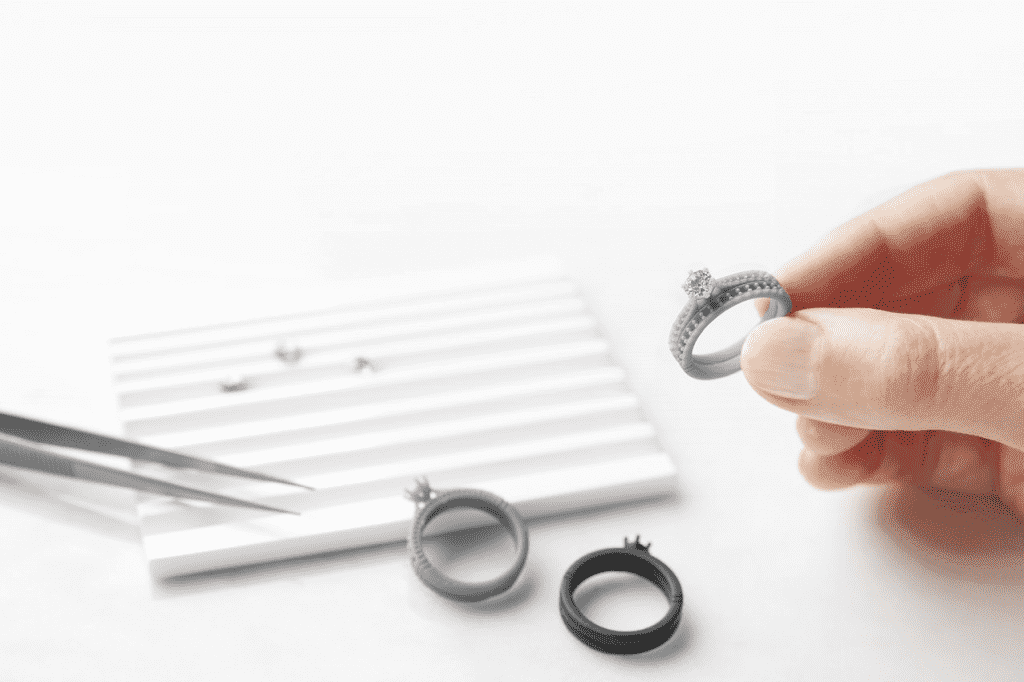
01| Печать юведирных изделий по выплавляемым моделям 
Отличие технологии выплавляемых от выжигаемых 3D-моделей
Выплавляемые – это обычно модели, которые печатаются легкоплавким материалом, в самом простом случае на основе воска. Воск плавится при невысоких температурах, отсюда и выплавляемость.
Самыми распространенными восковыми высокоточными признаны принтеры от компании Solidscape США, печатающие по технологии DOD (Drop on Demand), и принтеры 3D-Systems США с технологией MJM (Multi Jet Modeling), похожей на технологию струйных принтеров.

