Способ нанесения витражной эмали на изделия из серебра включает приготовление шликера, содержащего поверхностно-активное вещество в виде водного раствора производного углеводородов, в функциональной группе которого один атом азота, подготовку поверхности изделия путем отжига при температуре 400-700 o C, охлаждения, травления и промывки, обезжиривания и сушки, нанесение шликера постадийно в 3-4 приема с промежуточными отжигами, причем температура каждого последующего отжига выше, чем предыдущего.
Изобретение относится к ювелирному производству, точнее — к технологии эмалирования изделий типа ювелирных витражными эмалями и предназначено для применения в ювелирной промышленности, а также в производстве таких изделий, как ордена и сувениры.
Технология приготовления и нанесения витражных (ажурных, оконных, сквозных) эмалей применялась в России с XVI-XVII в. Большая часть сложных и разнообразных приемов по изготовлению изделий с витражным эмалями утрачена.
Известен способ нанесения на изделия витражной эмали, включающий операции изготовления металлического каркаса изделия, приготовления шликера, укладки каркаса на подложку из медной или серебряной фольги или слюды, многократных заливок отверстий каркаса эмалевым шликером и многократных обжигов изделия в печи вплоть до полного оплавления эмали.
Эмаль. Лана Шелкова
Рассмотренный способ относится к технологиям, исторически утратившим большую часть применявшихся режимов и приемов. Кроме того, данный способ не может использоваться для изготовления изделий в масштабах серийного или массового производства.
Наиболее близок к изобретению по существенным признакам и характеру промышленной применимости способ нанесения витражной эмали на изделия из сплавов серебра, включающий операции по изготовлению металлического каркаса изделия, приготовления клеесодержащего шликера для эмали, многократных (8-10) заливок шликера и обжигов изделия в печи вплоть до полного оплавления эмали и выжигания клея. Отличительными особенностями этого способа по сравнению с предыдущим являются введение в состав шликера в дальнейшем выжигаемого клея и проведение процесса без использования подложки. В качестве основы выжигаемого без остатка клея использовался раствор бесцветного порошка, полученного из сока растения, представляющего собой разновидность астрагала. Отпадала необходимость в использовании подложки, в дальнейшем подлежащей удалению.
Однако и этот способ имеет весьма низкую производительность и не может быть использован на предприятиях, производящих ювелирные изделия в серийном или массовом масштабе. Кроме того, процесс выгорания клея приводит к образованию пузырей в слое эмали Целью изобретения является разработка способа нанесения витражной эмали на изделия из сплавов серебра, обеспечивающего наряду с высокими эстетическими показателями высокую производительность.
Цель достигается за счет того, что в процессе реализации способа нанесения витражной эмали на изделия из сплавов серебра, включающего приготовление эмалевого шликера, нанесение его на заготовку изделия, сушку и обжиг, операцию приготовления шликера осуществляют, используя поверхностно-активное вещество, взятое в виде водного раствора производного углеводородов, содержащего в функциональной группе один атома азота, затем выполняют операцию подготовки поверхности заготовки изделия под эмаль, включающую отжиг при температуре 400-700 o C, охлаждение, а также травление в разбавленной неорганической кислоте, промывку в воде, обезжиривание в этиловом спирте и сушку, после чего осуществляют постадийно в 3-4 приема нанесение подсушенного шликера и его обжиг, причем температура каждого последующего обжига выше, чем предыдущего, при первом обжиге она ниже минимальной температуры обжига эмали, а при последнем — достигает значения, необходимого для ее окончательного оплавления, после каждого обжига производят охлаждение эмали, а завершают процесс отбелом, промывкой и сушкой изделия с эмалью.
ЭМАЛЬ на ювелирных украшениях: ГОРЯЧАЯ и ХОЛОДНАЯ эмаль
Сила поверхностного натяжения в шликере должна быть меньше силы сцепления его с металлом серебряным сплавом 925 o С) каркаса, обеспечивая тем самым повышение смачиваемости. С этой целью и применяется ПАВ экспериментально подобранного состава — поверхностное натяжение в шликере и его вязкость снижаются, улучшаются смачиваемость и растекаемость, которая в результате в зависимости от состава шликера оказывается в пределах 1,25 — 1,89 l мм/lэт. мм.
В результате эмаль не имеет трещин, пузырей, обладает необходимой прозрачностью и, будучи полностью оплавленной, не имеет видимых дефектов. Кроме того, сочетание выбранных порядка и режимов нанесения эмали обеспечивает ускорение процесса. Он проводится в 3-4 приема, тогда как применение ближайшего аналога вынуждало проводить нанесение и охлаждение шликера в 8-10 приемов. Тем самым обеспечивается воспроизведение способа в условиях серийного и массового промышленного производства.
Сущность и преимущества заявляемого способа становятся более понятными из следующих примеров его конкретного осуществления.
В обоих случаях приготовления эмалевого шликера осуществляется на основе 1%-ного раствора ПАВ, что обеспечивает лучшую смачиваемость путем снижения поверхностного натяжения и вязкости, а также улучшение растекаемости шликера. Нанесение состава производят на изделия из сплава серебра 925 o .
Пример 1. После приготовления шликера для получения витражной эмали желтого цвета (растекаемость 1,69 l мм/lэт. мм) следует стадия подготовки металла каркаса изделия для нанесения витражной эмали, которая состоит из отжига при температуре 400 o C в течение 10 мин, химического травления в разбавленной неорганической кислоте в течение 10 мин, промывки в холодной воде и обезжиривания посредством выдержки в течение 5 мин в этиловом спирте, повторной промывки в холодной воде и сушки с помощью х/б ткани.
Следующей стадией процесса является эмалирование, которое включает нанесение эмалевого шликера с последующей сушкой на воздухе (10 мин), обжиг при температуре 690 o C в течение 2 мин с последующим охлаждением на воздухе, докладку эмалевого шликера с 10-мин сушкой на воздухе, обжиг при температуре 720 o C (2 мин) с последующим охлаждением на воздухе, следующую докладку эмалевого шликера и сушку на воздухе, третий обжиг при температуре 740 o C в течение 2 мин с охлаждением на воздухе, после чего производится отбел посредством обработки в концентрированной неорганической кислоте в течение 0,5-1,0 мин. Затем производят промывку изделия в холодной воде и сушку х/б тканью.
Пример 2. В данном случае приготавливают шликер для получения витражной эмали синего цвета (растекаемость 1,25 l мм/lэт. мм).
Практически набор и последовательность стадий и операций процесса получения витражной эмали те же, что и в предыдущем примере. Некоторые отличия связаны с использованием другого состава шликера. Эти отличия заключаются в следующем: — на стадии подготовки поверхности под эмаль отжиг производят при температуре 700 o C в течение 3 мин (в примере 1 — 400 o C, 10 мин), — на стадии эмалирования используется трехкратный двухминутный обжиг и двухкратное докладывание эмалевого шликера (в примере 1 — четырехкратный двухминутный обжиг и трехкратное докладывание шликера).
Последующая сушка на воздухе, причем 1-й отжиг производят при 720 o C, 23-й — 750 o C, 3-й — 780 o C.
В обоих случаях витражная эмаль получается заданного цвета, чистого тона, полностью оплавленной, прозрачной, без трещин, сколов, пузырей в эмалевом слое.
Практика показала, что на современном ювелирном предприятии в течение года можно обеспечить выпуск 10-30 тысяч изделий с витражной эмалью.
Способ нанесения витражной эмали на изделия из серебра, включающий приготовление эмалевого шликера, нанесение его на заготовку изделия, сушку и обжиг, отличающийся тем, что операцию приготовления шликера осуществляют, используя поверхностно-активное вещество, взятое в виде водного раствора производного углеводородов, содержащего в функциональной группе один атом азота, затем выполняют операцию подготовки поверхности заготовки изделия под эмаль, включающую отжиг при 400 — 700 o С, охлаждение, а также травление в разбавленной неорганической кислоте, промывку в воде, обезжиривание в этиловом спирте и сушку, после чего осуществляют постадийно, в 3 — 4 приема, нанесение подсушенного шликера и его обжиг, причем температура каждого последующего обжига выше, чем предыдущего, при первом обжиге она ниже минимальной температуры обжига эмали, а при последнем достигает значения, необходимого для ее окончательного оплавления, после каждого обжига производят охлаждение эмали, а завершают процесс отбелом, промывкой и сушкой изделия с эмалью.
Источник: findpatent.ru
Витражная эмаль
Мы создаем драгоценную посуду в технике витражной эмали. Это кропотливый ручной труд, требующий ювелирного мастерства — например, на создание ковша по мотивам русских сказок (на фото ниже) нам потребовалось 4 месяца работы, 7 мастеров-ювелиров, коллектив художников, 2 ювелирные техники, а также 200 метров серебряной проволоки весом 100 грамм, 17 цветов эмали и огненные печи.
Рассказываем о процессе создания изделий из витражной эмали.
Эскиз
Все начинается с эскиза… точнее десятка эскизов, с тщательно выверенным узором в соответствии с будущей формой изделия, с традициями русской орнаментики и особенностями выбранных ювелирных техник. Художник создает множество предварительных эскизов, и порой рука только успевает набрасывать всё то, что рождает сознание.
Сначала задуманное отрисовывается в карандаше — выверяется размер изделия, в соответствии с факторами поверхностного натяжения эмалей (расплавленная эмаль ведет себя аналогично жидкости) и металла, термического напряжения и расширения.
Затем приходит время поиска цветовых решений. На этом этапе художник учитывает читаемость общей композиции, контрастность, световую пропускаемость эмали и всё то, что будет влиять на восприятие будущего изделия. Создается эмалевая палитра — применяются только прозрачные эмали. Глухие цвета используются в технике перегородчатой эмали.