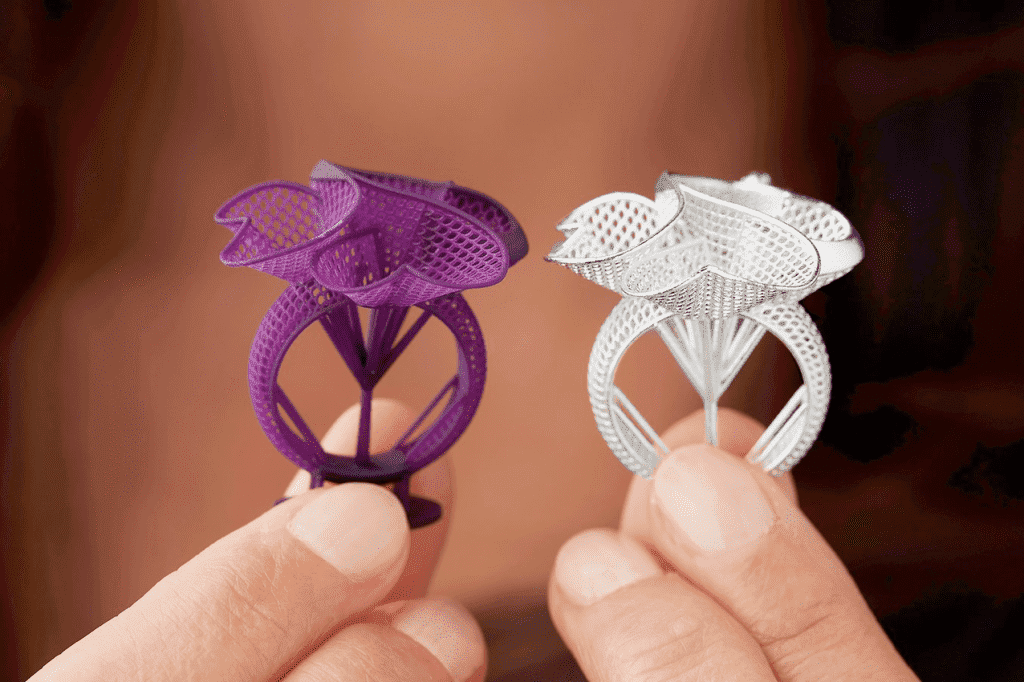
02| Пример выплавляемой модели
Выжигаемые – это обычно пластиковые модели, которые печатаются из специальных смол по технологиям SLA и DLP.

03| Пример выжигаемой модели
Достоинства восковой DOD/MJM технологии выплавляемых моделей:
- более высокий уровень детализации;
- ювелирам не нужно менять технологию – они могут полностью использовать все оборудование, которое они использовали при печати через восковки;
- не требует строгих процедур выгорания, требуемых для смол SLA/DLP.
Недостатки восковой DOD/MJM технологии выплавляемых моделей:
- высокая стоимость оборудования по сравнению с SLA/DLP технологиями;
- более высокая стоимость материалов;
- очень чувствительны к воздействию температур и легко деформируются даже при незначительном воздействии.
Достоинства SLA,DLP технологии с выжигаемыми моделями:
- доступность оборудования;
- невысокая стоимость материалов;
- прочные к физическим воздействиям модели, не боятся повышения температур.
Недостатки SLA,DLP технологии с выжигаемыми моделями:
- конструкция требует вспомогательный материал поддержки. Требуются дополнительные работы по её удалению;
- для обеспечения полного выгорания смолы необходимо соблюдать строгую процедуру выгорания;
- требуется покупка более мощных печей при переходе на эту технологию.
В настоящее время в ювелирной отрасли в мире на равных используются обе технологии.
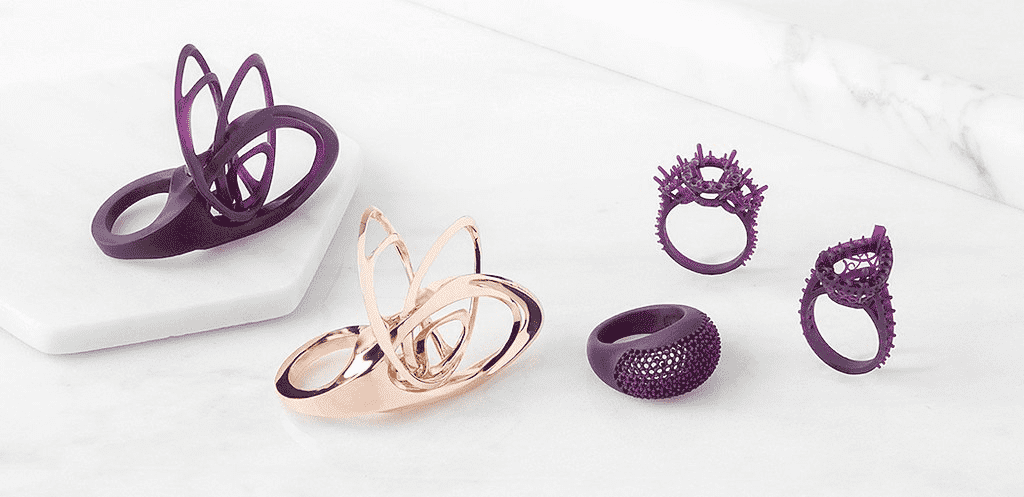
04| Примеры выплавляемых моделей
Прямая 3D-печать
Это производство конечного украшения прямо из металла. Это гораздо менее популярный метод, так как он намного дороже, чем литье по выплавляемым и выжигаемым моделям. Тем не менее, он дает вам более широкий спектр возможностей, на которые не способен последний.
Прямая 3D-печать включает в себя спекание частиц металлического порошка вместе с лазером с использованием методов плавления в порошковом слое, иначе известных как прямое лазерное спекание металла (DMLS) или селективное лазерное плавление (SLM). Тип доступного металла зависит от используемого 3D-принтера, но все еще существует широкий спектр доступных металлов.
Далеко не все металлические принтеры с технологиями SLM и DMLS могут печать драгоценными металлами. Принтере Farsoon, которые предлагает наша компания — могут.
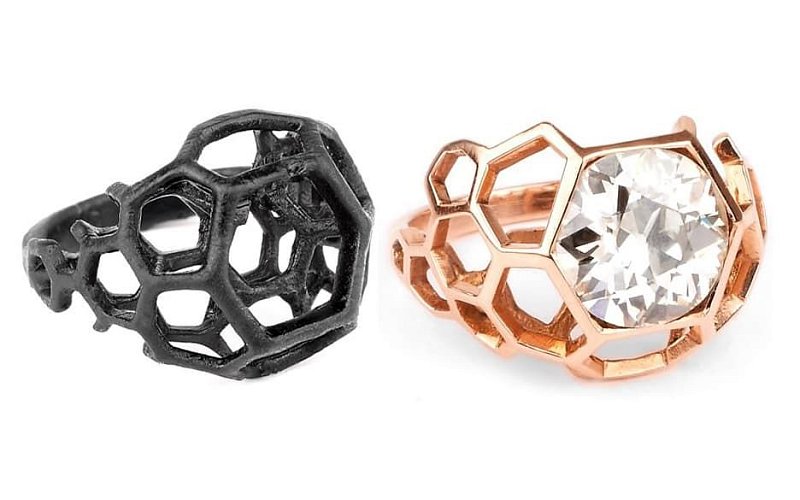
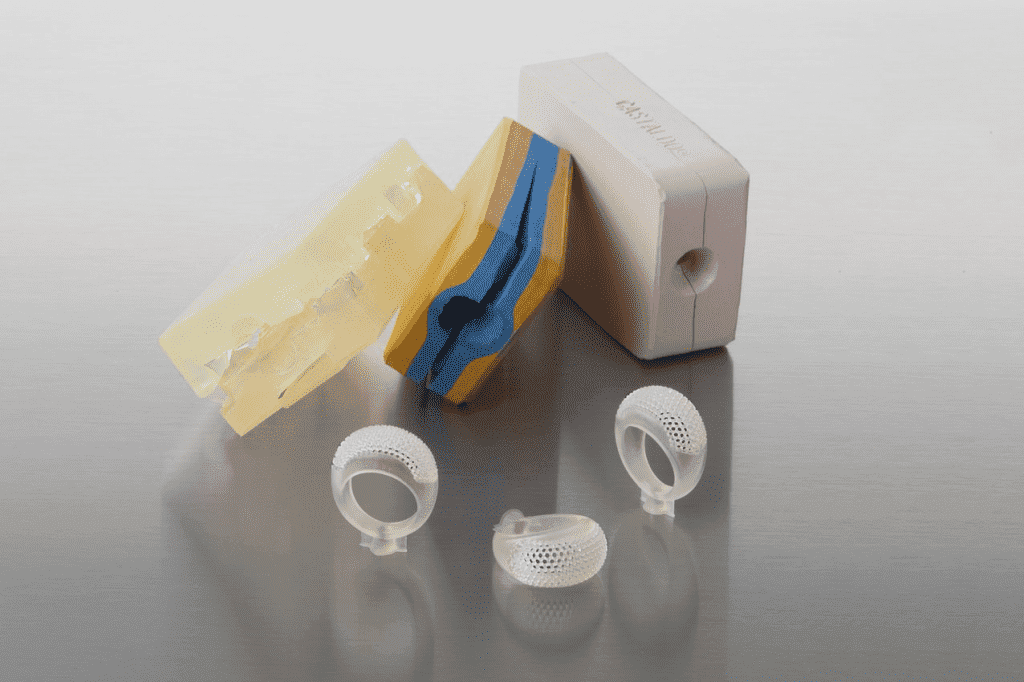
05| Ювелирные изделия, напечатанные технологией прямой 3D-печати 


Прямая печать ювелирных изделий из металла – самый необычный и дорогой способ производства ювелирных изделий, однако он предлагает самую короткую производственную цепочку. После завершения печати требуется значительная постобработка.