Ювелирные техники
В выборе ювелирных техник мы руководствовались нашим видением сказки: витражная эмаль создает волшебную игру света, а серебряная скань добавляет невесомости и драгоценности.
Серебряная скань
Серебряная скань – это крученная проволока, сложенная вдвое. В упрощенном виде процесс создания скани выглядит так: из бруска серебра в процессе вальцевания и волочения вытягивается проволока диаметром 0,21 мм – от диаметра проволоки зависит массивность будущего изделия, а так как мы стремились получить изделие «воздушным» и невесомым, то остановились на оптимальном варианте тончайшей проволоки – в данном случае она не будет гореть при пайке, и будет давать ощущение воздушности. Из стограммового бруска металла получается 200 метров проволоки, которую мы складываем вдвое и свиваем, образуя витую нить – ее мы прокатываем на валах. Сканная проволока готова.
Именно с ней работает ювелир — мастер нарезает проволоку на отдельные части и с помощью пинцета выгибает и склеивает узор, согласно эскизу. Весь узор набирается воедино на жестяной основе, выстучанной по форме будущего ковша.
Однако нужно учитывать, что при пайке весь клей сгорит и узор рассыплется, поэтому художник по металлу посыпает каждый стык узора серебряным припоем, который под пламенем расплавится, соединив воедино каркас изделия. Получается серебряная основа будущего ковша.