Сравнение технологий с ЧПУ и 3D-печати для ювелирных изделий
Ювелиры во всем мире используют разные методы и технологии в своей работе. Обработка с ЧПУ и 3D-печать могут быть полезны для ювелиров. Сравним преимущества и преимущества каждого из них.
Преимущества ЧПУ для ювелирных изделий:
- настольные станки с ЧПУ дешевле, чем принтеры SLA / DLP;
- твердый воск дешевле, чем жидкие полимеры;
- специальные навыки не требуются.
Преимущества 3D-печати для ювелирных изделий:
- возможность создавать чрезвычайно сложные формы и геометрические формы, которые не могут быть изготовлены с использованием только ЧПУ;
- при помощи технологий SLA и DLP можно «вырастить» несколько восковых моделей одновременно;
- скорость изготовления значительно выше по сравнению с другими методами.
Таким образом, что выбрать: станок ЧПУ или 3D-печати зависит от того, какой продукт вам нужно создать. Если вам нужно сделать относительно простые формы, такие как кольца или браслеты, обычно достаточно ЧПУ. 4-осевые и 5-осевые машины обычно могут выполнять большинство функций 3D-принтера. Кроме того, твердый воск, который используется для обработки, дешевле, чем специальные литьевые фотополимеры для 3D-печати. Однако, если учесть очень маленькую и деликатную работу, которую можно выполнить только вручную, вы можете использовать весь потенциал принтеров SLA и DLP.
Источник: i3d.ru
Изготовление ювелирных изделий
Звезда отечественного шоу-бизнеса Тина Канделаки сказала: — «Гордиться надо своими достижениями, а не украшениями». Фразу восторженно цитируют в сети. Но, что делать, если украшения – и есть достижения. Изготавливать ювелирные изделия – искусство, подвластное немногим. Современность предлагает три пути, как создать драгоценность.
Их и рассмотрим.

Серийное изготовление ювелирных изделий
Это изготовление ювелирных изделий предполагает поступление на стол ювелира готовых деталей. Мастеру остается лишь обтесать их, довести до совершенства и соединить. Первоначально элементы создаются на промышленном оборудовании, полностью, или частично автоматизированном.
Применение техники позволяет наладить массовое производство, серию. Машины штампуют одинаковые шинки, касты, ранты, замки, застежки, накладки. Это позволяет выйти на большие объемы производства.

Но, серийное изготовление ювелирных изделий из серебра, золота, другого сырья ограниченно определенной номенклатурой. Выпускается ограниченный модельный ряд небольшими партиями, которые постоянно повторяются.
Индивидуальное изготовление ювелирных изделий
Это изготовление ювелирных изделий на заказ частными мастерами. Преимущественно, используется ручной труд. Ювелир либо сам изготавливает детали, либо лично контролирует их отливку. Резервы художников – полуфабрикаты. Чтобы ускорить свою работу в условиях 21-го века, предприниматели заранее подготавливают полуфабрикаты, на основе которых производят многие из своих творений.