Витражная эмаль
Эмаль представляет собой стекловидную массу (кварц, различные флюсы) с примесями металлов. От вида металла и флюсов напрямую зависит цвет эмали и ее свойства – это может быть, как непрозрачная эмаль (глухая), так и витражная эмаль. Глухая эмаль используется в технике перегородчатых эмалей. Нас же интересует витражная эмаль, она же plique-a-jour с французского.
По цвету, блеску, переливам витражная эмаль имеет сходство с драгоценными камнями и, более того, в качестве драгоценности выступает наравне с ними. Витражная эмаль – одна из самых сложных и трудоемких техник эмалирования. В процессе работы она бывает весьма непредсказуема и даже капризна, требуя от мастера опыта, терпения и таланта.

Эмаль нужно подготовить — этот процесс заключается в размоле, растирании и последующего отмучивания в воде растертой эмали. Целью этого этапа является получения порошка (зерен) эмали необходимого размера, не имеющего посторонних включений. Этот этап очень важен и имеет много профессиональных секретов.
И наконец, наступает один из самых ответственных и удивительных этапов работы, требующий особой аккуратности — закладка витражной эмали. Эмальер ювелирным шпателем закладывает эмаль в каждую ячейку сканного узора. Нужно быть предельно внимательным, чтобы не попасть на скань и не задеть уже заложенную эмаль.
Одна из главных сложностей возникает с тем, что у каждого цвета своя температура плавления – от 720 до 760 градусов, и мы не можем заложить все цвета одновременно и обжечь. Поэтому, художник-эмальер начинает с самого тугоплавкого цвета. От правильно выбранной температуры зависит качество эмали, её цвет и прозрачность.
Процесс обжига требует большого опыта, и успех зависит не только от мастера — мы никогда не знаем как себя поведет изделие наедине с огнем в муфельной печи. Это очень волнительный момент.

После того, как эмалевая взвесь одного цвета заложена в ячейки, наступает самый волнительный этап – обжиг в муфельной печи при температуре 760 градусов (для красного цвета). Изделие остается наедине с огнем и как поведет себя эмаль и скань – неизвестно. Наша задача контролировать точную температуру и не «передержать» изделие в печи, иначе эмаль потускнеет.
Количество обжигов напрямую зависит от количества эмалевых цветов. Качество витражной эмали зависит от мастерства художника-эмальера и его «внутреннего настроя». Мы заметили, что эмаль отражает на себе все переживания мастера, происходящие во время работы, поэтому одна из целей – выстроить дружественный процесс совместной работы.
После того, как заложены все цвета, проверяем на текучесть — заполняем изделие горячей водой и оставляем на день. От натяжения металла при обжиге могут возникать невидимые глазу отверстия, поэтому важно проверить и, в случае обнаружения, устранить возникший дефект. Посуда протекать не должна.

Когда эмальер справится со своей задачей, на финишном этапе изделие нуждается в дополнительном блеске. Ювелир очень бережно шлифует поверхность изделия. Одно неверное движение рук может привести к печальному результату. По этой причине полировку драгоценностей доверяется только опытным рукам.
Заключительным этапом является золочение изделия в гальванической ванне. Золочение придает современное звучание изделию, при этом, со временем покрываясь патиной, изделие будет принимать благородный антикварный оттенок, раскрывая цветовую игру витражной эмали.
Таким образом, мы в целом описали процесс создания изделия с витражной эмалью для понимания её красоты и ценности. И как видно, это далеко непростой кропотливый труд, требующий профессионализма и таланта. Но нас это ни сколько не останавливает, а наоборот, побуждает создавать нас всё более новое, сложное, оригинальное и интересное. И каждый раз витражная эмаль пленит своей красотой и разыгрывает наше воображение. А игра света, чарующие переливы витража захватывают и наполняют восторгом сердце. В этом есть что-то волнующее, притягательное и не всегда подающееся описанию…
Источник: www.chrysolit.ru
Золотых и серебряных дел мастера Овчинниковы. Витражная эмаль
Павел Акимович Овчинников (1830-1888 гг.) — русский фабрикант и один из основателей русской национальной ювелирной школы, родился в селе Отрадном Московской губернии, в семье крепостных крестьян. В 1842 году двенадцатилетнего подростка хозяин, князь Волконский, отправил в Москву в целях развития художественных способностей в мастерскую, где производили золотые и серебряные изделия. В мастерской Павел вырос от ученика до мастера-ювелира. Благодаря приобретённым умениям освободился из крепостных, в 1850 году стал вольным, женился и организовал своё дело.
Для продукции фабрики Овчинникова характерно использование декора из разноцветных эмалей. Мастера фабрики в совершенстве владели различными техниками эмалирования — перегородчатой, выемчатой, витражной эмалью.
Витражная техника — самая сложная и редко применяемая техника эмалированния. Французы называют ее L’émail Plique à jour, и это название чаще всего используется в зарубежной литературе. Но придумали ее не французы. Методика была разработана в Византийской империи в VI столетии нашей эры. В Европе техника была освоена в XIII веке.
При создании изделия в технике витражной эмали рисунок формируется за счет металлической проволоки. Пространство в ячейках заполняется шликером — размолотой в мелкий песок эмалью, залитой дистиллированной водой. При обжиге шликер спекается, и в итоге получается достаточно хрупкая вещь, напоминающая витражное стекло.

Ковш, серебро, позолота, витражная эмаль. Овчинников, Москва, около 1890 г.

Серебряная чашка для щербета из витражной и перегородчатой эмали. П. Овчинников, Москва, 1896-1908 гг.

Позолоченный серебряный портсигар с эмалью plique-à-jour, приписывается Овчинникову, Москва, около 1890 г.

Ковш из серебра с витражной эмалью, Овчинников, Москва, 1899-1908 гг.

Позолоченный серебряный ковш с и эмалью plique-à-jour, Овчинников, Москва, 1899-1908 гг.

Набор из четырех позолоченных серебряных и эмалевых рюмок Plique-à-Jour, Овчинников, Москва, около 1900 г.

Ковш, позолоченное серебро и эмаль Plique-à-Jour, Овчинников, Москва, около 1910 г.

Ковш, позолоченное серебро и эмаль Plique-à-Jour, Овчинников, Москва, около 1910 г.