Изготовление ювелирных изделий из золота, прочих металлов на заказ – штучная работа. Клиентам дается возможность самим нарисовать эскиз, либо доверить это художнику. Даже при условии выбора образца из каталога, допустимо доработать, модернизировать его.
Индивидуальное производство – иная степень ответственности. Мастер лично производит украшения, а значит, с точностью знает состав сплава, особенности использованных вставок. В ювелирном магазине эта информация не всегда доступна. Проба сплава, конечно, известна. Но, кто скажет, что и в каком количестве вошло в лигатуру?
Ремонт и изготовление ювелирных изделий частным мастером может осуществляться на основе материала клиента. Если он принесет драгоценный лом, скопившийся дома, ювелир переплавит сырье. Сданного золота может хватить и на оплату работы. Серийное производство такой возможности не дает.
Изготовление ювелирных изделий на 3D принтере
Технология изготовления ювелирных изделий на 3D принтере обязывает знать ряд графических редакторов. К ним относятся: — 3D Max, Maya, Blender 3D. Владение программами позволяет создать виртуальный макет вещи. Вещи, но не украшения. Для этого требуется освоить Zazz.
Редактор запущен в Голландии в 2013-ом году. Пока, это единственная программа, позволяющая создавать драгоценности.
Zazz рассматривает в качестве исходного сырья нержавеющую сталь, платину, золото и серебро. Принтер примет и смеси из указанных металлов. Из полимерного сырья можно пользоваться цветным нейлоном. Он пригоден для бижутерии. Стоимость украшений, полученных на 3D принтере аналогична цене за образцы, сделанные традиционным способом.
Мастерская по изготовлению ювелирных изделий на 3D принтере имеет преимущества перед конкурентами. Аппарат позволяет выпускать и серийные модели, и штучные. Причем, сложность украшений не влияет на их стоимость, ведь обилие завитков, деталей, звеньев выполняет не человек, тратя свои силы и время, а машина. Она не запрашивает повышения цены за трудоемкость.
Компания Zazzy, производящая 3D принтер взялась и за производство на нем драгоценностей. Их фотографии представлены в интернете. Заинтересовавшимся предлагается посетить сайт фирмы. Там выбирается модель из каталога, или создается собственный эскиз в любом 3D редакторе.
После, подбирается материал из списка. Предусмотрена консультация со специалистами бренда. После, оформляется заказ, изделие отпечатывается, упаковывается, отсылается с курьером к заказчику.
В компании Zazzy изготовление ювелирных изделий, видео которых можно запросить выслать, осуществляют в срок 2-3 недели. Кстати, стоимость принтера составляет около 90 000. При открытии ювелирной мастерской, обычно, вкладывают больше, а тут, один аппарат способен заменить почти все оборудование предприятия.

Почему 3D Zazz до сих пор нет в России? Возможно, из-за новизны аппарата и не осведомленности о нем широкой публики. Есть и еще один недочет. Принтер не работает с камнями. Их приходится крепить в изделия уже после отливки.
Изготовление ювелирных изделий в древности
У древних не было 3D принтера. Драгоценности создавали исключительно вручную. Артефакты прошлых столетий отличаются неидеальными формами. Технологии еще не позволяли делать ровные края. Мешало этому и сырье.
В Египте, где зародилось ювелирное искусство, применяли чистое золото.
Оно мягкое, легко деформируется. Многие украшения гнулись еще в процессе изготовления. Дабы сделать драгоценности прочнее, их производили толстыми и массивными. Именно этим обусловлены внушительные размеры всех египетских образцов.

Ювелирная отрасль не случайно зародилась на берегах Нила. Тысячелетия назад река была золотоносной. Местные жители без труда собирали по берегам самородки. Позже, стали использовать золотоносный песок со дна Нила.
Источник: tvoi-uvelirr.ru