Ковш, позолоченное серебро и эмаль Plique-à-Jour, Овчинников, Москва, около 1890 г.

Два серебряных позолоченных стакана с изображением плавающих лебедей в окружении цветущих растений и тростника, Plique-à-Jour, Овчинников, Москва, около 1900 г.

Стакан, позолоченное серебро с эмалью Plique-à-Jour, Овчинников, Москва, около 1900 г.

Ковш из позолоченного серебра и витражной эмали, Овчинников, Москва, 1899-1908 гг.

Лампада из позолоченного серебра и витражной эмали, Овчинников, Москва, 1908-1917 гг.

Позолоченный серебряный стакан с эмалью Plique-À-Jour с цветочным узором, Овчинников, Москва, около 1895 г.

Серебряная чашка для щербета в технике витражной эмали с витым ободком и бисерно каймой. П. Овчинников, Москва, 1896-1908 гг.
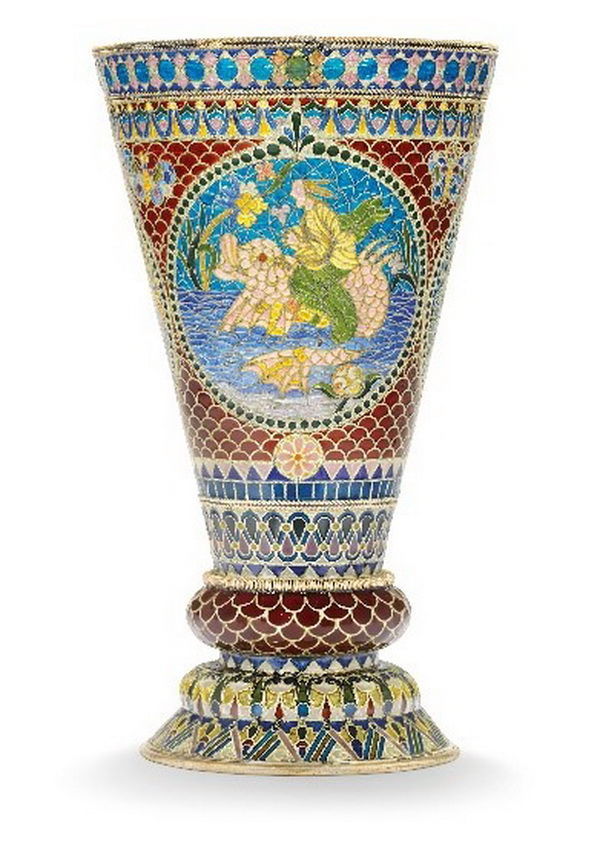
Большой кубок, выполненный в технике витражной эмали, с изображением русалки на морском чудище и орнаментом в виде чешуи. П. Овчинников, Москва, 1908-1917 гг.
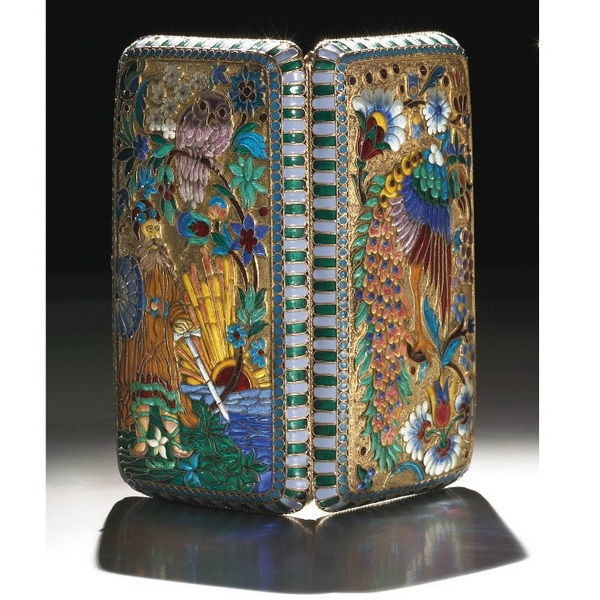
Большой позолоченный серебряный портсигар закругленной прямоугольной формы, на одной стороне изображен павлин на ветке среди множества цветов, на другой стороне — боярин с мечом и щитом на берегу озера с совой, сидящей на ветке. Витражная эмаль, Овчинников, Москва, около 1895 г.
Источник: www.livemaster.ru